Многослойная оболочка. Поверхность блока моделей смачивают суспензией окунанием и тут же обсыпают зернистым материалом. Суспензия прилипает к его поверхности и точно воспроизводит конфигурацию; зернистый же материал внедряется в слой суспензии, смачивается ею, фиксирует суспензию на поверхности блока, создает скелет оболочки и утолщает ее.
Свеженанесенный слой оболочки практически не обладает прочностью и удерживается на поверхности блока только благодаря действию сил смачивания; упрочнение его происходит в процессе сушки — химического твердения. Оболочку формируют последовательно: смачивают блок суспензией, обсыпают и сушат. Обычно наносят четыре — шесть слоев, а при изготовлении крупных отливок до 12 и более. Первый облицовочный слой обсыпают мелкозернистым (0,1—0,16 мм) материалом, чтобы получать гладкую контактную поверхность.
Двухслойная оболочка. Первый облицовочный слой получают так же, как при многослойных оболочках, а перед нанесением второго слоя — форетического — первый обязательно смачивают суспензией, содержащей электролит (проводник 2-го рода, например, соляную кислоту) совместно со связующим (например, кальций-алюмохромфосфатом), и обсыпают зернистым материалом. Первый слой — токопроводный, а второй осаждают на первый в электролизере из“форетической грубодисперсной суспензии (рис. 6.1) и обсыпают зернистым материалом. После наращивания второго слоя оболочку сушат. Если необходима оболочка с толщиной стенки большей, чем 6—8 мм, после сушки первых двух слоев на блок наносят следующие два слоя. Такие оболочковые формы называют двухцикличными [42, 76].
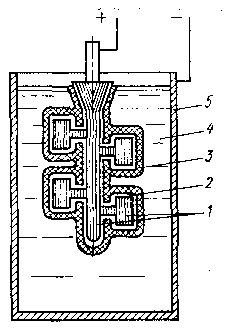
рис. 6.1. Схема электрофоретического способа йзготовлё-ния двухслойных оболочек:.
/ — блок моделей; 2 — облицовочный и токопроводный слой со связующим раствором; 3 — форетическнй слой;.
4 — форетнческая суспензия; 5 — водоохлаждаемый гн-дролизер нз коррозионно-стойкой стали.
.
Модели при обоих способах удаляют без нарушения целостности оболочек, что обеспечивает повышенную геометрическую точность отливок.
Процесс изготовления оболочек заканчивают прокаливанием их при 800—.
1100 °С для удаления газотворных составляющих и лучшего заполнения расплавом.
Особенности затвердевания отливок.
Обычно расплав заливают в горячие оболочковые формы. Это обусловливает хорошую заполняемость тонких сечений отливок сложной конфигурации, высокую их плотность.
Оценить влияние температуры формы на продолжительность затвердевания отливки или ее части и рассчитать эту продолжительность с достаточной точностью можно Гб. 1081 по Аоомуле
где R
— эффективная приведенная толщина части отливки, м, в общем виде R
= V/S
IV — объем части отливки, м
; S
— площадь поверхности отливки, через которую она (или ее часть) отдает теплоту форме, м
); р
— плотность расплава вблизи t
, кг/м
; L
— теплота кристаллизации сплава, Дж/кг; Ь
— коэффициент аккумуляции теплоты оболочки, Вт-с/^м^С); t
— температура кристаллизации сплава, °С, /
= (t
+ t
)/2 (t
и /
— температуры ликвидуса и солидуса сплава соответственно, °С);
— температура оболочки в начале заливки, °С; у
— безразмерный коэффициент, характеризующий конфигурацию той части отливки, для которой рассчитывают т
, например, можно принимать для части отливки типа плиты у
— 1; если часть отливки можно считать брусом или цилиндром, у
= 0,6; если часть отливки по форме близка к шару, у
= 0,4.
Продолжительность т
— важнейший параметр процесса формирования структуры сплава и внутренних пороков в отливках. Как следует из формулы (6.1), т
тем больше, чем меньше разность температур во второй степени между ^
и t
ф. При этом на поверхности отливки не всегда образуется твердая корка, и сплав какое-то время проходит через стадии жидко-твердого и твердо-жидкого состояний; укрупняются зерна его, а при объемном затвердевании может образоваться рассредоточенная усадочная пористость. Однако при медленном затвердевании одновременно создаются условия, благоприятствующие процессу фильтрации жидкого сплава из ЛПС в отливку и получению плотного металла в ней с повышенными прочностью и особенно пластичностью. При замедленном затверде-
Рис. 6.2. Влияние температуры формы на свойства бронзы ОЦС5-5-5: а — средний размер зерна; р — плотность; с
— временное сопротивление при растяжении; НВ — твердость по Бринеллю; б — относительное удлинение
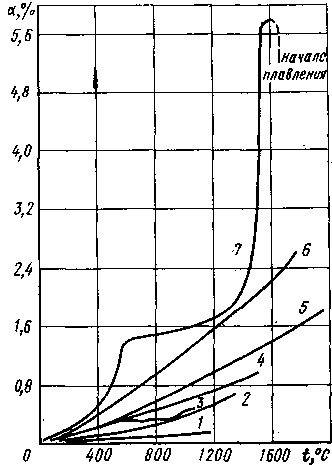
Рис. 6.3. Линейное расширение а основы оболочки:.
1 — непрозрачное кварцевое стекло (плавленый кварц) (SiO
s
); 2 — циркон (Zr0
2
X XSi0
2
); 3 — шамот (3A1
2
0
s
-S10
s
); 4 — си-лнманит (Al
2
0
3
Si0
2
); 5 — электрокоруид (аА1
2
0
3
); б — магнезит (MgO); 7 — кварц кристаллический (Si0
2
)
вании увеличивается продолжительность проникновения расплава в образующиеся межкристаллитные усадочные пустоты, т. е. улучшается питание отливок; растворенные в сплаве газы успевают выделиться и удалиться из отливки.
На рис. 6.2 приведены опытные данные для бронзы БрОЦС 5—5—Аналогично улучшаются свойства сталей типа коррозионно-стойких и углеродистых (см. гл. 8).
Для того, чтобы оболочка, нагретая до 900—1000 °С, аккумулировала теплоту перегрева и кристаллизации, например стали, толщина ее должна быть близка к толщине отливки или больше. Это всегда следует учитывать при расположении отливок в блоке.
В горячих формах вследствие благоприятных условий фильтрации при обязательном обеспечении направленного затвердевания в сторону питающих элементов (стояка, коллектора, прибыли) и достаточного запаса расплава в них к концу полного затвердевания теплового узла получают плотные, без усадочных пороков, отливки.
При повышении температуры формы увеличивается радиус (дистанция) действия прибыли. Замедленное остывание в горячей форме затвердевшей отливки способствует уменьшению температурного перепада в толстых и тонких частях ее, вследствие чего снижаютсятемпературные напряжения и вероятность образования трещин. Однако расплав и его окислы могут проникать в поры оболочки, образуя механический и химический пригар. Поверхность отливки окисляется, а поверхностный слой, например стали, обезуглерожи* вается на глубину до 1 мм. На отливках из высокохромистых сталей наблюдаются поверхностные пороки в виде пятен или точек (пнт-тинги), углубляющихся в тело отливки до 0,6 мм. При заливке в горячую форму требуется особый подход к выбору состава оболочки в зависимости от природы сплава.
Таким образом, нагревом и охлаждением оболочки перед заливкой расплава можно регулировать ход процесса кристаллизации, а выбором формовочных материалов обеспечивать получение качественной поверхности отливок из любых сплавов.