Центробежное литье.
Центробежное питье является наиболее распространенной техникой отливки ювелирных изделий. Давление центробежной силы необходимо из-за того, что высокое поверхностное натяжение большинства ювелирных металлов заставляет их при плавлении принимать шарообразную форму. Заливка золота и серебра под действием одной только силы тяжести возможна, но при этом есть шанс, что металл откажется вплотную прилегать к стенкам формы, что приведет к потере деталей. В том случае, если в изделии имеются тонкие ажурные участки, металл может вообще не заполнить узкие полости формы Для заливки изящной, тонко деталиро-ванной формы нужно дополнительное усилие, но слишком большое усилие может её разрушить. Идея заключается в том, чтобы создать постоянное, равномерное давление, загоняющее металл в питейную полость. Если в форме имеются мелкие детали, то под напором.
обрушивающегося в питейную полость металла могут отколоться крошечные частицы формовочной смеси, что приведет к потере деталей. К тому же, если металл слишком сильно ударяется.
об удаленную стенку формы он будет отскакивать, вызывая завихрение потока, что может послужить причиной неравномерного твердения в объеме отливки и потери деталей на дальней стенке формы.
Источников центробежной силы может быть несколько. Вероятно, наиболее распространенная центробежная питейная машина приводится в действие мощной скрученной пружиной. Эта пружина выглядит как часовая пружина -переросток и находится в скрученном состоянии в основании машины так что её не вццно.
Эта пружина может быть закручена настолько сильно, что будет представлять собой потенциальную опасность. Никогда не пытайтесь извлечь её из корпуса.
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ: ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ.
1. Перед тем как приступить к выжиганию воска, уравновесьте рычаг центробежной машины.
2 После выжигания начните охлаждать форму.
3 Заведите рычаг центробежной машины на три полных оборота и зафиксируйте его стопорной шпилькой. Подогрейте тигель, загрузите металл и доведите его почти до температуры плавления.
4 Установите опоку в машину.
5 Закончите плавку, раз ипи два добавив флюс.
6 Когда металл расплавится, крепко ухватитесь за рычаг машины и еыньте шпильку не убирая горепку. Убедитесь в том, что металл достаточно текуч.
7 Отпустите рычаг, одновременно убирая горепку.
а Когда машина остановится, снимите опоку.
9 Когда красный цвет каления цоколя исчезнет, опустите опоку в ведро с водой.
Последовательность отливки в центробежной машине.
1. Перед выжиганием установите опоку в центробежную машину для холостого прогона чтобы убедиться, что опока подходит к машине и определить, понадобится пи пюпька для того, чтобы опока располагалась на одном уровне с тиглем. Люлька - это полоса металла, которая приподнимает и удерживает опоку, обеспечивая тем самым заливку расплавленного металла по прямой траектории. Гораздо удобнее и эффективнее согласовать все детали, пока опока ещё не нагрета.
Сейчас также самое время проверить, огпазурован пи тигель бурой, чист пи он и надежно пи укреплен в центробежной машине Как подготовить новый тигель, смотрите ниже. Если тигель уже был в работе, убедитесь, что канал для заливки металла не перекрыт.
Загрузите металл в тигель и уравновесьте машину, ослабив винт которым рычаг машины крепится на основании. При этом он станет как бы опорой качелей. Добавляйте или перемещайте противовесы до тех пор, пока рычаг не будет уравновешен, не забывая о том, что из-за потери влаги опока после выжигания станет немного легче, чем свежезаформован-ная. Затяните винт.
Не обязательно делать это каждый раз, если от одной отливки к другой вы имеете дело с однотипными изделиями. Так как, к примеру, большинство колец имеет примерно одинаковый вес, то однажды установленное положение равновесия будет таковым и для каждой последующей опоки того же типа.
2 После того, как выжигание закончено, выключите печь и дайте опоке медленно остыть до температуры примерно на 150-200 С ниже чем температура плавления отливаемого металла. Крупные простые предметы можно отливать в более холодные опоки, чем изделия с филигранными деталями.
3 Поверните рычаг центробежной машины на три оборота Для этого возьмитесь за рычаг, который фиксируется стопорной шпилькой, так как в конструкции предусмотрен храловик. Если необходимо, спустите завод до тех пор, пока пружина не зафиксирует рычаг там, где вы этого хотите

Приобретя некоторый опыт, вы, вероятно, обнаружите, что для заполнения формы при отливке некоторых изделий требуется большее усилие, а при отливке других -меньшее. Так, например, для небольшой ажурной отливки может потребоваться 1/2 оборота, тогда как для крупного издалия простой формы нужно лишь 1/10.
4.
При помощи щипцов выньте опоку иэ муфеля и установите её в центробежную машину. Не забудьте выключить муфель прежде чем доставать опоку Во время переноса опоки будьте осторожны, так как её содержимое хрупко. Удар может повредить внутренние детали формы, особенно если модель тонкая.
5.
Поместите металл в плавильный тигель. Полезный прием: если вы переплавляете мелкие обрезки металла заверните их вместе с очень небольшим количеством флюса в клочок бумажной салфетки. Расплавьте закладку металпа восстановительным (обогащённым топливом) пламенем, работая как можно быстрее, чтобы свести к минимуму возможность образования оксидов Чтобы сократить время плавления, некоторые питейщики предварительно разогревают тигель до закладки металпа. Постарайтесь не испортить работу спешкой. Работайте большим, но при этом восстановительным пламенем, в противоположность окислительному, которое расплавит металл быстро, но будет причиной появления раковин в отливке. Еспи, по какой бы то ни было причине, рычаг машины соскользнет, просто отступите назад и дайте машине вращаться до остановки. Не пытайтесь остановить машину.
6.
Плавясь, металл теряет исходную форму и собирается в овальное озерцо в центре титя. Осмотрите это озерцо и убедитесь, что из него не торчат острые ребра и под поверхностью расплава нет твердых частиц. Продолжайте нагревание до тех пор, пока эти признаки твердого металпа не исчезнут.
Проверьте расплав, перемешав его специальным стержнем ипи палочкой. В продажу поступают стержни для перемешивания расплава, представляющие собой кварцевые или углеродные прутки около 30 см длиной и 1 см в диаметре Можно воспользоваться отрезком проволоки из нержавеющей стали ипи нихрома, а можно и деревянной палочкой Загрязнения, например, частицы формовочной смеси ипи пемзы выглядят как ярко-оранжевые светящиеся крапинки на поверхности расплава. Выньте их вдоль стенки тигля с помощью стержня для перемешивания.
Когда металл полностью расплавится, покрепче возьмитесь за рычаг машины и потяните его в направлении вращения, чтобы освободить стопорную шпильку Беритесь только за тот участок рычага, который обеспечивает полный захват; в некоторых питейных машинах противовесы крепятся на резьбовых шпильках, которые могут вращаться (вывинчиваться) и выскальзывать из рук.
7.
Убедившись, что металл расплавился, поднимите горепку и одновременно освободите рычаг литейной машины. Это не должно выглядеть как драматический жест: не отскакивайте назад, будто танцор из казачьего ансамбля. Это ни к чему,да и небезопасно.
Дайте центробежной машине беспрепятственно вращаться. Выключите горепку сначала кислород), и пусть машина замедляет вращение, пока сама не остановится Возможно, металл затвердеет уже на половине пробега.

8. Когда машина остановится выньте щипцами опоку и осмотрите цокопь отпивки. Как только он перестанет светиться красным, опоку можно охладить в ведре с водой.
Что можно определить по внешнему виду цоколя отливки.
Осмотрев цоколь отпивки (металл, застывший в литниковой чаше), можно получить важные сведения об отливке. Возможно, недостатки только что полученной отпивки неустранимы, но вы можете понять, как исправить их в следующий раз.
Как выглялит цоколь: | Что это значит: |
Цоколь заполняет около 2/3 литниковой чаши | Было взято оптимальное количество металла. |
Цоколь отсутствует, каналы литников не заполнены. | Либо металла недостаточно, пибо он не залит в форму. Если отверстие тигля было перекрыто или металл не был расплавлен в момент заливки, закладка будет оставаться в тигле. В этом случае верните форму в центробежную машину и повторите всё сначала. Другое объяснение - возможно вы взяли слишком мало металла. В этом случае установите недолитую опоку в центробежную машину и повторите заливку. В случае успеха будут отлиты две части изделия, которые после зачистки можно будет припаять друг к другу. Этот прием не дает стопроцентной гарантии, но я видел, как он срабатывает и терять вам нечего. Еще одно объяснение для незаполненных литников: верхняя стенка опоки была выбита, и металл был выброшен через неё наружу В этом случае вы найдете слиток металла на опорной пластине центробежной машины |
Из цоколя торчат острые ребра и куски металла. | Либо металл не был полностью расплавлен, когда была приведена в действие центробежная машина; пибо в цоколе содержатся металлы с более высокой температурой плавления, которые находились в расплаве в твердом состоянии и были последними выброшены иэ тигля. |
Цоколь соединен перемычкой с плавильным тиглем (возможно, её придется ломать, чтобы вынуть опоку из машины). | Закладка металла быпа слишком большой, или металл не заполнил питейную полость. Это может быть следствием неправильного подвода литников, из-за чего резко менялось направление потока металла, либо литник был перекрыт инородной частицей. |
Цоколь отливки имеет закругленные. поля. | В то время, когда формировался цоколь отливки, металп уже начал затвердевать. Это может и не повредить отливке, но указывает на то, что вы слишком остерегаетесь перегреть металл. В следующий раз грейте немного дольше. |
Цоколь отливки покрыт толстым слоем зеленого стекла. | Вы добавляете больше флюса, чем требуется. |
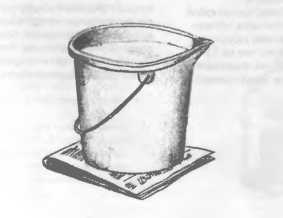
ВЕДРО ДЛЯ ОХЛАЖДЕНИЯ ОПОК.
Работайте с пластмассовым ведром; металлическое быстро проржавеет насквозь. Горячая опока может прожечь дно пластмассового ведра, поэтому во время нескольких первых охлаждений удерживайте опоку на весу, а не бросайте в воду Вскоре дно ведро покроет спой белого осадка, который будет предохранять его от расплавления.
Ведро будет постепенно заполняться отработанной формовочной смесью, напоминающей ил. Она не может быть использована повторно и должна быть выброшена в контейнер для отходов. Не ждите, пока накопится неподъемное количество: обычное ведро полное формовочной смеси будет весить 18 22 кг. Легче всего будет выбросить осадок, когда он немного подсохнет, на что может потребоваться неделя или две. Удобно иметь два ведра и пользоваться ими по очереди.
При охлаждении опоки вода разбрызгивается, особенно когда ведро наполнено и вы работаете близко к его верху. Чтобы защитить поп вокруг ведра, застелите его газетами или каким-нибудь покрытием.
Из-за низкого значения pH водно-гипсовая суспензия очень агрессивна. Забытая в ведре опока через неделю может превратиться в тонкое кружево. Как можно скорее соскабливайте с опок все следы формовочной смеси, работая над ведром, а не в раковине. Чистые опоки ставьте для просушки на полку.
Защитные кожухи
С какой бы центробежной машиной вы ни работали, всегда есть риск, что горячий металл разбросает по мастерской. Это не является неизбежностью, но может случиться - и случается. Было бы глупо не предусмотреть защиту от такой опасности Защитный кожух представляет собой стенку из листового металла, которая окружает машину со всех сторон, а её верхний край не менее, чем на 7-8 см выше тигля На рисунках представлено несколько вариантов. Разбросанный металл трудно доставать из тесных углов, поэтому скруглите переход от стен к полу с помощью шпаклевки ипи липкои ленты Если вы - настоящий первопроходец, то можете сделать центробежную машину из старого велосипедного колеса. Приделайте к нему пружину или просто сильно раскручивайте, когда металл расплавится. Если только опока не очень маленькая, закрепите на колесе напротив титя противовес. Не забудьте о защитном кожухе.
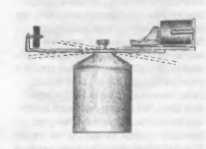
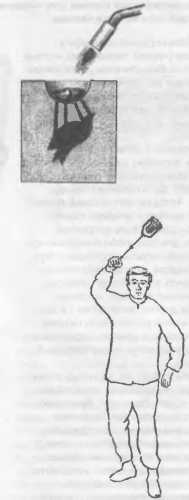
ЛИТЬЕ В РУЧНОЙ ЦЕНТРИФУГЕ.
В этой центробежной системе роль «машины» берет на себя мастер - источником движущей силы является человек.
Изготовьте ручную центрифугу согласно рисунку, помня о том, что она не должна быть слишком усложненной.

Указанные на рисунке величины подходят для опок размером до 7,5*7,5 см. Для опок, размеры которых намного больше, этот метод литья не рекомендуется.
Требования к литникам должны быть иными, поскольку плавильным тиглем будет служить куполообразная литейная чаша, расположенная наверху опоки. Чтобы металл во время плавления не затекал в литейную полость, литники должны быть достаточно узкими, для того, чтобы поверхностное натяжение металла, противодействуя силе тяжести, не позволило металлу проникнуть в литниковое отверстие.
Этого можно добиться, используя литники диаметром не более 1,6 мм.
Также можно использовать питники прямоугольного сечения, нарезанные из листового воска соответствующей толщины.
Имейте в виду, что, поскольку литники узкие, их, возможно, понадобится более одного. Возможно, будет необходимо предусмотреть прибыли в литниковой системе (за подробной информацией обращайтесь к главе 2).
Выжигание проводят как обычно.
Когда опока будет готова, установите её на жаростойкую поверхность, например, на огнеупорный кирпич и осмотритесь вокруг себя и над собой, чтобы убедиться, что вращению ничего не помешает.
Установите опоку в центре тарелки ручюй центрифуги. Если вы пользуе-~всь усовершенствованной моделью, сак на рисунке, опустите удерживаю-- с пластину и завинтите гайки на эеэьбоеых шпильках.
Поместите металл в литейную чашу и расплавьте его горелкой, два раза добавив флюс. Когда металл полностью расплавится, встаньте рядом с центрифугой, поднимите её настолько, чтобы цепь распрямилась, и несколько раз медленно качните её вперед-назад, чтобы привыкнуть. Делая это, горелку от металла не убирайте.
Непосредственно перед заливкой металла проверьте, нет ли на линии вращения препятствий (или людей). Уберите горелку и одновременно начните быстро вращать центрифугу над головой широкими кругами. Скорость не так важна, как постоянное давление - в этом случае оно не только загоняет металл в литейную полость, но и не дает опоке упасть вам на голову. Вращайте центрифугу в течение примерно минуты, затем постепенно замедляйте вращение и остановите её в вертикальном положении. Когда красное свечение цоколя исчезнет, опоку можно охладить в воде. Процесс не лишен некоторого риска, но при разумном и хладнокровном подходе может быть и безопасным, и практичным.
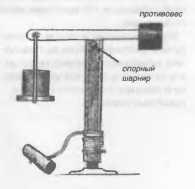
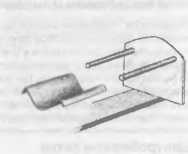
Простую центробежную машину можно изготовить из двух телескопических трубок.
К трубке большего диаметра приварите поперечную перекладину и каким-либо способом закрепите на ней противовес. Намотайте на вертикальную стойку веревку, за которую нужно будет потянуть, когда металл расплавится. Это заставит трубку вращаться, опока придет в горизонтальное положение и металл зальется в литейную полость. Наверное, нет нужды повторять, что все устройство должно быть надежно закреплено на устойчивом основании.
ЛИТЬЕ ПОД ДАВЛЕНИЕМ ПАРА.
Этот простой и эффективный метод основан на непосредственном использовании свойств только что прокаленной формы - она горячая - для создания давления, загоняющего металл в литейную полость Этот метод пригоден для опок любых размеров и форм, но имеет свой ограничения при отливке крупных изделий, так как в этом случае будет необходима сложная система литников.
Как и при питье в ручной центрифуге, плавильным тиглем будет служить куполообразная литниковая чаша вверху опоки. Чтобы расплавленный металл не капал в полость формы, литники должны быть не толще 1,6мм. Возможно, литниковую чашу придется вырезать или увеличить, в зависимости от того какое основание опоки было использовано при формовке. Это делают до выжигания, вырезая формовочную смесь ножом. Если делать это после выжигания воска из формы кусочки формовочной смеси могут упасть в полость и закупорить её.
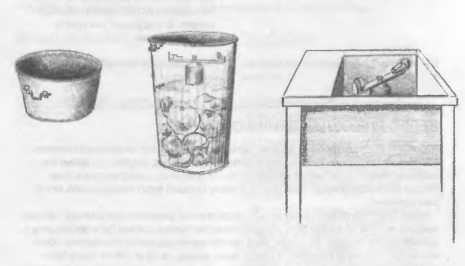
Приспособление для литья под давлением пара легко сделать из большой крышки от банки и деревянного шпунта или рукоятки от напильника. Внутрь крышки положите слой газет или бумажных салфеток толщиной 5-6мм. Точность здесь не важна, но следите чтобы толщина этой подушки была достаточной и приблизительно соответствовала высоте крышки (или чуть больше). Опустите крышку в воду, чтобы бумага хорошо пропиталась.
Закончив прокаливание и слегка охладив опоку, установите её на горизонтальную жаростойкую поверхность и положите в литниковую чашу предназначенный для отливки металл. Расплавьте его с помощью горелки во время плавления один-два раза добавьте флюс. Не используйте слишком много флюса - щепотки вполне достаточно.

Когда металл расплавится, уберите горелку и плотно прижмите крышку к опоке, где под действием жара расплавленного металла, пропитавшая бумагу вода, мгновенно превратится в пар. Так как объем пара намного больше, чем объем соответствующего количества жидкости, при этом возникает сильное внешнее давление, загоняющее расплавленный металл в полость формы.
Нажимайте на крышку с достаточной силой, чтобы давление пара могло распространяться только вниз, и удерживайте её таким образом примерно полминуты.
Когда исчезнет красное свечение цоколя , опоку можно будет охладить.
.
ВАКУУМНОЕ ЛИТЬЕ.
(литье под давлением).
Этот распространенный метод питья основан на использовании пониженного давления, которое сквозь пористую формовочную смесь втягивает расплавленный металл в литейную полость Среди его преимуществ - то, что перед заливкой метал ла из полости удаляются нежелательные газы, и то, что он более безопасен для мастера, поскольку ему не приходится работать с вращающимися механизмами.
Оборудование.
Необходим вакуумный насос, способный создать сильное и равномерное разрежение. Описанный в главе 3 аппарат для вакуумной формовки обычно пригоден и для вакуумного литья. Большинство аппаратов промышленного производства имеют отдельные столики для формовки и для отливки, но оба процесса могут происходить на одном и том же столике, если использовать соответствующие прокладки.
Для формовки нужна прокладка из относительно мягкой резины, диаметр которой больше диаметра основания колокола хотя бы на несколько сантиметров Для отливки потребуется прокладка меньшего диаметра из жаростойкой силиконовои резины. В крайнем случае, можно воспользоваться стопкой увлажненных бумажных салфеток толщиной 3-4мм.
1. До начала выжигания проверьте герметичность вакуумной камеры.
2 Расплавьте металл в литейном ковше или в печи по мере надобности добавляя флюс.
3. Когда металл нагреется почти до оптимальной для литья температуры, установите опоку на резиновую прокладку, литниковой чашей вверх, непосредственно над отверстием для подключения вакуума.
4 Включите вакуумный насос и переключите вакуум на столик для литья. Проверьте манометр и убедитесь, что давление на опоку составляет, по крайней мере -635мм рт.ст. Если соединение негерметично, прижмите опоку щипцами.
5.
Залейте металл в опоку гладкой непрерывной струёй.
6.
Спустя примерно полминуты отключите вакуум, выньте опоку и дайте ей остыть. Когда красное свечение цоколя исчезнет, охладите опоку в холодной воде.
Последовательность операций при вакуумном литье.
1.
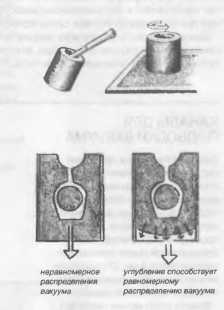
Перед выжиганием убедитесь, что опока будет хорошо удерживать вакуум и равномерно его распределять. Для равномерного распределения вакуума по объему опоки оставьте её край открытым пибо, не заливая формовочную смесь доверху, либо вырежьте часть формовочной смеси после того, как она затвердеет.
Если есть сомнения относительно расстояния между верхом модели и верхом опоки можно вырезать купол, как показано на рисунке. Как правило, толщина формы в этом месте должна быть 12-13мм.
Чтобы опока хорошо удерживала вакуум, зашлифуйте её верхний край на грубой наждачной бумаге. Если на нем есть углубления, они будут видны как темные, не отшлифованные пятна на фоне блестящего ободка Продолжайте шлифовку, пока все углубления не исчезнут Под струей воды смойте все прилипшие к формовочной смеси стальные опилки. Разумеется, все это должно быть сделано до выжигания воска.
Можно также проверить герметич ность соединения, установив опоку на вакуумный столик с прокладкой из силиконовой резины и включив насос Манометр должен показывать, по крайней мере, 635 мм рт. ст.
2.
Если предполагается использовать автономную тигельную печь, было бы хорошо включить её, пока идут последние приготовления. Продолжительность плавки будет зависеть от количества и вида металла, а так же от размеров и качества печи; на это может потребоваться от 1 до 10 минут.
Если вы будете работать с литеиным ковшом, установите его на жаростойкую поверхность, так чтобы стоя у вакуумного аппарата до него можно было дотянуться рукой, и начинайте плавить металл, добавляя флюс, как обычно. Когда металл расплавится, добавьте еще щепотку флюса и приведите металл во вращение чтобы убедиться в том, что в расплаве не осталось твердых частиц.
3 Установите прокаленную опоку на вакуумно-заливочный столик, снабженный Прокладкой из силиконовои резины. Центр опоки должен находиться точно над отверстием для подвода вакуума. Чтобы продлить срок службы силиконовой про-клапки, защитите её несколькими слоями увлажненных бумажных полотенец с отверстием посередине.
4 Включите аппарат и, наблюдая за показаниями манометра, убедитесь, что олсжа хорошо удерживает вакуум. Если нет, прижмите её щипцами. Если и это не сработает попробуйте передвинуть или перевернуть прокладку.
металл полностью расплавится, поднесите ковш к форме сверху и накло-его так чтобы расплавленный металл балансировал на краю. Залейте металл в литниковую чашу непрерывной струей. Не выплескивайте металл движением, но в то же время не стоит слишком медлить. Если плавка производилась с помощью горелки, держите ее над краем ковша, чтобы металл вытекал сквозь пламя.
Спустя полминуты после заливки вакуумный аппарат можно выключить и отставить опоку в сторону для охлаждения. Не оставляйте опоку остывать на прокладке, так как это ведет к неоправданному износу резины. После того, как исчезнет красное свечение цоколя отливки, опоку можно охладить в воде.
Если использовать литниковую систему, описанную ранее для литья в ручной центрифуге или под давлением пара, то можно плавить металл непосредственно в литниковой чаше Включите вакуум тогда, когда металл полностью расплавится.
КАНАЛЫ ДЛЯ ПОДВОДКИ ВАКУУМА.
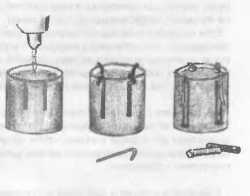
Еспи модель тонкая, ее детали расположены радиально от центра опоки, было бы хорошо подвести вакуум к внешним краям формы, чтобы всасывающее действие было направлено от центра. Для этого просверлите в затвердевшей формовочной смеси каналы диаметром около 3 мм. Потом обязательно очистите и высушите сверло, иначе оно быстро заржавеет.
Вместо этого можно перед формовкой навесить на края опоки стержни из толстой стальной проволоки. Перед выжиганием их удаляют. Стержни можно также сделать из воска или из соломинок для коктейля; тогда они сгорят во время выжигания. Если вы используете соломинки, обрежьте их таким образом, чтобы их длина была примерно на 12-13 мм меньше высоты опоки, и запечатайте нижние концы воском. Сразу же после заполнения опоки формовочной смесью вставьте их на место и закрепите с помощью заколок-невидимок для вопос. Перед выжиганием невидимки удалите.
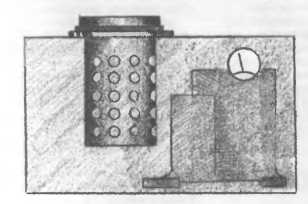
ПЕРФОРИРОВАННЫЕ ОПОКИ.
Для того, чтобы при изготовлении крупной отливки подвести вакуум к форме со всех сторон, нужна специальная опока. Она представляет собой сосуд со множеством отверстий, фактически это не столько опока, сколько каркас, поддерживающий формовочную смесь, Во время изготовления формы на опоку надевают резиновый рукав, который не дает формовочной смеси растекаться и снимается после её затвердевания. Как показано на рисунке, опоку вставляют в особым образом сконструированную вакуумную камеру, где её со всех сторон окружает разреженная атмосфера. Такую вакуумную камеру можно сделать самостоятельно из обычной опоки (или металлической кофейной банки) которая на 2,5-5см больше перфорированной опоки. Закройте камеру сверху листом алюминия или стали.
-
Очистка отливок.
После завершения отливки бросьте все еще горячую опоку в ведро с водой где она будет пузыриться и шипеть, пока формовочная смесь растрескивается освобождая опоку и отливку. Вы можете охладить опоку до комнатной температуры на воздухе, а потом обколоть формовочную смесь, но это требует некоторых усилий и может повредить отливку.
Очистите опоку, отскоблив её ножом (вполне пригоден старый нож для масла) и отставьте в сторону для просушки. Пальцами или тем же самым ножом удалите с отливки рыхлую формовочную смесь.
В промышленной мастерской отпивки очищают, помещая их под сопло, подающее пар высокого давления или в ультразвуковых ваннах с раствором, который имеется в продаже специально для этой цели.
В небольшой мастерской отливки можно очищать зубной щеткой. Сначала это делают в ведре для охлаждения опок, где счищается большая часть формовочной смеси, а затем окончательно отмывают над раковинои Когда с отливки и её цоколя удалены все следы формовочной смеси, их очищают в теплом растворе отбепа