Распространенные сплавы
Олово,% | Свинец,% | Мышьяк,% | Другие,% | Т плаал., С° |
92 | 8 | 240-244 | ||
93,5 | 3,5 | 1,5 | 1,5 кадмия | 237-240 |
92 | 4 | 4 | 237-240 | |
91 | 7 | 2 меди | 293 | |
94 | 4 | 2 | 274 | |
98 | 6 | 6 | 240 |
ПЛАВКА.
Пьютер и белые металлы можно плавить на горячей плите, в муфеле или пламенем горелки Лучший сосуд для плавления - литейный ковш из чугуна, который можно приобрести в организациях, поставляющих спесарно-водопроводное оборудование. В крайнем случае, можно воспользоваться чугунной сковородой, стальным ковшом или даже консервной банкой. Существенный недостаток этих случайных приспособлений в том, что они неустойчивы. Пьютер тяжел и может легко вылиться из импровизированного тигля. Будьте особенно осторожны, если приходится пользоваться такой посудой. В процессе плавления металла на его поверхности образуется темно-серая оксидная пленка, или шлак перед заливкой металла эту пленку следует удалить. Шлак можно собрать и отправить на очистку, однако это не стоит усилий, если речь не идет о большом количестве После того как из ковша вылит весь чистый металл, вытряхните напоминающий золу шлак на кирпич или дощечку и, когда он остынет, выбросите. Попавшие в воздух частицы шлака могут быть опасны для здоровья поэтому работайте в респираторе.
Плавильные котлы.
Для поддержания большого количества пьютера в расплавленном состоянии в течение нескольких часов используют плавильный котел. При этом на поверхности расплава допускается образование шлака; если надо зачерпнуть пьютер для отливки, шлак просто сдвигают коешом в сторону. Плавильные котлы можно приобрести в некоторых организациях, поставляющих оборудование для работы по металлу либо изготовить самостоятельно из

толстостенного сосуда и газовой горелки. В этом случае котел следует зафиксировать на месте с помощью полосы металла, как показано на рисунке, чтобы он не мог опрокинуться.
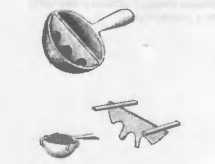
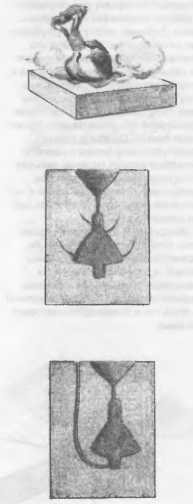
ЛИТЕЙНЫЙ КОВШ.
Существуют чугунные питейные ковши с остроумным приспособлением, которое упрощает снятие шлака с поверхности расплава. Это стальная или чугунная перегородка, которая разделяет чашу ковша на два отсека, причем между нижним краем перегородки и дном ковша остается просвет. Один отсек используют для плавки металла, так что пламя направляют только в это отделение. Расплавленный металл перетекает под перегородкой в другой отсек, где остается чистым и готовым к заливке.
Приобрести такой ковш непросто, поэтому вы, возможно, захотите сделать его своими руками. Можно усовершенствовать стандартный чугунный ковш, вырезав перегородку из листовой стали. Так как чугун плохо подается сварке, такая перегородка удерживается на месте с помощью полосок металла.
ПЕРЕПЛАВКА.
Если в котле застыло большое количество пьютера или белого сплава, при переплавке следует проявить особую осторожность. Если давление расплава, запертого под коркой твердого металла, не находит выхода, может произойти и выброс. Чтобы избежать этого, нагревайте металл сверху, например, с помощью горелки. Если вы плавите металл на плитке или на газовой конфорке, наклоните сосуд таким образом, чтобы плавление происходило сбоку.

Нагретые выше температуры плавления в присутствии других цветных металлов белые сплавы будут производить разрушительное действие. Белые сплавы подобно коррозии пожирают серебро, латунь, бронзу, медь или золото. Их действие тем более коварно, поскольку продолжает прогрессировать каждый раз, когда металл подвергается нагреванию. Как только белый сппав вступил в контакт с ювелирным сплавом, его становится практически невозможно удалить и, как правило, приходится вырезать весь загрязненный участок. В тех случаях, когда это невозможно, все изделие целиком должно быть отправлено в отходы. Специалисты по очистке драгоценных металлов могут восстановить благородный металл, но, разумеется, эту услугу придется оплатить.
Загрязнение цветных металлов белыми сплавами.
Гораздо лучше с самого начала не допускать появления загрязнений.
Если вы вынуждены использовать одно и то же рабочее место для пьютера и других металлов, установите жесткий распорядок обязательной уборки между работой с разными металлами. Держите все оборудование для работы с пьютером в отдельном поддоне или потке. Таким образом, когда вы им не пользуетесь, весь пьютер, его брызги и любые другие частицы будут убраны. Но даже тогда, прежде чем приступать к работе с драгоценными металлами, поверхность стола необходимо обмести и убрать щеткой все опилки.
Особенно опасно загрязнение рабочего места, где производится пайка. Лучше всего устроить отдельные места для нагревания пьютера и драгоценных металлов. Если это неосуществимо, разработайте простую и надежную систему для предотвращения загрязнений.
ГИПСОВЫЕ ФОРМЫ.
Пьютер и белые металлы можно отливать в формы, сделанные из гипса, который можно купить в магазинах хозяйственных товаров ипи строительных материалов. Годится и формо вочная смесь, но она стоит намного дороже и содержит компоненты, которые при отливке пьютера не нужны.
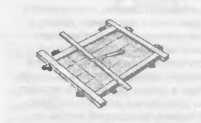
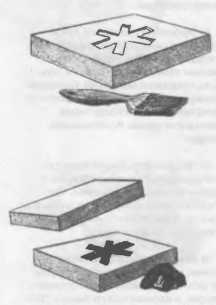
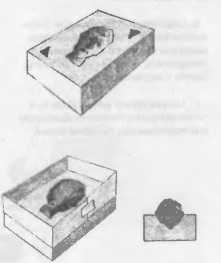
Блоки для форм можно изготовить, налив слой гипса на гладкую поверхность, например на плексиглас или мазонит. Опалубку сделайте из небольших дощечек, закрепленных в нужном положении кусочками глины, как на рисунке.
Оставьте гипс затвердевать по крайней мере в течение часа. При затвердевании гипса происходит экзотермическая реакция и выделяется тепло Если пластину нужно разделить на несколько блоков для отливки, сделайте на ней надрезы ножом или острием отвертки. После этого пластину можно оставить затвердевать дальше или сразу же разломать.
Чтобы переломить гипсовую пластину, сдвиньте её с плоской поверхности таким образом, чтобы линия надреза находилась непосредственно над краем стола. При этом нажиме вниз пластина переломится вдоль края. Это очень эффективный и удобный способ, если вы делаете много блоков одновременно.
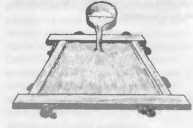
Смешайте гипс е эластичном контейнере (гипсовке) с объемом воды, приблизительно равным желаемому количеству раствора. Вода должна быть комнатной температуры или чуть теплее, но не горячая. Постепенно подсыпайте гипс в воду до тех пор, пока в гипсовке не образуется сухой островок. Затем, не торопясь, перемешайте гипс рукой. Избегайте быстрых и чересчур энергичных движений; лучше массировать смесь, чем сбивать её в пену.
Постучите по стенке гипсовки дощечкой или отверткой, чтобы выгнать на поверхность пузырьки воздуха. Залейте раствор в опалубку слоем толщиной 1,3-2,5 см и разгладьте его поверхность рукой.

Прежде чем формы можно будет использовать для литья, гипс должен ПОЛНОСТЬЮ просохнуть. Поэтому идеальным решением будет сделать черновую резьбу рвльефа в течение 24 часов после отливки пластины и закончить работу над формой через несколько дней. Не практике ход работы будет зависеть от индивидуальных методов и от того, каким временем вы располагаете.
Гипсовые формы можно резать любым твердым инструментом: для этого будут вполне пригодны гвозди, отвертки, сверла, ножи и зубоврачебные инструменты Помните, что из за низкой величины pH и высокого содержания влаги в гипсе инструменты быстро заржавеют, если их не вымыть и не высушить сразу же после использования. Эту проблему легче обойти, работая инструментом, который не жаль выбросить.

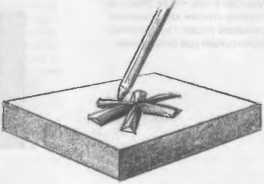
Как вырезать гипсовую форму

Рисунок изделия можно сделать карандашом непосредственно на гипсе. Можно также перевести эскиз с помощью копировальной бумаги, или покрыть его с обратной стороны толстым слоем графита, а затем положить на блок и обвести. Будьте особенно внимательны к буквам и цифрам, помните, что для того, чтобы они правильно читались, их необходимо вырезать в зеркальном отражении, справа налево.
Гпубина выемки будет соответство вать толщине изделия. Пьютер не так прочен, как стерлинговое серебро, латунь или медь, поэтому тем, кто приеык работать с ювелирными металлами, следует сознательно попытаться резать глубже. Разумеется, решающий фактор при определении размеров изделия - прочность, которая потребуется при его использовании.
По мере продвижения работы вы можете проверить, как будет выглядеть изделие, сделав быструю пробу с помощью глины. Сдуйте или смети те осколки гипса и вдавите в углубление комок глины (сгодится как глина, так и пластилин). Если вы позаим ствовали глину у гончара, вам следует знать, что даже незначительные следы гипса могут стать причиной серьезных проблем при обжиге, так что гончар, скорее всего, не возьмет свою глину обратно Если на изделии нет поднутрений, вы можете делать отливки из пьютера методом проб. Так как температура плавления металпа невысока, форма не изнашивается при многократном использовании. Это означает, что можно вырезать углубление и сделать отливку, имея в виду возможность дальнейшей работы над формой Помните, что углубление выемки означает возрастание толщины изделия. Если предварительная проба показывает, что вы заглуби-лись слишком сильно (т.е., что отливка будет слишком толстой), ошлифуйте рабочую поверхность блока и таким образом уменьшите глубину выемки.
Литье под действием силы тяжести.
Это описание относится к изделиям с плоской оборотной стороной.
Для того, чтобы в форму можно было залить металл, сначала вы должны вырезать литник, ведущий в полость формы. Литник следует подвести к наиболее массивной части отливки; по мере приближения к внешнему краю блока он должен расширяться подобно воронке. Его можно вырезать ножом или любым подобным твердым инструментом.
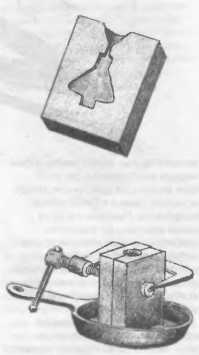
1 Накройте форму плоским блоком для оборотной стороны изделия и зажмите обе части в С-образной струбцине или свяжите их проволокой.
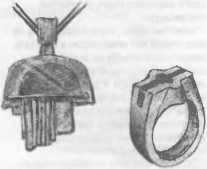
Установите собранную форму в поддон с песком или гравием или в чугунную сковороду - это обеспечит устойчивость формы и поможет собрать весь пропитый пьютер. Если расположить плоский блок чуть выше формы, получится выступ, который поможет направить струю расплавленного металла в литник.
2. Расплавьте пьютер и лейте его в форму гладкой непрерывной струей, пока он не заполнит литниковую воронку. Прежде чем форма будет раскрыта, пьютер должен остыть. В зависимости от величины изделия это займет от 1 до 5 минут. По мере остывания цоколя его поверхность из блестящей будет становиться матовой, и поскольку это обычно самая массивная часть отпивки, вы можете предположить, что, если цоколь затвердел, то вся отливка так же твердая. Раскройте форму и выньте отливку пинцетом -возможно, она слишком горячая, чтобы прикасаться к ней руками.
Литье под действием силы тяжести (продолжение).
Если имеются недоливы ипи утрачены подробности рельефа, возможно, это произошло потому, что не имеющий выхода воздух внутри формы препятствовал заполнению литейной полости расплавленным металлом.
Эту проблему можно решить несколькими способами.
а) Особенно в том случае, когда отливка тонкая, прежде чем соединить полуформы вместе, припудрите их тонким слоем легкого порошка (тальком, крахмалом или бурой). Благодаря этому между полуформами образуется микроскопический зазор, через который из формы будет выходить воздух.
б) Процарапайте тонкие линии по направлению от литейной полости к краям формы, как на рисунке. Как правило, они слишком узкие, чтобы в них затек металл, но в них достаточно пространства для воздуха.
в) Вырежьте похожий на литник канал, который называется выпором.
В этом случае металл будет заполнять форму, и подниматься по выпору. Этот способ особенно хорош при получении крупных отливок, и его дополнительное преимущество в том, что он обеспечивает подпитку отпивки жидким металлом в процессе усадки и кристаллизации, происходящих при охлаждении.
Литейные формы для объемных изделий.
Приведенная на предыдущих страницах информация касается изделий с плоской оборотной стороной, таких как кулон или заколка. Приложив немного усилий, можно также отливать изделия с двусторонним рельефом. Форму можно вырезать или отлить из гипса.
ИЗГОТОВЛЕНИЕ ФОРМЫ С ПОМОЩЬЮ РЕЗЬБЫ.
Вырежьте полуформу для «передней» полоеины изделия как было описано выше. Закончив работу над углублением, с помощью кисти покройте его изнутри чистой разделяющей смесью из раеных частей моющего средства и воды. Плотно вдавите в вырезанное углубление комок глины, затем лишнюю глину срежьте ножом или тонкой проволокой чуть выше плоской поверхности формы. Прижмите сверху вторую половину формы и сделайте несколько засечек по линии разъема.
Осторожно раскройте форму, так, чтобы глина осталась прилипшей к той половине, на которой углубление ещё не вырезано.
Обведите глиняный оттиск карандашом, затем удалите его. Теперь вы можете вырезать вторую половину формы, и, если вы не выйдете за карандашную линию, обе половинки изделия совместятся. Заливка металла и отвод газов производятся как описано выше.
Отливка гипсовой формы для объемного изделия.
Сначала вылепите из глины «пере днюю» половину изделия. Представьте себе разделительную линию, лежащую на плоскости разъема формы, и начинайте пепить из неё. Для надежности закрепите глину на плоской поверхности.
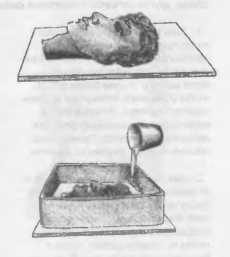
Закончив лепку, переложите глину на лист стекла или пластмассы и сделайте вокруг неё опалубку из деревянных дощечек. Приготовьте раствор гипса, залейте им глину и оставьте затверде вать не менее, чем на несколько часов; затем сдвиньте гипсовый блок со стекла. Вырежьте в блоке два углубления для направляющих выступов второй полуформы.
Обильно покройте литейную полость, направляющие углубления и рабочую поверхность гипса раствором из равных частей моющего средства и воды, затем вдавите в литейную полость комок глины и вылепите вторую часть изделия, как показано на рисунке. Оберните первую полуформу листом плотной бумаги или пластика (годятся пластиковые бутылки) и приклейте его липкой лентой. Убедитесь в надежности соединения, так как вам придется изрядно похлопотать, если обертка отвалится. Приготовьте в гипсовке раствор гипса и залейте его поверх первой полуформы. Когда гипс затвердеет, раскроите форму, уберите глину и смойте все остатки с помощью мягкой щетки под струей воды.
Вырежьте необходимые литники и выпоры и сделайте отливку, как уже было описано. К тому же помните, что перед заливкой металла гипс должен полностью просохнуть.
Инкрустация.
Чтобы получить инкрустацию, внутрь формы можно поместить кусочки дерева, стекла, других металлов и некоторые камни.
1 Если вы хотите скомбинироветь литой пьютер с другим металлом (латунью, медью, стерлинговым серебром и т. д.), покройте поверхность этого металла тонким слоем флюса, чтобы обеспечить спайку при заливке горячего пьютера. Используйте не коррозионный (защитный) флюс для легкоплавкого припоя. Такие флюсы обычно липкие и похожи на вазелин.
2.
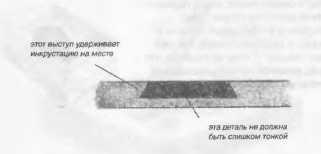
Там, где это, возможно, обеспечьте механическое соединение, сделав фаску на детали, которая будет служить инкрустацией. Наклон фаски следует располагать таким образом, чтобы та сторона детали, которая будет погружена в пьютер, была шире, чем поверхность, которая будет видна на готовом изделии.
3.
Шероховатые поверхности соединяются пучше, чем гладкие. Поцарапайте или затрубите напильником ту поверхность, которая будет контактировать с пьютером.
4.
Мягкие детали можно вклеить в питейную форму поливинил ацетатным или подобным ему бытовым клеем.
Метод литья с пристеночным отверждением.
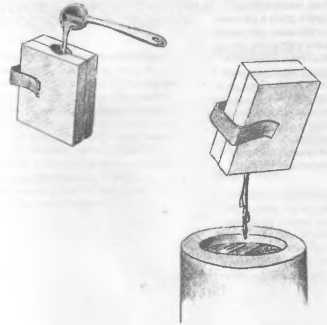
Эта техника получения пустотелых отливок основана на прерывании процесса затвердевания массивной сплошной отливки. Сначала изготовьте литейную форму любым описанным в этой главе способом, затем плотно соедините обе половины формы и доверху залейте литейную полость расплавленным пьютером. Дайте металлу остыть в течение нескольких секунд, затем переверните форму и вылейте изнутри отливки кашицеоб разный металл.

Хитрость заключается в том, чтобы точно определить момент, когда надо выливать металл. Если вылить его слишком рано, в стенках отливки появятся истонченные участки или отверстия. Если вы будете ждать слишком долго, внутренняя область отливки затвердеет. Для постоянного получения хороших результатов потребуется сделать несколько проб и «прочувствовать» процесс, но эти результаты могут стоить потраченного времени.
ЛИТЕЙНЫЕ ФОРМЫ ИЗ БРОНЗЫ И ЧУГУНА (КОКИЛИ).
В промышленных условиях пьютер часто отпивают в литейных формах из бронзы ипи чугуна. В последние годы эта практика пришла в упадок по причине широкого распространения форм из силиконовой резины, изготовление которых обходится дешевле. Эти формы и их использование подробно описаны в следующей главе Мастер, стремящийся расширить свои профессиональные горизонты может изготавливать небольшие металлические формы в обычной мастерской. В том случае, если нужны формы больших размеров, следует сделать деревянную модель и переадресовать отливку в промышленную питейную мастерскую. Цена будет зависеть от металла (сталь дешевле чем бронза) и от сложности формы. За составлением сметы обратитесь в местную литейную мастерскую Для получения отпивки полуформы нагревают на горячей плите ипи в газовом пламени примерно до 180° С. Они слишком горячи, чтобы держать их в руках, поэтому следует работать в толстых перчатках. Части формы прикладывают друг к другу и соединяют с помощью встроенных центрирую щих штырей. Затем собранную форму зажимают струбциной и заливают в литниковую воронку расплавленный пьютер. Послв того, как металлу дали остыть, от 30 секунд до минуты, половины формы раскрывают и вынимают отливку. Поскольку в процессе питья форма разогревается, перед следующей заливкой её нужно вернуть в пламя лишь на несколько секунд