Данная конструкция позволяет без длительной подготовки гравировать надписи и обозначения на деталях любой конфигурации, что в свою очередь дает большой экономический эффект даже наряду с
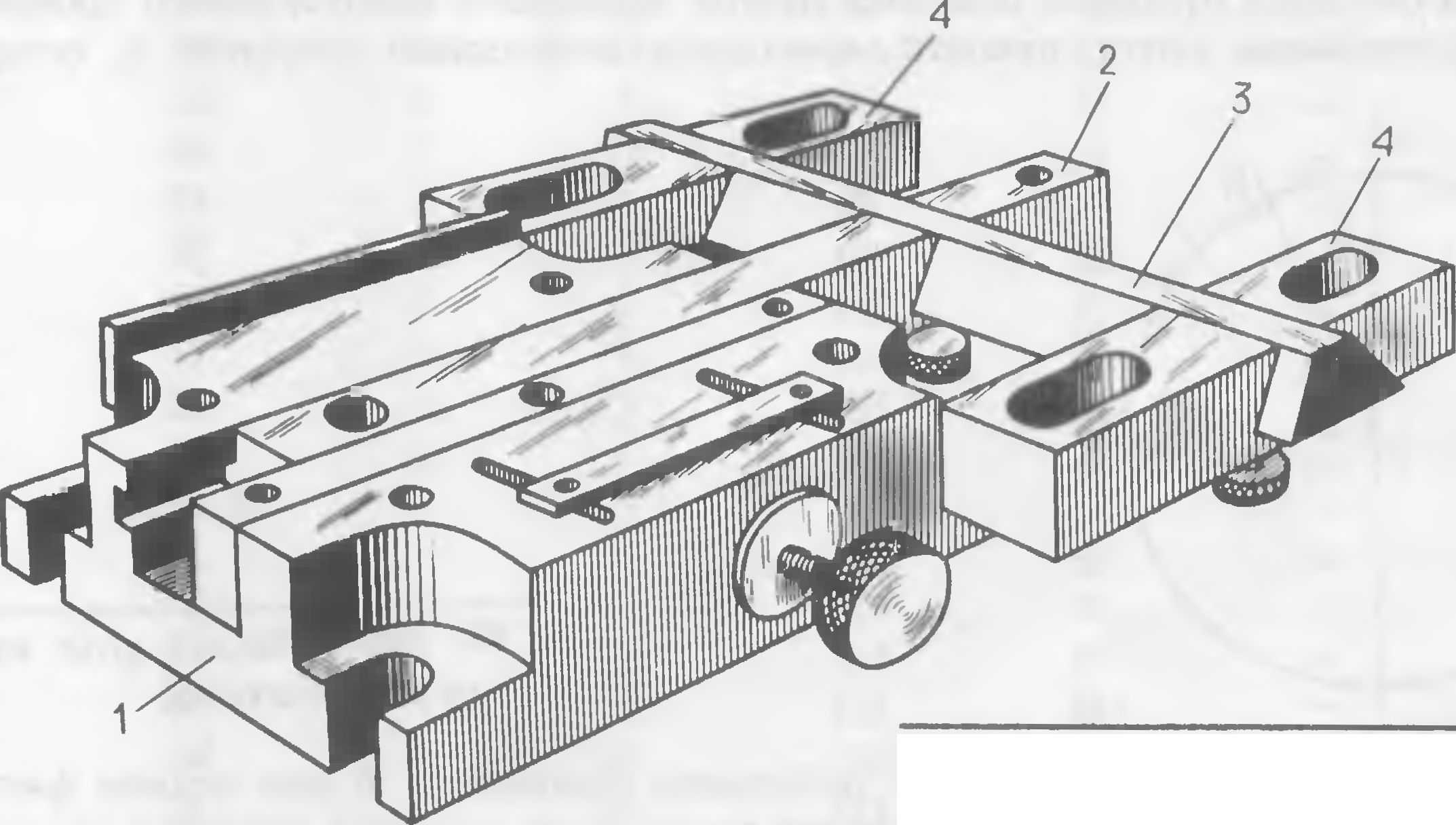 |
Рис. 46. Универсальная державка: 1 — основание; 2 — выдвижной брусок; 3 — рейка; 4 — ползунки |
ранее разработанными и внедренными в производство приспособлениями для крепления крупногабаритных и корпусных деталей. Вместе с тем указанное приспособление одновременно является и универсальным зажимным устройством для крепления мелких плат, лицевых панелей приборов, шильдиков и даже копиров.
Делительная головка. Она служит для крепления цилиндрических деталей при необходимости особо точного нанесения обозначений, поперечных и продольных рисок.
Определение числа оборотов рукоятки делительной головки типа П6 или П6Б при простом делении производится по формуле.
п = 40/2,.
где п — число оборотов рукоятки головки; 40 — характеристика головки; z — данное число делений.
Характеристика головки, выраженная числом 40, означает, что шпиндель головки сделает полный оборот в 360° при повороте рукоятки вокруг своей оси 40 раз.
Например, при фрезеровании шестерни с числом зубьев z = 12 число оборотов рукоятки делительной головки.
п = 40 /z = 40/12 = 3.
Для выполнения этой работы необходам делительный крут с 24 отверстиями. Если число полных оборотов рукоятки равно 3, то число пропускаемых промежутков между отверстиями круга при дополнительном повороте рукоятки будет 24/3 - 8.
Поворачивая рукоятку делительной головки, т.е. переходя от одного зуба к другому, пропускаем 8 промежутков между отверстиями круга. Ножки раздвижного сектора следует устанавливать так, чтобы между ними было число промежутков круга, найденное по формуле. Если отсчет производится по отверстиям круга, начиная с того, в которое входил штифт фиксатора рукоятки при последнем положении сектора, то число отсчитываемых отверстий должно быть на единицу больше числа пропускаемых промежутков. Рукоятку следует вращать всегда по часовой стрелке, чтобы предупредить влияние люфтов в передаче от валика рукоятки к шпинделю головки.
Когда фиксатор рукоятки окажется против последнего пропускаемого промежутка между отверстиями круга, рукоятку фиксатора необходимо отпустить и, осторожно.
А
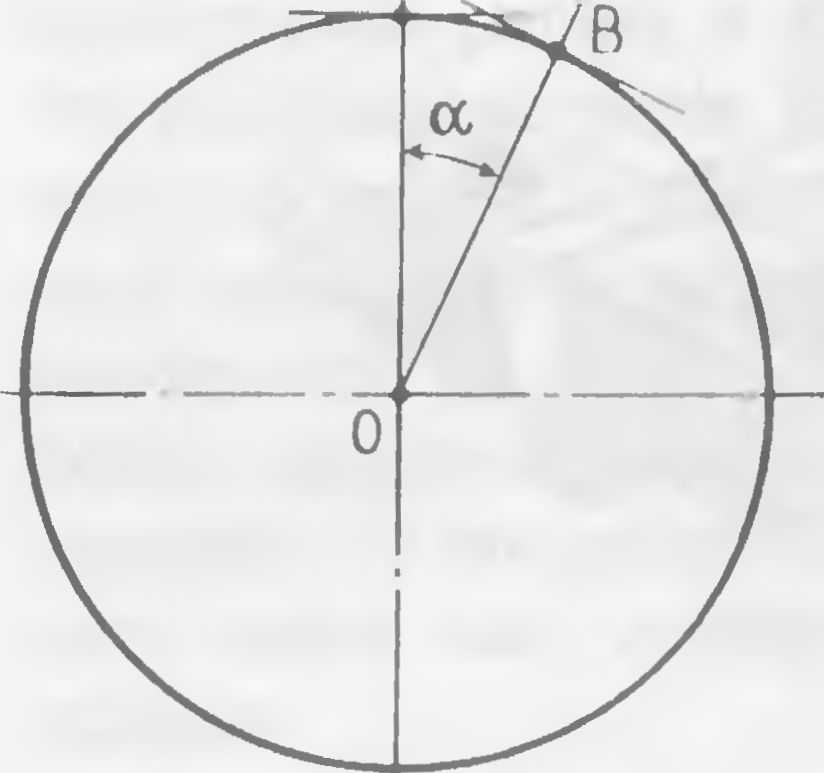
Рис. 47. Центральный угол между осями двух плоскостей.
постукивая по ней рукой, довести до требуемого положения. В этот момент фиксатор под действием пружины войдет в отверстие круга. Если рукоятка случайно повернется больше, чем требуется, то необходимо повернуть ее против часовой стрелки несколько дальше пропущенного отверстия, после чего осторожным постукиванием повернуть вновь по часовой стрелке до требуемого положения.
Для настройки делительных головок типа П6 и П6Б при эксплуатации их на граверном станке можно пользоваться табличными значениями (см. таблицу).
Число делений | Делительный круг | Число полных оборотов рукоятки | Число пропускаемых промежутков | Число делений | Делительный круг | Число полных оборотов рукоятки | Число пропускаемых промежутков |
2 | Любой | 20 | 14 | 28 | 2 | 24 | |
3 | 24 | 13 | 8 | 15 | 25 | 2 | 16 |
4 | Любой | 10 | — | 16 | 24 | 2 | 12 |
5 | » | 8 | — | 17 | 34 | 2 | 12 |
6 | 24 | 6 | 16 | 18 | 54 | 2 | 12 |
п / | 28 | 5 | 20 | 19 | 38 | 2 | 4 |
8 | Любой | 5 | — | 20 | Любой | 2 | — |
9 | 54 | 4 | 24 | 21 | 42 | 1 | 38 |
10 | Любой | 4 | — | 22 | 66 | 1 | 54 |
11 | 66 | 3 | 42 | 23 | 46 | 1 | 34 |
12 | 24 | 3 | 8 | 24 | 24 | 1 | 16 |
13 | 39 | 3 | 3 | 25 | 25 | 1 | 15 |
Продолжение таблицы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Окончание таблицы | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Число оборотов рукоятки головки при повороте детали по заданному центральному углу между осями гравируемых знаков, букв или цифр для обработки плоскостей с центральными точками А и В (рис. 47) находится по формуле.
л = 40 а/360 = а/9,.
где а — центральный угол между осями, выраженный в градусах.
Если при гравировании угол а выражен в секундах, то тогда формула выглядит так:.
п = а732400.
Пример. Определить число оборотов рукоятки головки при гравировании двух обозначений, центральный угол между осями которых а = 31° 17 11".
Выражая угол а в секундах, получим а = 31° 17 11" = (31 • 3600) + (17 • 60) + И = 112631".
Исходя из этого.
а 112631 п --=-= 3,4762 оборота.
32400 32400.
В рассмотренном примере 0,4762 оборота может быть осуществлено по кругу с 42 отверстиями. При повороте рукоятки пропускается 20 промежутков между отверстиями круга. Если бы дробная часть оборота составляла 0,8919, то для осуществления ее можно использовать делительный круг с 37 отверстиями; при повороте рукоятки в этом случае следует пропускать 33 промежутка между отверстиями круга.
Знакомство с техникой гравирования знаков на сферических поверхностях можно начать с простых примеров. При выполнении граверных работ для вида или под затирку краской не обязательно придерживаться вышеуказанных правил пользования делительной головкой. В этом случае поворот детали на заданный угол между осями гравируемых знаков осуществляется на глаз. Для того чтобы удобно расположить надпись, соблюдая при этом правильное ее конструирование на поверхности детали, особенно если она выполняется в две-три строки, непосредственно перед гравированием нужно набрать в паз копирного стола граверного станка набор необходимого предложения и линейкой определить его линию симметрии. Причем следует ее тут же совместить с произвольно нанесенной риской на копирном столе, определяющей в дальнейшем центр вращения детали. Для удобства и быстроты гравирования 2-3-строчных надписей используется универсальный съемный стол с различным межстрочным расстоянием (рис. 48).
Итак, установив на найденную линию симметрии надписи копировальный палец (щуп), гравер, пользуясь ручками продольной и поперечной подачи рабочего стола, выставляет острие резца на центр оси вращения детали, закрепленной в патроне делительной головки. Как правило, за одну установку можно нанести на поверхности детали 3-4 знака. В этом случае глубина гравирования определяется визуально.
Убедившись, что подготовительные операции выполнены правильно, гравер включает станок и приступает к гравированию.
После того как часть надписи будет выполнена, следует отвести в сторону пантограф, разжать зажимные винты и передвинуть шрифт в пазу копирного стола вправо или влево на величину трех-четырех букв, совместив последнюю с риской на копирном столе. После этого следует установить копировальный палец пантографа на крайнюю букву, с которой будет продолжено дальнейшее гравирование надписи. Затем, поворачивая ручку привода механизма вращения делительной головки, гравер плавно подводит резец к поверхности детали и ловит точку или риску, нанесенную им по завершении гравирования первых трех-четырех букв, определяющую место расположения.
крайней буквы, на которую в данный момент установлен копировальный палец. Таким образом, соблюдая последовательность производимых операций, можно производить гравировку надписей и различного рода обозначений по всему наружному диаметру детали.
Приспособление "Виртуоз" (рис. 49). Используется при гравировании под углом на конус деталей круглого сечения и при обработке торцов будущих клейм (пуансонов) до 20 мм в диаметре. Для зажима (крепления) деталей применяются цанги от токарного станка.
Рис. 49. Приспособление "Виртуоз"
 |
Рис. 48. Примерная установка набора копировальных планок для гравировки надписи с использованием съемного стола |
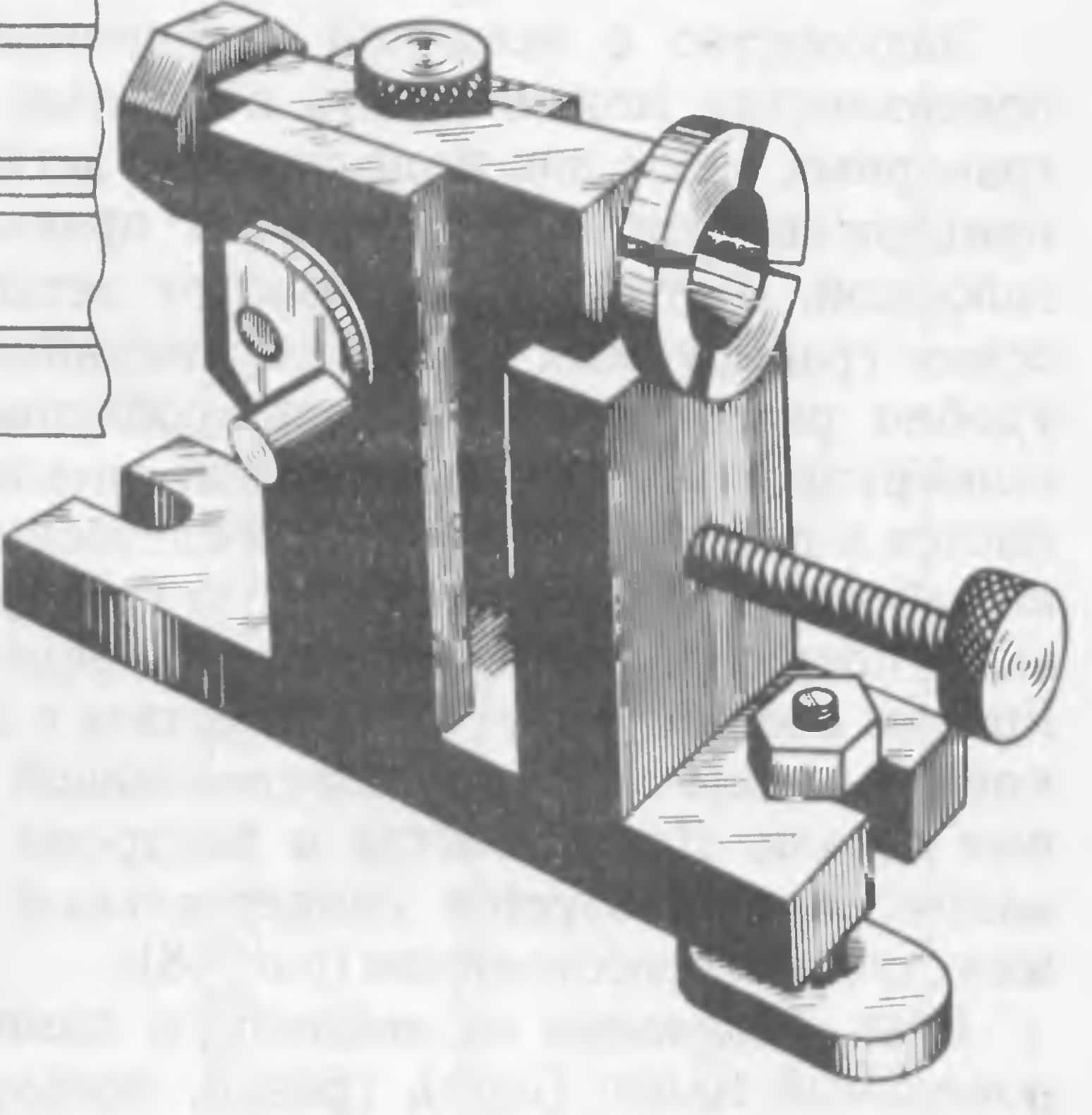
Кроме того, приспособление обеспечивает удобство при выполнении сверловочных и фрезерных операций заготовок круглого сечения, а также при заточке резцов для граверного станка.
Приспособление "Виртуоз" в некотором роде является прототипом делительной головки, поэтому с установкой такого приспособления на рабочем столе граверного станка отпадает необходимость применять более громоздкую по сравнению с ним делительную головку.