Для обработки латуни Л63, сталей 12Х18Н10Т, 4Х5МФС, ЗХ2В8 хорошо зарекомендовал себя сплав стали Р6М5Ц, содержащий до ОJ2% циркония и используемый в качестве граверных резцов.
Отработан следующий режим термической обработки резцов из стали Р6М5Ц: температура закалки 1215 ^ 1225°С, твердость после закалки 62 63 HRC, отпуск трехкратный при температуре 550 + 560°С с выдержкой по 1 ч, твердость после отпуска 64 66 HRC. Дополнительному повышению стойкости инструмента из быстрорежущих сталей способствует стабилизирующий отпуск, который необходимо проводить после заточки при температуре 350 370°С; время выдержки в печи 2 3 ч, охлаждение - воздух.
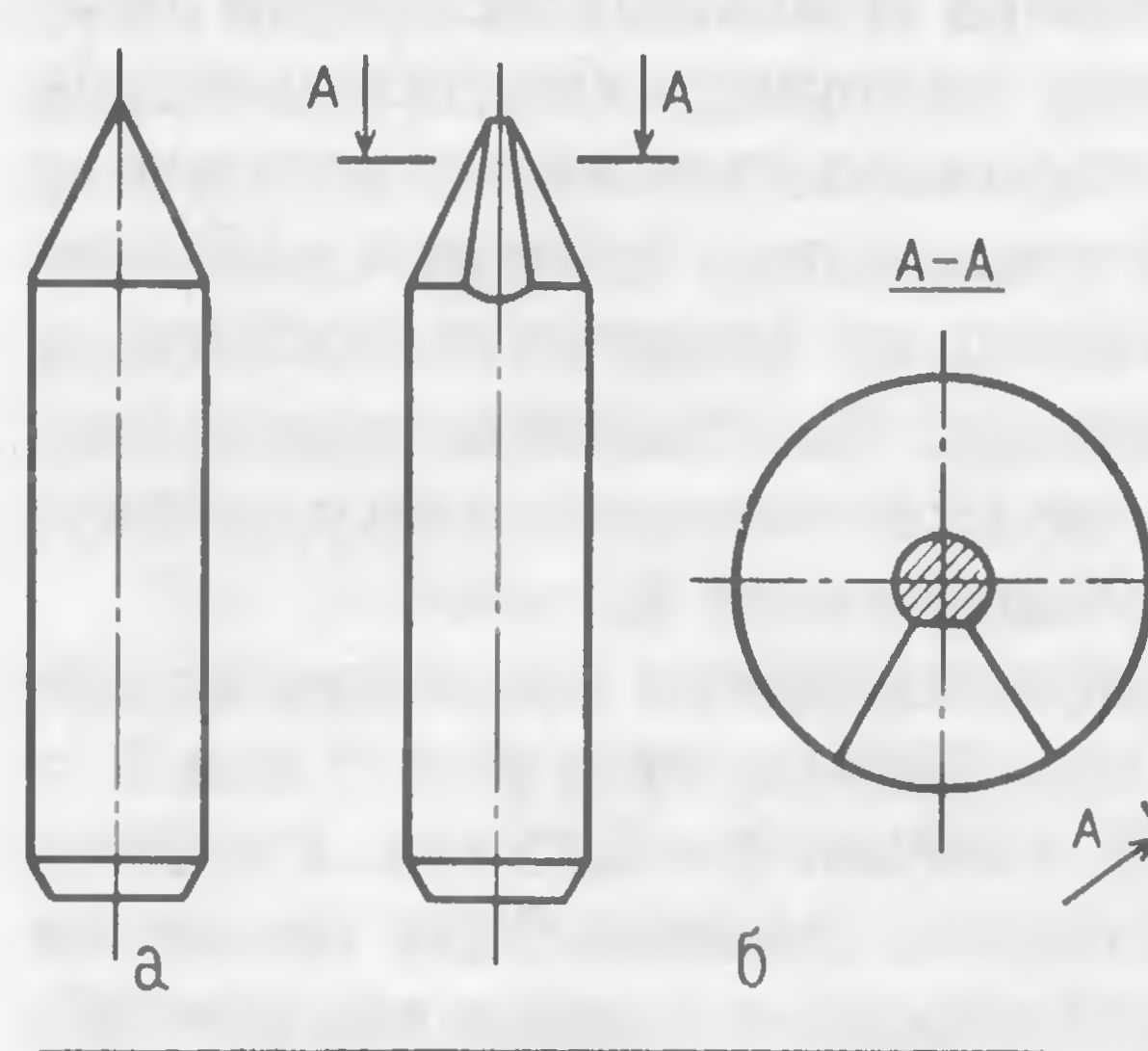 |
Рис. 43. Заточка резцов из твердых сплавов для обработки каленого металла:. а — сведение на конус; б — снятие фаски |
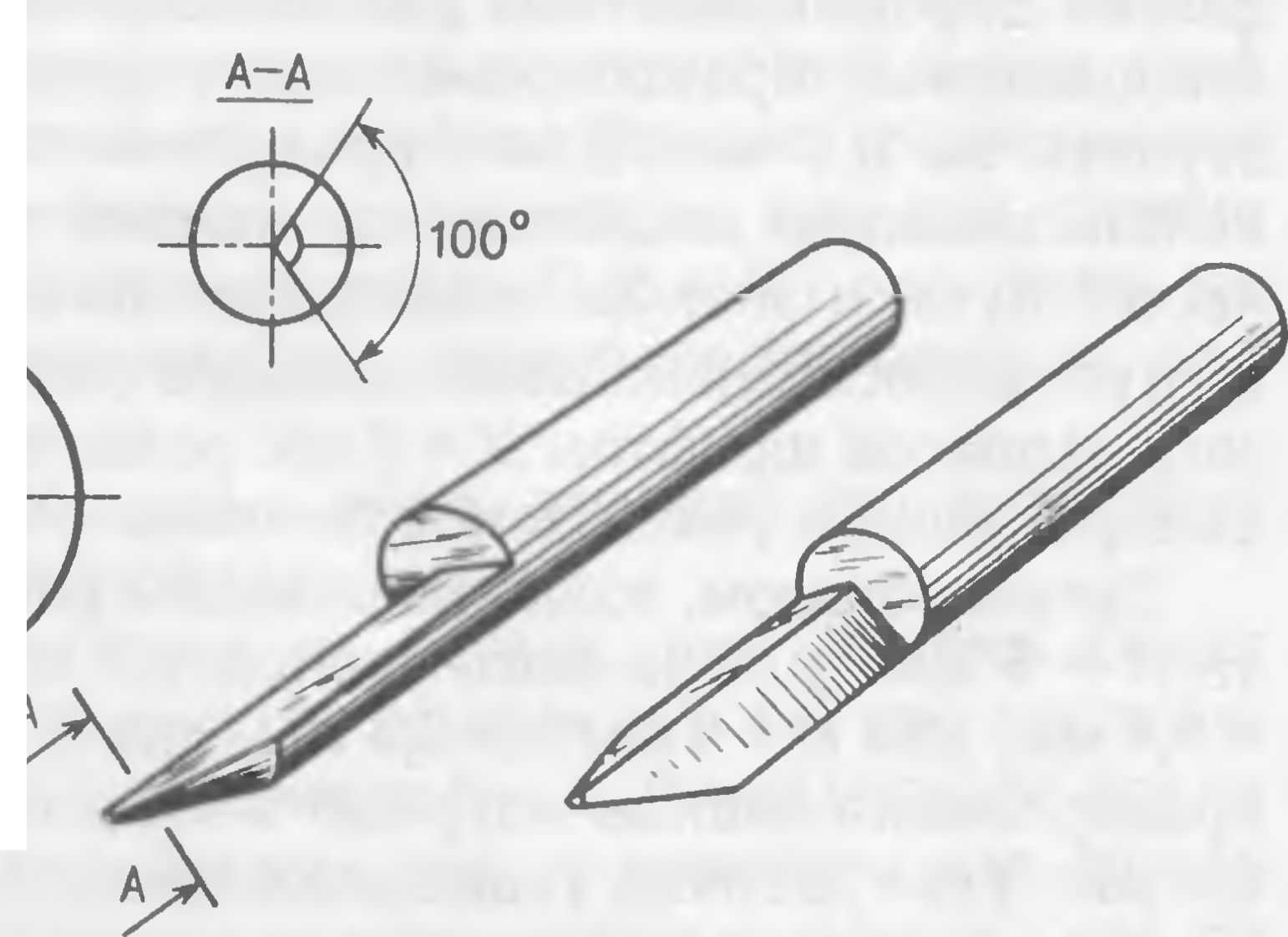 |
Рис. 44. Резцы-четвертинки с постоянным центром |
Для гравирования стальных, зачастую подкаленных деталей, применяются и резцы из твердых сплавов, наиболее часто из сплава ВК6М. Поскольку резцы из твердых сплавов имеют повышенную хрупкость, работа ими требует наибольшей осторожности, наиболее строгого соблюдения режима резания металла.
Нормальным режимом гравирования каленых поверхностей следует считать режим с подачей резца на глубину выборки металла одного слоя не более 0,01 мм.
Конфигурация резцов из твердых сплавов такая же, как и из быстрорежущей стали. Заточку таких резцов выполняют на конус под любым углом (рис. 43) в зависимости от требуемого профиля и заданной глубины гравирования. Чем мельче шрифт и глубже требуемая выборка металла, тем меньше угол заточки конуса резца. Например, при Н = 2,5 мм резец шлифуют под углом 60
. Он напоминает собой половинчатый резец, так как на алмазном круге слегка снимают одну сторону конуса, чтобы образовалась режущая кромка. Подобная заточка увеличивает прочность резца на изгиб и способствует более длительному его использованию.
При износе или поломке резца его можно с помощью заточного универсального приспособления или просто от руки алмазным надфилем свести на конус и заточить снова, не вынимая из шпинделя и не нарушая центр вращения. Резцами с такой конфигурацией рабочей части допускается обрабатывать металл только на строго оговоренную глубину, что служит залогом качественного гравирования на стали. Например, для шрифта Н = 2 мм с соответствующей заточкой резца допускается выборка металла на глубину не более 0,3 мм (имеется в виду незакаленный металл), для более крупного шрифта - не более 0,5 мм. Иначе из-за возможного торможения резца шрифт поползет и гравируемые знаки будут выглядеть неровными, несуразно вытянутыми, вплоть до неузнаваемости.
Рис. 45. Твердосплавный резец конструкции Фомичева | 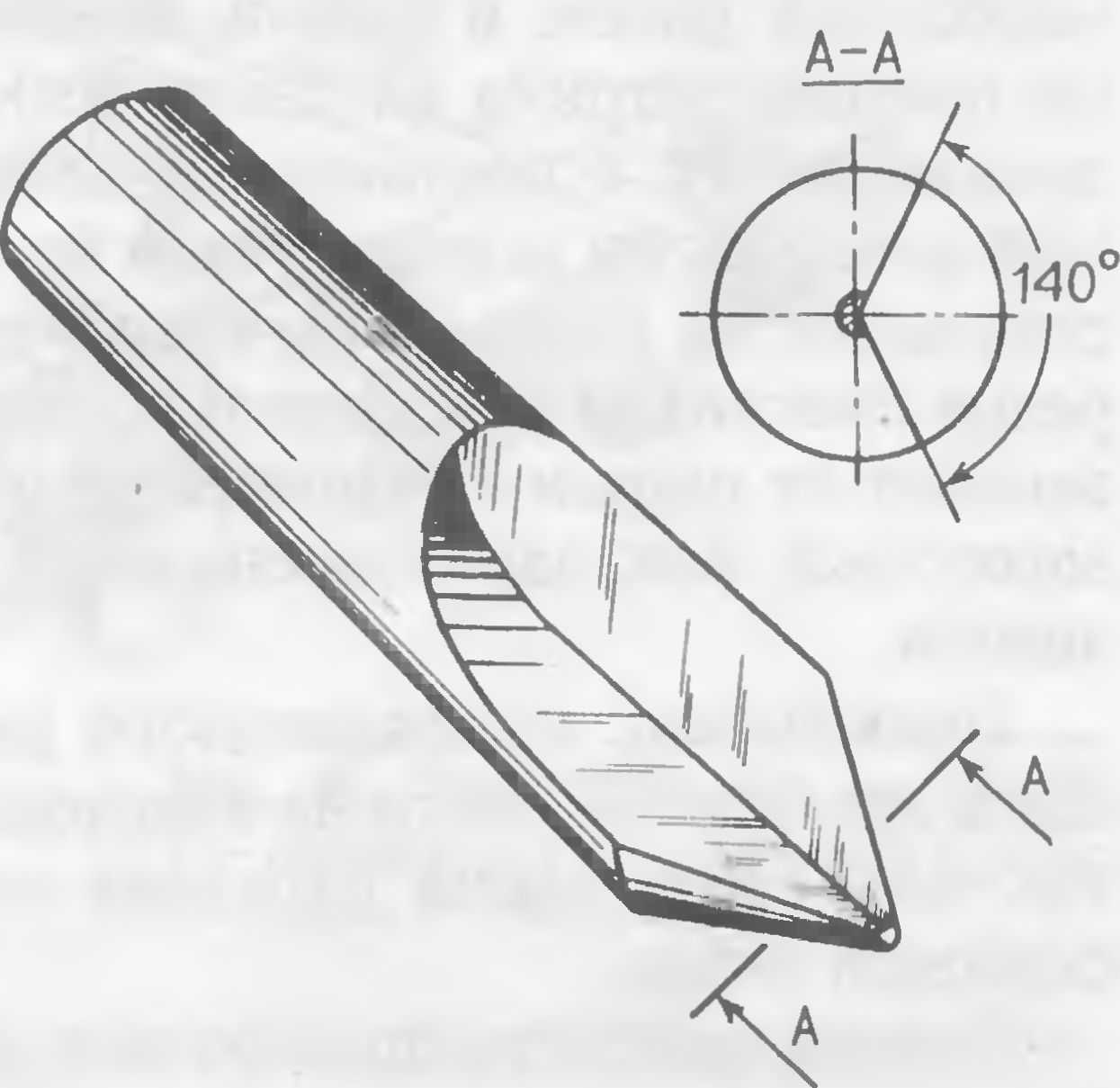 |
Кроме полукруглых (половинчатых) резцов при механическом гравировании каленых материалов широкое применение получили резцы-четвертинки (рис. 44). Они имеют центровую грань, служащую постоянным центром резца, что значительно облегчает заточку и доводку режущих кромок.
Процесс заточки резца с постоянным центром выглядит довольно простым, если строго соблюдать последовательность производимых операций. Разберем способ заточки резца вручную на наждаке. Во избежание перегрева рабочих частей резца нерабочую его часть обматывают полоской ветоши и опускают ненадолго в охлаждающую жидкость. Затем незатылованный резец подносят к вращающемуся наждачному камню и слегка касаются его поверхности острием. При соприкосновении с абразивом на торце резца образуется площадка. Величину площадки выбирают исходя из характера требующегося профиля гравировки. При наличии площадки легче производить затыловку, заточку резца и последующую доводку его режущей кромки. Доводку обычно производят алмазным надфилем или на доводочном камне.
Резцы-четвертинки с постоянным центром имеют тот же недостаток, что и половинчатые резцы: при эксплуатации их в условиях ощутимых нагрузок на изгиб происходит частая поломка режущих кромок.
В настоящее время изготовляются резцы, у которых режущие кромки можно затачивать без специальной оснастки.
Надежными в работе показали себя и твердосплавные граверные резцы (рис. 45).
Заточка на конус, затыловка и доводка режущих кромок этих резцов весьма проста и идентична приводимой заточке резцов, имеющих явно выраженный постоянный центр. Их можно использовать в качестве половинчатых, не боясь во время заточки на наждаке сместить центр острия. Например, при механическом гравировании сплошных координатных сеток на шкалах из органического стекла для нанесения рисок и линий одинаковой глубины, но отличающихся по ширине штриха (2 значения), рекомендуется использовать усиленный резец с постоянным центром или же половинчатый граверный резец. Если используется половинчатый резец, режущую кромку стачивают на соответствующий угол гравирования так, чтобы центр резца сместился относительно оси его вращения. Угол заточки резца зависит от ширины будущей риски при нанесении ее на поверхность заготовки как застопоренным в шпинделе резцом, так и вращающимся.
Применение половинчатого резца позволяет значительно уменьшить затраты времени на изготовление шкалы при одной установке, так как совершенно отпадает необходимость использовать второй сменный резец.
Сейчас мало кто практикует гравирование по каленым металлам, так как по времени процесс выборки металла удваивается, а то и утраивается. В основном прибегают к электроискровому клеймению. Однако затраты времени на гравирование каленых металлов приближаются к затратам на гравирование той же детали до термообработки, если учесть время на шлифование. Зачастую при изготовлении ответственных деталей из-за возможных деформации в процессе их дальнейшей термообработки устанавливают значительный припуск на глубину выборки металла для последующего шлифования деталей. При гравировании же каленых поверхностей последующее шлифование отсутствует, поэтому отсутствуют припуски на глубину выборки, в результате сокращается время на гравирование.