Сборка припаиванием. Нагретое лезвие ножа или электрического паяльника помещают между посадочной частью питателя модели и моделью литниковой системы в месте, где модель должна быть припаяна. Затем одной стороной плоской части лезвия касаются одновременно питателя модели, а другой — посадочного места модели литниковой системы, оплавляя их, после чего нож быстро убирают и соединяемые части слегка прижимают одну к другой.
Можно использовать стандартные электропаяльники ЭТ-П (ГОСТ 7219—77), которые могут нагреваться до температуры 240 °С и выше. Наконечнику паяльника из красной меди придают форму лезвия ножа.
Для сборки мелких моделей в блоки в отечественной промышленности часто применяют полые металлические стояки, на которые наращивают слой модельного состава толщиной 2—5 мм. Состав наносят многократным погружением стояков в расплав модельного состава (4—5 раз) с охлаждением после каждого погружения в течение 8^—10 мин, либо в пресс-форме (рис. 5.35).
При сборке блоков припаиванием моделей стояк закрепляют обычно в горизонтальном положении. Использование металлических стояков позволяет повысить прочность модельных блоков, упростить процесс изготовления моделей литниковой системы, сократить расход модельного состава и облегчить выплавление его из форм, обеспечить удобство транспортирования, хранения и просушивания блоков при изготовлении оболочки. Блоки моделей, собранные припаиванием, показаны на рис. 5.36. Для подвода металла сифоном
Рис. 5.36. Блоки моделей, собранные припаиваиием.
.
к металлическому стояку припаивают коллекторы из модельного состава, изготовляемые в пресс-форме.
При припаивании моделей необходимо зачищать место спая, выполняя плавные переходы от питателя на модели к сопрягаемому с ним элементу литниковой системы.
Сборка в кондукторе. Сборка моделей в кондукторе позволяет устранить припаивание вручную, обеспечить прочное соединение моделей детали и литниковой системы, точно выдержать заданное положение моделей на литниковой системе. Однако высокая стоимость изготовления кондукторов ограничивает их применение. Сборочные кондукторы следует применять для соединения в блок моделей из плохо спаивающихся модельных составов, например типа КбНк 90—10. Сборочные кондукторы часто выполняют так, чтобы можно было совместить операцию соединения моделей в блок с отливкой модели литниковой системы (рис. 5.37).
Сборка механическим скреплением. В НИИТАвтопроме разработан высокопроизводительный метод сборки моделей в блоки на металлический стояк-каркас с механическим зажимом (рис. 5.38). Стояк-каркас предназначен для сборки моделей звеньями (рис. 5.39, а), изготовленными в многоместных пресс-формах, с частью модели стояка (втулкой). На рис. 5.39, б изображена конструкция этой части с замком (на торцовой части по диаметру 32 Мм), исключающим относительное перемещение звеньев, собранных в блок. К преимуществам звеньевой сборки на стояк-каркас по сравнению с припаиванием относятся в 10—20 раз большая производительность и обеспечение полной повторяемости конструкции блока, разработанной технологом. Исключается возможность смещения моделей, наблюдаемого при некачественной сборке припаиванием, искажения размера питателя в результате излишнего его
Рнс. 5.37. Кондуктор для сборки четырех моделей в блок спаиванием, с одновременной за-ливкой моделей элементов литниково-питающей системы:.
j — заглушка; 2 — ручка; 3 — крышка; 4 — плнта; 5 — верхняя планка; 6 — ннжняя планка; 7 — плита; 8 — корпус; 9, 10 — стержни для образования полостей в моделях литниковой воронки н коллектора; 11 — шаблон для установки моделей деталей
Рис. 5.38. Конструктивные разновидности металлических стояков-каркасов для звеньевой сборки моделей в блоки без припанвания
Ряс. 5.39. Звено моделей, изготовленное в многоместной пресс-форме (а) и конструктивный вариант втулки модельного звена (L — высота втулки, выбираемая с учетом длины рабочей части стояка, размеров моделей и числа звеньев, собираемых в блок
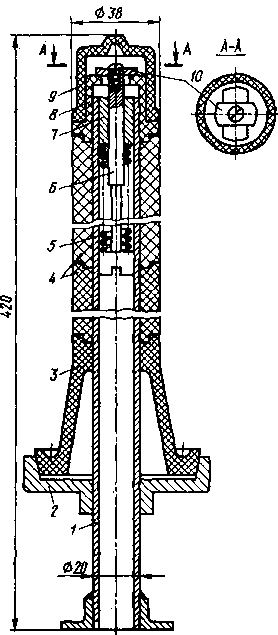
Рис. 5.40. Универсальный стояк для сборки моделей в блок припаива-нием с набором конструктивных элементов, образующих модель литниковой системы:.
/ — трубчатый корпус; 2 — опора чаши; 3 — модель чаши; 4 — втулки из модельного состава, образующие модель стояка; 5 — пружниа прижимного устройства; 6 — стержень зажимного устройства; 7 — пробка; 8 — переходная втулка из модельидго состава;.
9 — колпачок нз модельного состава;.
10 — прижимная пластина
оплавления, непрочного присоединения моделей, образования вследствие неполного пропаивания зазора между питателем и соединяемым с ним элементом литниковой системы. Последний недостаток может быть причиной не только отламывания моделей на последующих операциях, но и брака по засорам вследствие проникновения в зазор суспензии и образования керамических гребешков в форме на пути потока металла при заливке, а также усадочных дефектов в отливке из-за местного сужения сечения питателя.
Метод сборки на стояк-каркас с прижимным устройством с успехом применяется в цехах крупносерийного и массового производства отливок, на автоматических линиях, причем конструкции используемых стояков-каркасов весьма разнообразны. На рис. 5.38 пбка-заны стояки-каркасы двух разновидностей. Модели литниковых воронок и колпачков, оформляющих конец стояка (металлоприем-ник) изготовляют в отдельной пресс-форме. Изображенный на рис. 5.40 стояк является универсальным, так как перемещением опоры 2 можно регулировать длину его рабочей части.
В тех случаях, когда для изготовления моделей используют материал, не поддающийся припаиванию, например полистирол, применяют следующий метод механического скрепления моделей. В модели литниковой системы делают паз, а на модели детали — шип в виде ласточкина хвоста или другой формы; шип на модели детали должен плотно входить в паз модели литниковой системы, чем и обеспечивается необходимая прочность соединения частей блока.
Сборка склеиванием моделей. При использовании модельных составов, не поддающихся припаиванию, применяют и приклеивание моделей. Для этого могут быть использованы клеящие вещества и растворители модельных составов. В настоящее время этот способ применяют редко.
Охлаждение и хранение блоков. После сборки моделей методом спаивания, особенно при одновременной отливке элементов литниковой системы (в кондукторе), необходима выдержка для полного охлаждения всех частей модельного блока до температуры производственного помещения.
Для естественного охлаждения и хранения блоков перед нанесением оболочки их устанавливают или подвешивают на стеллажи, этажерки, подвесные конвейеры-накопители, ставят в шкафы или термостаты. Устройства для хранения модельных блоков изготовляют и устанавливают так, чтобы исключалась опасность поломки моделей и загрязнения их поверхности. Недопустимо колебание температуры.
Наиболее благоприятные условия для открытого хранения моделей и блоков создаются в цехах с изолированными от смежных участков модельными отделениями, снабженными установками для кондиционирования воздуха.
В условиях массового поточного производства целесообразно применять специальные конвейеры для охлаждения модельных блоков и передачи их на участок изготовления оболочек.