
Литейные ковши могут служить долго, но в конце концов трескаются, поэтому я советую вам иметь один про запас. Отбитые края не представляют никакой угрозы, но при первых признаках трещин в центре вы должны выбросить тигель. Безопасность лучше, чем сожаления.
Между использованиями храните тигли в плотно закрытом пластиковом.
мешке, чтобы они не потощали влагу. При нагревании влажного тигля вода превратится в пар, что может привести к растрескиванию тигля. Перед первым использованием оглазируйте тигель бурой, чтобы закрыть его поры и перекрыть доступ кислорода к металлу снизу.
Чтобы сделать это, поместите тигель на огнеупорную поверхность и нагрейте пламенем горелки до ярко-красного свечения. Перемещая пламя по стенкам тигля, посыпайте его изнутри бурой, пока вся внутренняя поверхность не покроется стекловидным слоем. Дайте тиглю остыть на воздухе в безопасном месте.
САМОДЕЛЬНЫЙ ПЛАВИЛЬНЫЙ ТИГЕЛЬ.
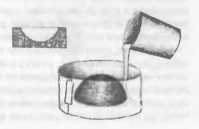
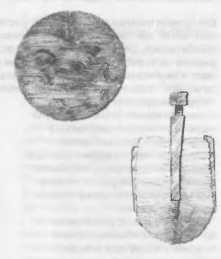
Литейщики, обладающие исследовательской жилкой, могут делать свои собственные тигли из формовочной смеси. Если вы незнакомы с этим гипсоподобным материалом, смотрите его описание в главе 3.
Придайте комку глины полусферическую форму, соответствующую форме внутренней поверхности ковша. Поместите глину на плоскую поверхность и окружите стенкой из глины, пластика или картона, затем затворите формовочную смесь, как было описано ранее. Чтобы придать тиглю мропрочность, подмешайте порошок пемзы в количестве от 1/3 до 1/2 по отношению к оормовочной смеси. Залейте эту смесь в зорму и постучите по её стенке, чтобы даопъ пузырьки воздуха. Оставьте тигель ахнуть до следующего дня, затем уберите ьости Формы и обожгите при 300 С. Дайте ему медленно остыть на воздухе - и он готов «работе
Литейный ковш из огнеупорного кирпича.
ной полостью, что дает возможность делать заливку просто наклоняя форму, когда металл расплавится.
Вместо обычного плавильного тигпя можно использовать огнеупорный кирпич с углублением, прикрепив к нему ручку ипи зажав его в щипцах.
В некоторых литейных формах можно вырезать углубление рядом с литей-
Ручки ковшей могут быть изготовлены из любой жесткой металлической полосы. В хозяйственных магазинах продаются алюминиевые полосы около 2,5 см шириной и Змм толщиной, которые хороши тем, что их легко гнуть и сверлить в них отверстия под болты. Можно также использовать круглый пруток (например, сварочный электрод), но я бы посоветовал плоско расковать его в области рукоятки, чтобы обеспечить уверенный захват.

ЛИТЬЕ В ВОДУ.
Выливая расплавленный металл в воду, можно получить некоторые интересные эффекты. Результаты будут различными в зависимости от:.
• температуры металла.
• глубины и температуры воды.
• вида используемого металла.
• количества отливаемого металла.
• скорости и способа литья.
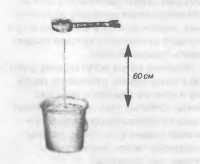
Расплавьте металл в литейном ковше или кирпиче с углублением, раз или два добавив флюс. Глубина воды должна быть достаточной для того, чтобы металл полностью остыл прежде, чем упасть на дно. Если ведро слишком мелкое, металл прилипнет к металлическому дну или расплавит пластмассовое.
Держите питейный ковш на расстоянии, по меньшей мере, 60 см над поверхностью воды и лейте расплавленный металл в воду, экспериментируя с большими и малыми порциями, с движением тигля во время литья. Добивайтесь различных эффектов, меняя расстояние между тиглем и водой. Рассортируйте полученные отливки отберите наиболее интересные формы, остальное переплавьте.
Можно попробовать лить в воду со льдом, в насыщенный раствор соли, в движущуюся воду, в кипящую воду и так далее. При литье в холодную спокойную воду получаются характерные для этого метода «зерна воздушной кукурузы». Их можно использовать в качестве деталей ювелирных изделий, но не рекомендуется использовать как гранулированный металл для отпивки, поскольку из-за большой площади поверхности они могут сильно окислиться при переплаве.
Чтобы делать гранулированный металл, лучше просверлить сверлом несколько небольших отверстий в дне нового ковша. Нагревайте металл, пока он не начнет капать через отверстия, добавляя по мере расходования новые порции Металл должен падать в горячую вращающуюся воду с высоты не менее 60 см. При этом получаются небольшие сферические гранулы, которые легко переплавлять.
Никогда не лейте расплавленный металл в горючие жидкости.
НЕКОТОРЫЕ СРЕДЫ ДЛЯ ЛИТЬЯ.
• опилки.
• каменная соль.
• песок.
• шероховатое дерево.
• мягкая земля.
• расплавленный сахар.
Важная особенность всех этих материалов то, что их частицы, попавшие в металл, могут быть удалены, обычно растворением или выжиганием. Можно например, лить металл на крупный песок или гравий, но если какой-то камешек попадет внутрь отливки, его невозможно будет извлечь.
Литейные формы из резного камня.
Навахо и другие племена коренных американцев издавна делали отпивки в слежавшийся вулканический пепеп, так же называемый известковым или вулканическим туфом. Этот камень распространен во всем мире. Он настолько мягок, что его можно пилить плотницкой пипой и обрабатывать с помощью гвоздей, старых напильников или деревянных инструментов. Иногда он бывает в продаже у поставщиков литейного оборудования.
В качестве заменителя можно использовать легкие огнеупорные кирпичи. Некоторые из них похожи на губку с большими порами, что сделает отливку бугристой, а получение качественного изделия - практически невозможным. Работайте только с мелкопористым кирпичом.
Лучший выбор - блоки прессованного древесного угля Самый большой их недостаток - цена, которая высока, особенно если отливки будут большими. Однако для небольших изделий, когда несколько штук может быть отлито в одном блоке, цена вполне приемлема. Прессованный уголь труднее резать, чем туф, но он будет отлично воспроизводить текстуру.
Изготовление блоков для литейных форм
Сушка блоков для литья.
Дайте заготовкам для формы хорошо просохнуть. Их можно просушить на воздухе ипи ускорить процесс, поместив их на солнце ипи под пампу, или в муфель при минимальной температуре. Однако они обязательно должны быть СУХИМИ! Даже небольшое количество влаги при контакте с расплавленным металлом превратится в пар, и этот пар будет создавать встречное давление на металл не давая ему заполнить литейную полость.
Кроме того, это может привести к «выплевыванию» металла из полости, что небезопасно.
В зависимости от сложности и размеров отпивки и, разумеется, при отсутствии поднутрений в такой форме можно получить до десятка отливок. Детали формы будут постепенно разрушаться так что каждая отливка будет немного более искаженной или потребует более тщательной отделки, чем предыдущая.
КАК «ВДАВИТЬ» МЕТАЛЛ В ФОРМУ
1.
Плоско зашлифуйте поверхность блока (гипс, уголь, туф и т.д.) на грубой наждачной бумаге.
2.
Вырежьте выскоблите или оттесните в форме углубление.
Глубина полости будет соответствовать толщине отпивки.
3.
Если материал формы плотный и/или объем полости большой, прорежьте радиально расположенные каналы - выпоры.
4.
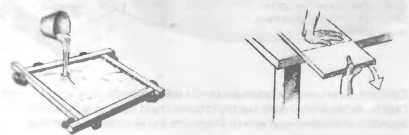
Положите в питейную полость кусочки металпа и расплавьте их горелкой подсыпав немного флюса в середине плавки.
5.
Когда металл полностью расплавится, уберите горепку и немедленно прижмите озерцо металла огнеупорным материалом с плоской поверхностью например, еще одним блоком для формы.
Держите его плотно прижатым около 30 секунд.
Обратите внимание: Эта операция может быть опасной. Лучше стоять, чем СИДЕТЬ, ЧТОБЫ МОЖНО БЫЛО БЫСТРО ОТОДВИНУТЬСЯ, ЕСЛИ ИЗ ФОРМЫ БУДЕТ выдавлен расплавленный металл Работайте в огнеупорном защитном ФАРТУКЕ И ПЕРЧАТКАХ.
ЛИТЬЕ ПОД ДЕЙСТВИЕМ СИЛЫ ТЯЖЕСТИ.
1.
Подготовьте два блока для питейной формы с идеально плоскими поверхностями, притерев каждый из них на наждачной бумаге.
2.
В одном из блоков вырежьте литеиную полость нужной конфигурации. Возможна отливка изделия с двусторонним рельефом, но в этом случае будет трудно добиться точного совмещения двух частей. Вы можете решить эту проблему, сделав рельеф одной из сторон произвольным.
3.
Процарапайте радиальные выпоры.
4.
Вырежьте литниковый канал по направлению от самой массивной части отливки к внешнему краю питейной формы и расширьте его наверху до воронкообразной формы. Этот литник должен быть не длиннее 2,5 см.
5.
Обе половины литеинои формы свяжите проволокой вместе.
6. Установите форму в поддон, и слегка подогрейте пламенем горелки. Расплавьте металл в плавильном ковше, добавив флюс один ипи два раза. Когда весь металл расплавится, залейте его в форму гладкой непре рывной струёй.
Литье в формы из сепиолита.
Меня потрясает мысль о том, что же заставило первого литейщика попробовать изготовить питейную форму из скелета головоногого моллюска. Что бы это ни было, результат оказался достаточно занимательным для того, чтобы последовали дальнейшие эксперименты, в результате которых появился гибкий и интересный материал для питья.
МАТЕРИАЛ.
Скелетная кость каракатицы, или сепиолит, состоит из белого кальцийсодержащего известкового материала, настолько мягкого, что его можно царапать ногтем. С одной стороны кость покрыта слоем плотного вещества, напоминающего пластмассу. В толще кости видны неровные пинии роста животного, похожие на годовые кольца дерева. Небольшие кости каракатиц продают в зоомагазинах -для попугаев, которые точат об них свои клювы. Более подходящие для литья крупные кости продают организации, торгующие ювелирным оборудованием, по цене около доллара за штуку.
Нижеследующие указания касаются крупных костей, из которых изготовляют обе поповины питейной формы, но возможны и различные варианты, включая изготовление задней части формы из другого материала.

Последовательность литья в сепиолит.
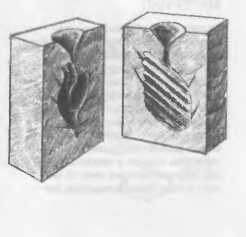
1. Отпилите концы большой кости ювелирной ипи ручной пучковой пилой.
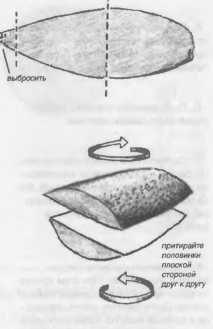
2. Выровняйте мягкую сторону кости, притерев её на наждачной бумаге или на любой другой грубой поверхности, например, на бетоне.
3. Распилите кость пополам Продолжайте выравнивать, притирая обе поповины плоской стороной друг к другу произвольными круговыми движениями. Так как при этом образуется много пыли, работайте над лотком для сбора мусора.
4 Вырежьте ипи оттисните в кости рельеф, сдувая образующуюся пыль. Если вы хотите акцентировать линейную текстуру, осторожно обработайте полость сухой рисовальной кистью.

Последовательность литья в сепиолит (продолжение).
5. Вырежьте литник по напраалению от массивной части отпивки к торцу кости. Придайте ему форму воронки. Литник должен быть не длиннее 2,5 см.
6.
Процарапайте в форме тонкие радиальные каналы-воронки.
7.
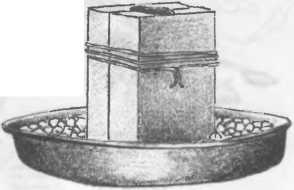
Свяжите проволокой обе поповины формы и установите её вертикально в поддоне с песком ипи пемзой. Это не обязательно, но удобно и обезопасит вас в случае разбрызгивания металпа.
8. Расплавьте металл в тигпе и залейте его в форму. При этом появит ся характерный запах горящих рыбьих костей. Дайте металлу остыть примерно в течение минуты,затем раскройте форму и выньте отливку пинцетом Литейные формы из сепиолита можно использовать только один раз.

ТЕКСТУРА.
Интересная текстура пиний сепиолита -то, что делает его таким привлекательным и одновременно затрудняет его правильное использование. До тех пор, пока затейливая текстура - всего лишь дань Матери-Природе, она не будет автоматически обеспечивать создание хорошего ювелирного изделия Для того, чтобы вы как дизайнер могли извлечь из текстуры пользу, подумайте
о выявлении контраста между глубоко текстурированными и гладкими участками, что может быть достигнуто опиливанием или выравниванием определенных участков готовой отливки, либо комбинированием отлитых в сепиолит деталей с листами металпа, обработанными другими способами.
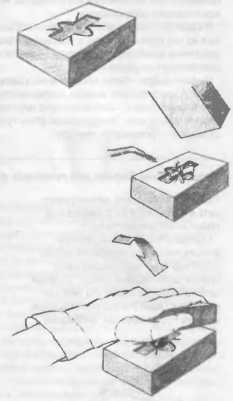
ЛИТЬЕ В СЕПИОЛИТ С ИСПОЛЬЗОВАНИЕМ МОДЕЛИ.
Эта техника так же может быть использована для копирования объекта, не подлежащего выжиганию при отливке в питейную форму из формовочной смеси. Модепь можно вырезать, например, из дерева, или можно скопировать готовую металлическую отливку. НА МОДЕЛИ НЕ ДОЛЖНО БЫТЬ ПОДНУТРЕНИЙ.
1. Начните работу как описано выше, убедившись, что кость достаточно велика и вокруг отливки будет слой сепиопита толщиной не менее 5-7мм. Подготовьте поверхности, сделав их настолько ровными, чтобы щель между ними не была видна на просвет.
2 Определите ориентацию модели и место, к которому будет подведен литник. Вдавите модепь в сепиолит до.
половины.
3. Прижмите к модепи вторую половину формы, распределяя давле-.
т как можно шире, чтобы хрупкий сегмолит не треснул. Сжимайте до тех пор пока обе части не будут соприкасаться вдоль всей их плоской поверхности По линии разъема формы сделайте пилой или напильником несколько засечек, которые помогут точно совместить половинки формы.
4.
Осторожно раскройте форму и выньте модепь. Если надо выявить текстуру сепиолита, обработайте питейную полость мягкой кистью.
5.
С помощью ножа или подобного ему инструмента вырежьте в обеих частях формы литник и литниковую воронку, обращая внимание на то. чтобы осколки сепиолита не засоряли питейную полость. Прорежьте радиальные выпоры от самых массивных частей отливки.
6.
Сложите половинки формы вместе, тщательно совмещая засечки Свяжите форму проволокой и установите на поддоне в вертикальном положении.
7.
Расплавьте металл для отливки в питейном ковше, дважды добавив флюс. Залейте расплавленный металл в форму гладкой непрерывной струей.
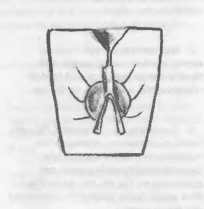
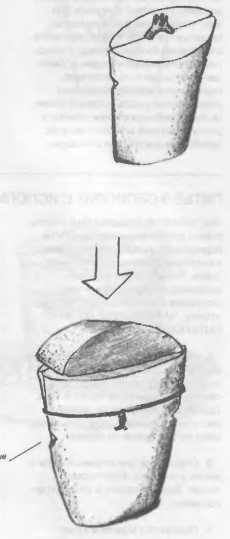
Сепиолитовая форма из трех частей.
Для отливки сложных моделей можно изготовить питейную форму, состоящую из трех частей, как показано на рисунке. Нижнюю часть изображенного здесь кольца обрабатывают, как было описано выше, расположив его таким образом, чтобы верхняя часть выступала над половинками формы. Сделав засечки, модель вынимают и зашлифовывают верхнюю плоскость формы Затем шлифуют толстый кусок сепиолита, чтобы он плотно прилегал к этой плоскости.
Форму раскрывают и осторожно вставляют модель на место. Выступающую часть модели вдавливают в верхнюю часть формы и делают засечки или наносят метки с помощью маркера Затем форму разбирают и удаляют модель. Вырезают литниковый канал, собирают форму и связывают ее проволокой.
Хотя такой способ копирования металлических объектов изрядно потеснили эластичные резиновые формы, когда-то он был для ювелиров вполне обычной практикой.