определяющие глубину выборки резины из пробельных участков как внутри букв, так и между ними. Для предупреждения стирания линий загрунтованную поверхность можно слегка закрепить быстросохнущим лаком.
Следующий этап - подготовка соответствующего инструмента. Резину обрабатывать не так легко, как это кажется на первый взгляд. Для этого требуется особый инструмент (рис. 36).
Вырезая мелкие тексты и рисунки, опытные мастера предпочитают пользоваться лезвиями для безопасной бритвы, распилив их на удобные для работы кусочки. Для предупреждения порезов пальцев рук эти кусочки насаживают на удлиненные ручки-державки. Вырезание
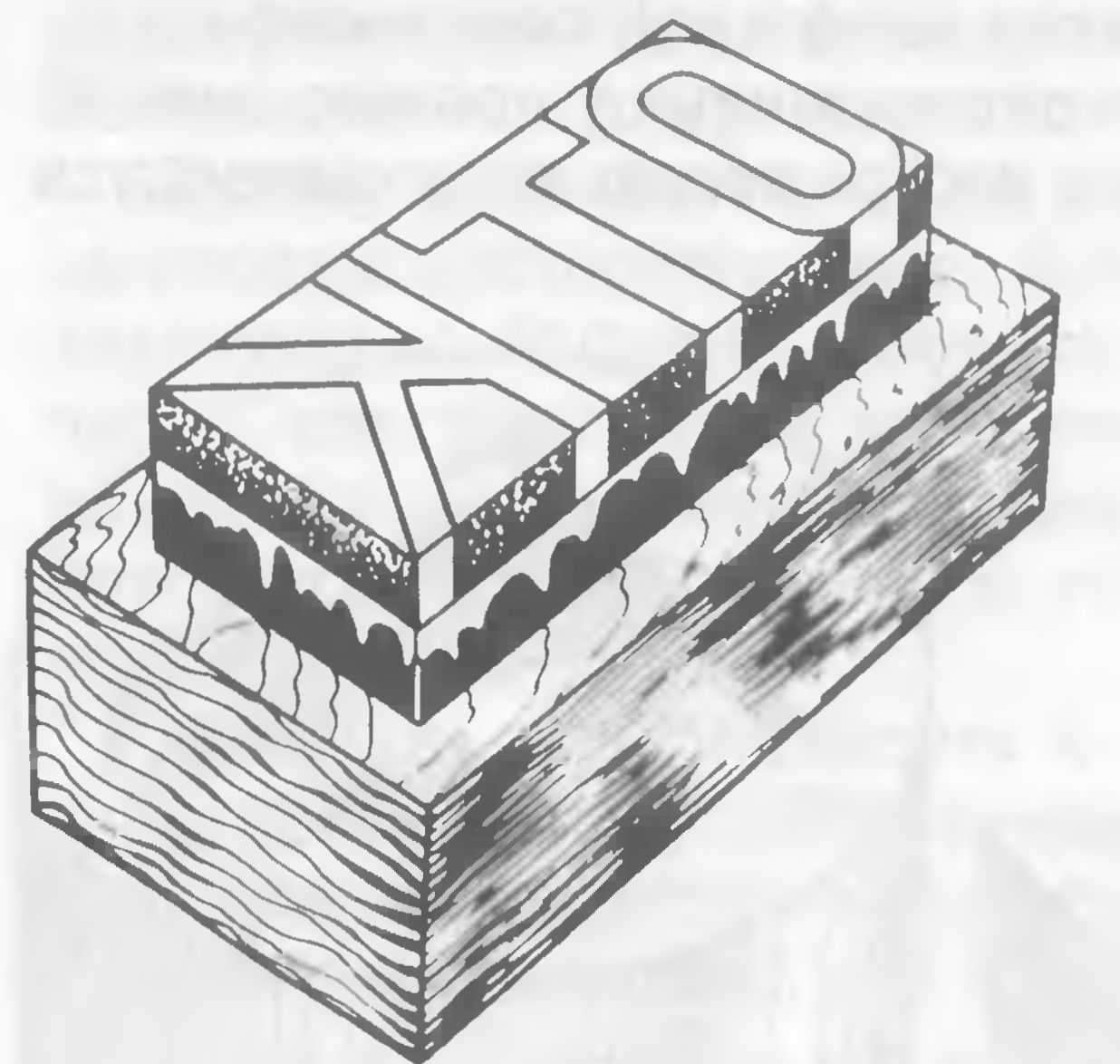 | Рис. 35. Текст, размеченный на штемпеле |
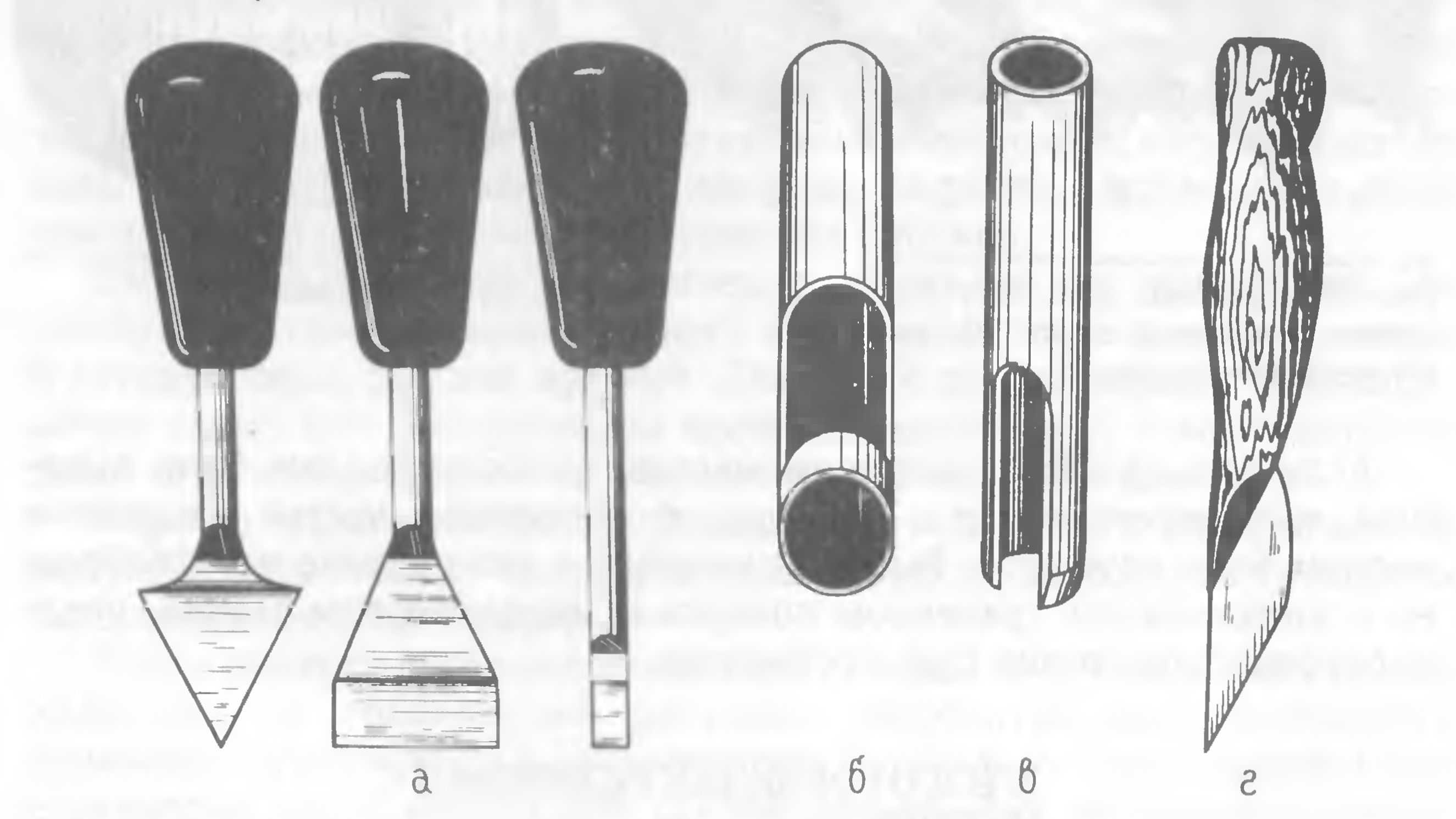 |
Рис. 36. Основной режущий инструмент для резины:. а — плоские ножи; б — просечка; в — радиусный нож; г — скальпель |
из резины необходимого контура рисунка или буквы ведется, как правило, не в продольном направлении, а сверху вниз. Так называемое надрезание (оконтуривание) следует производить на заранее выверенную глубину, чтобы при вырубке с торцов ненужных кусочков резины не вскрылись сквозные прорезы основания заготовки, влекущие за собой невозможность получения в дальнейшем качественного отпечатка.
Процесс вырезания, например, ОТК (сокращенного наименования) начинают с того, что плоским ножом сверху вниз (рис. 37) надрезают контуры у букв К и Т до отчерченной на торце заготовки линии.
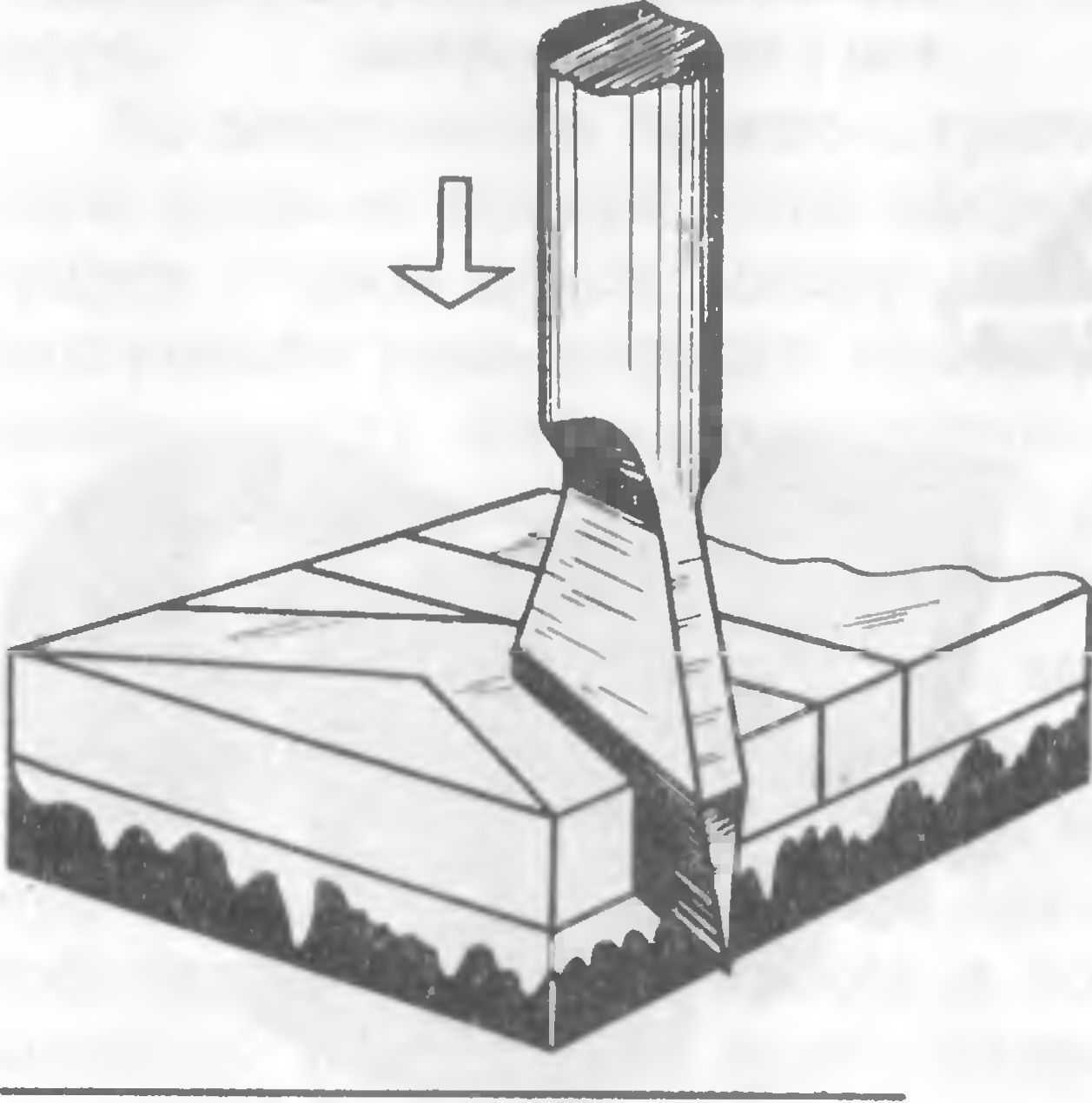 |
Рис. 37. Выполнение надрезов сверху |
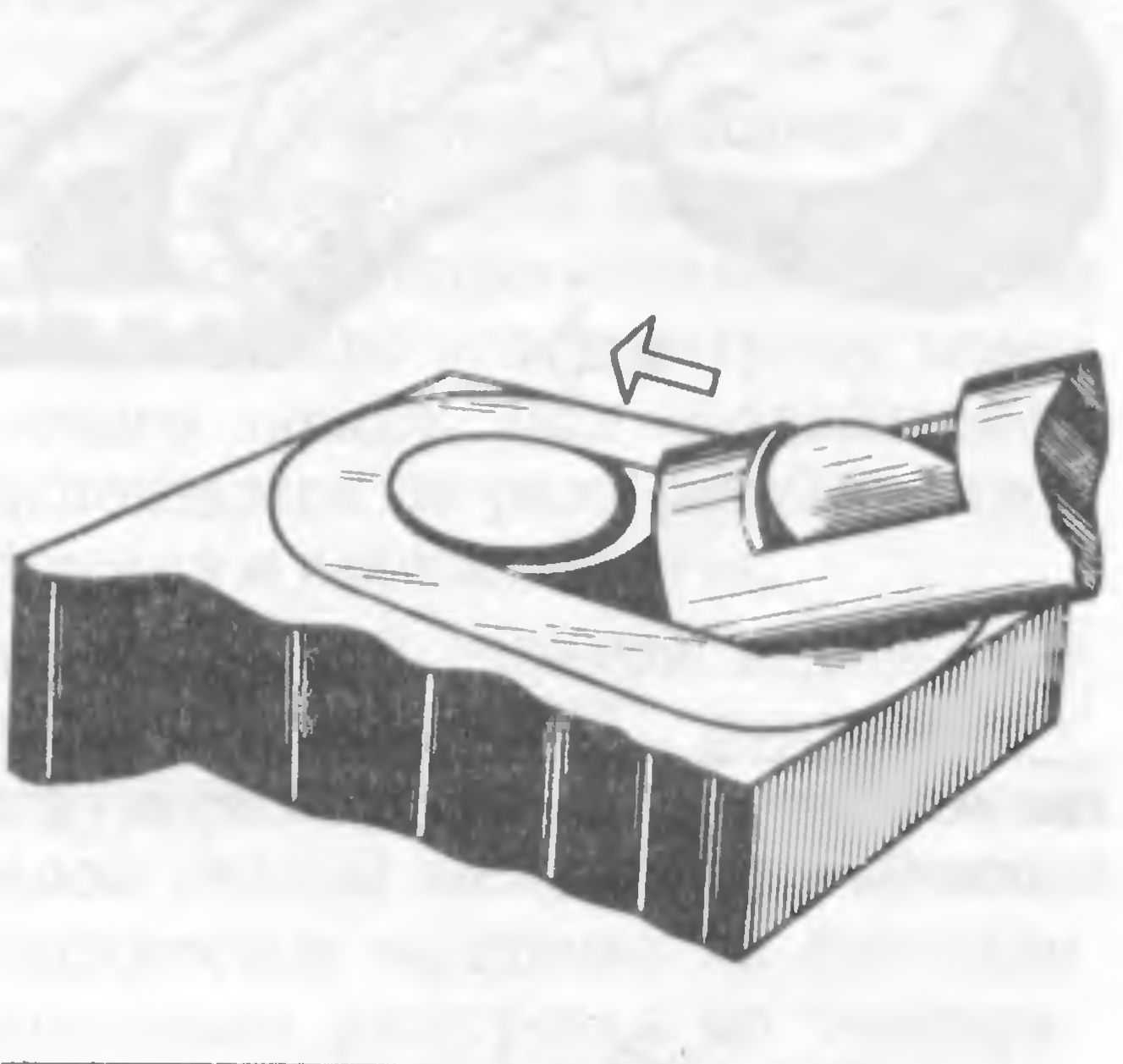 |
Рис. 38. Выборка просечкой внутренней части буквы О |
То же самое проделывают плоским и полукруглым (радиусным) ножами при оконтуривании буквы О. Внутреннюю часть буквы О выбирают трубчатой просечкой меньшего диаметра (рис. 38). При этом следует отметить, что после поперечной просечки резиновой заготовки на глубину до отчерченной линии на торце сразу же настраивают инструмент на подрезку в продольном направлении, толкая его к центру буквы. Это дает возможность срезать (выбрать) всю внутреннюю часть без применения других инструментов.
Убедившись, что контуры надрезаны у всех букв и на одну глубину, приступают к отделению пробельных участков (рис. 39). Для этого скальпелем и плоскими ножами различной конфигурации, способными добраться до нужных участков, производят подрезку с торцов.
Чтобы не испортить товарного вида изделия (рис. 40), при вырезании букв следует стараться избегать недорезов и подрывов на пробельных (нерабочих) участках, так как подобные неровности на резине чрезвычайно трудно заглаживать.
Опрессовка матрицы резиной. В настоящее время для быстроты изготовления и особой точности выполнения резиновых штемпелей и.
печатей широко используется метод опрессовки сырой резины с последующей ее вулканизацией. Для этого необходимо иметь металлическую матрицу с выгравированным внутрь изображением рисунка. Если рисунок выполнен на бумаге, то сначала на легкообрабатываемом материале (дюралюминии, оргстекле) по рисунку будущего штемпеля гравируют штихелями увеличенный в несколько раз копир, а затем с копира переносят получившийся рисунок посредством граверного станка на пластину из латуни J1C59. Перед гравированием заготовку необходимо тщательно отрихтовать.
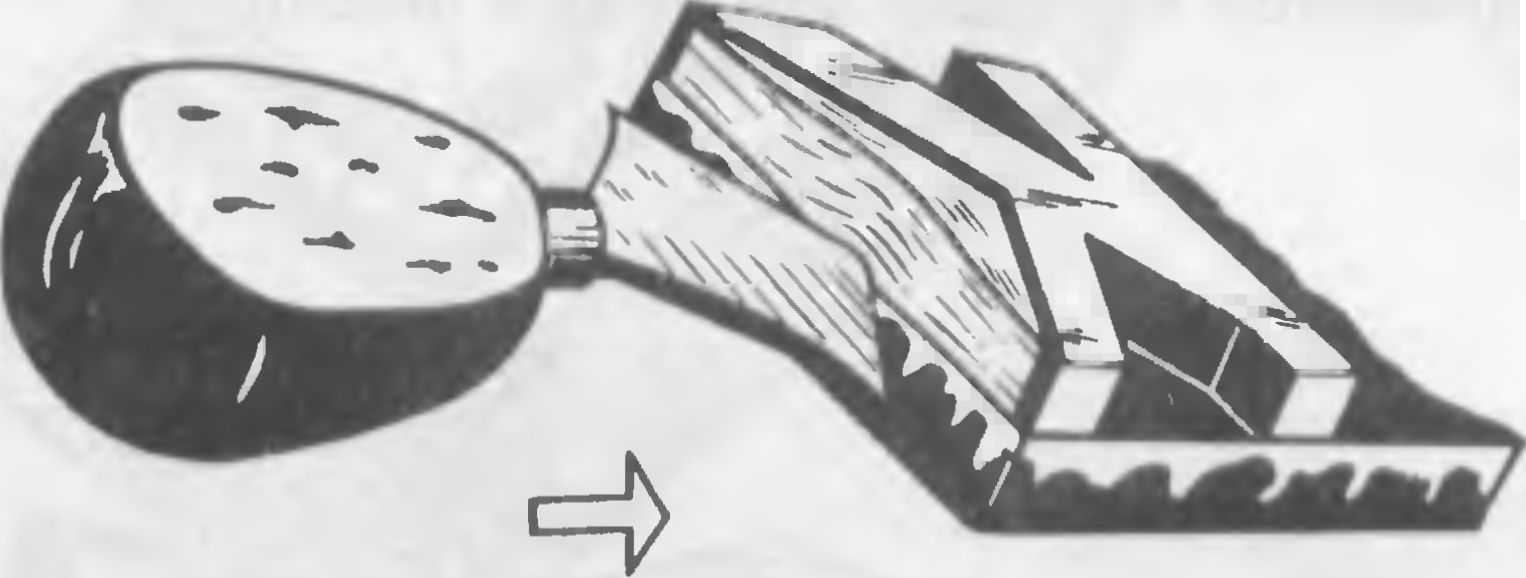
Рис. 39. Подрезка пробельных участков у основания буквы
Рис. 40. Резиновый штемпель, изготовленный вручную
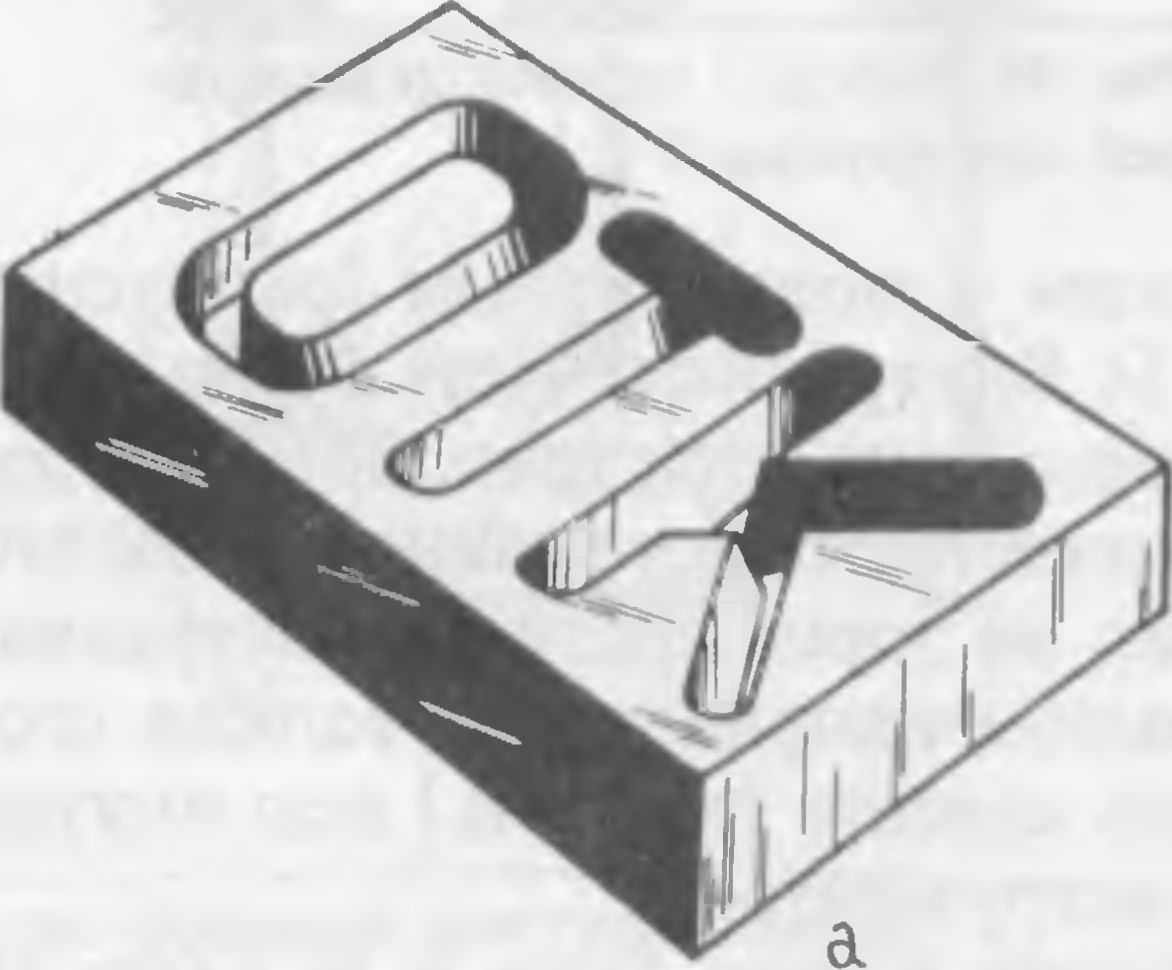 |
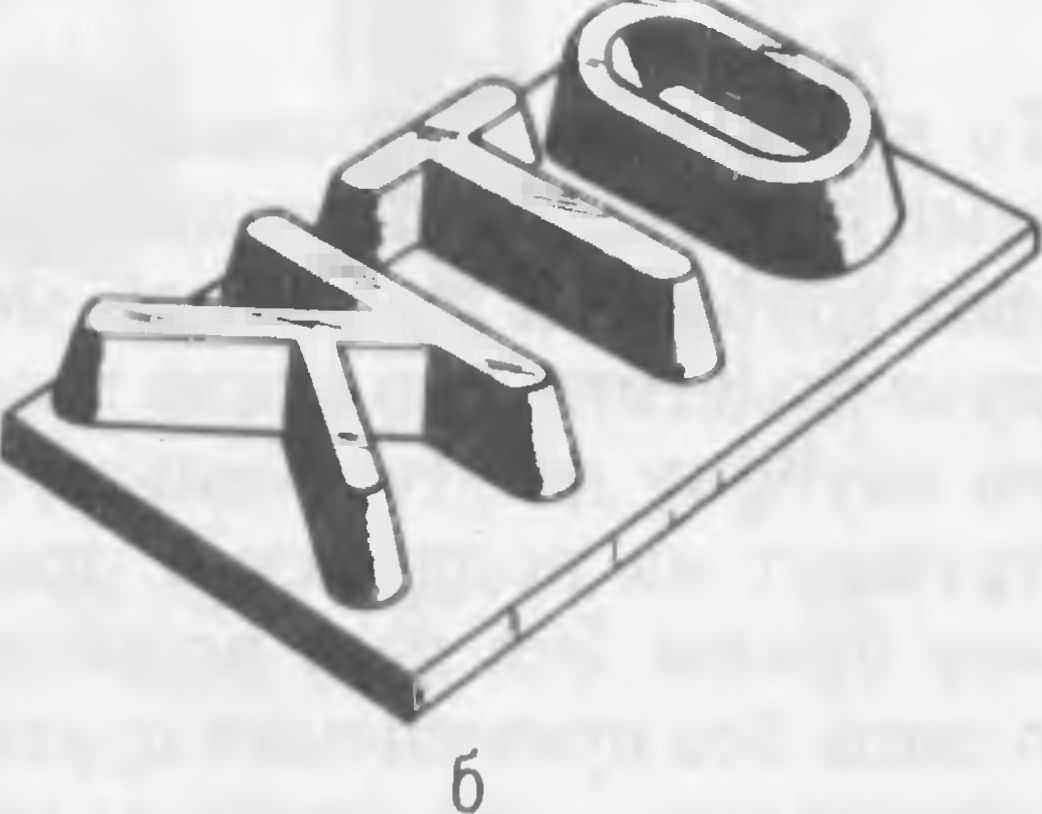
Рис. 41. Матрица (а) и резиновый штемпель (б) |
После гравирования матрицу обязательно хромируют, чтобы вследствие вулканизации резинового отпечатка выгравированные места на матрице не деформировались и по завершении опрессовки можно было бы легко отделить резину от матрицы.
В последнее время вместо хрома рабочую поверхность матрицы смазывают жидкостью "Эпилам". Одного раза смазки жидкостью "Эпилам" достаточно для множества опрессовок, так как эта жид-.
кость имеет способность не испаряться, а просачиваться в металл, тем самым сохраняясь длительное время, и лишь при нагреве до 1230° С улетучивается. При отсутствии жидкости "Эпилам" можно применять эффективное средство полиизобутилен, который представляет собой невысыхающий клейкий смазочный материал.
Для получения резиновых отпечатков с крупными буквами в качестве материала для матрицы может быть использован дюралюминий марки Д16Т, где Т указывает на его твердость после закалки. В этом случае матрицу не обязательно хромировать, так как в момент вулканизации резина не будет прилипать к поверхности металла благодаря его окисной пленке, которая выполняет функцию изолятора.
По завершении процесса гравирования и отделки матрицы рабочую часть ее поверхности накрывают куском сырой резины и с четырех сторон обкладывают металлическими пластинками с целью получения равномерного облоя резины. После этого матрицу помещают между плитами гидравлического пресса. Под воздействием давления и температуры резина расползается по разогретой поверхности матрицы, заполняет все углубления и вулканизуется.
Например, при опрессовке матрицы сырой резиной марки В14 температура разогрева матрицы составляет 150-170°С, давление 50 кг/см
. Время выдержки под нагрузкой берется из расчета 1 мин при толщине облоя резины 1 мм (слой резины между верхней плитой гидравлического пресса и поверхностью матрицы) на площади матрицы 20 мм
, т.е. если предварительно разогретая до температуры 150° С, отгравированная матрица имеет размеры 150 X 100 мм, то при давлении 50 кг/см
и толщине облоя 1 мм время выдержки под нагрузкой составляет 5 мин.
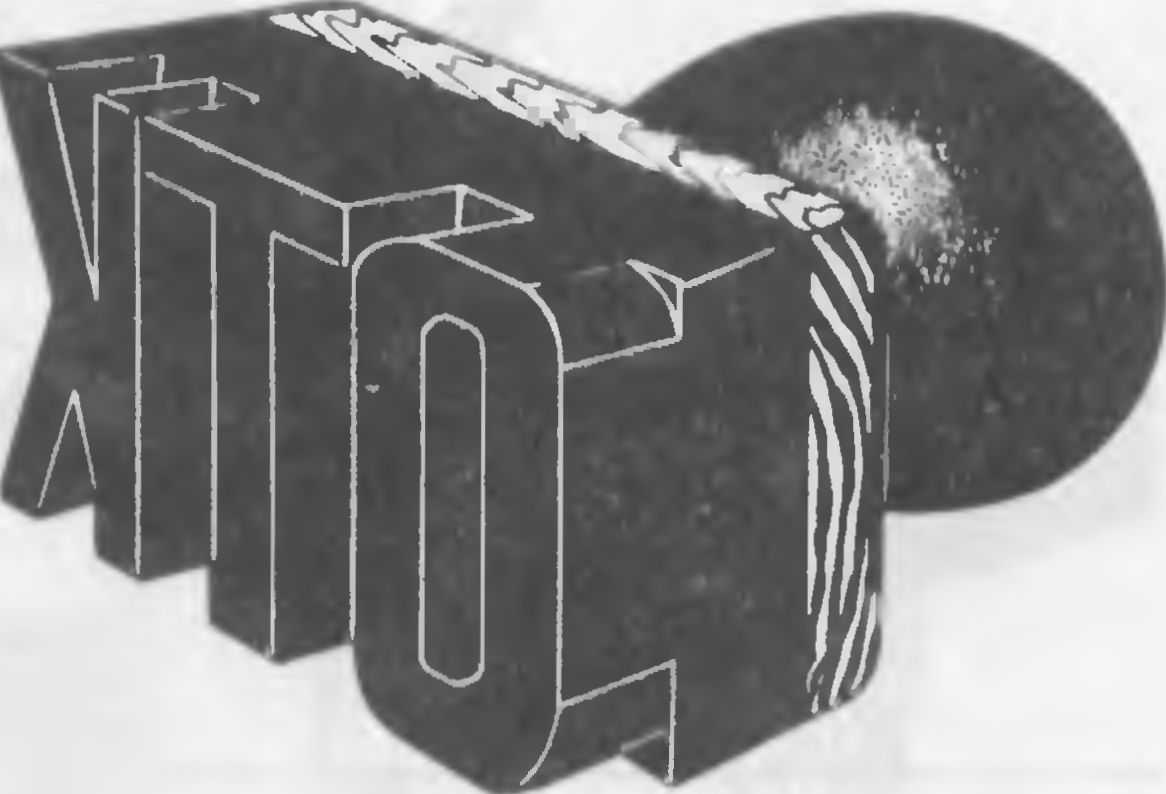
Вследствие вулканизации получается резиновый штемпель в зеркальном отображении по отношению к надписи на матрице (рис. 41). Остается отрезать ножом лишний облой резины по краям отпечатка, наклеить на деревянную или пластмассовую ручку - и штемпель будет готов. Для контрольной проверки рабочую часть штемпеля, пользуясь штемпельной подушкой, опробуют на бумаге.
К деревянной ручке резину приклеивают клеем 88Н. Он предназначен для приклеивания вулканизованной резины на любой основе к металлам, стеклу, дереву и другим материалам без последующей вулканизации. Клей представляет собой готовый раствор, сохраняющийся в герметически закрытой посуде до трех месяцев. Пленка клея не стойка к маслу и бензину. Склеиваемые поверхности подготавливают обычным способом. В нашем примере деревянную и резиновую поверхности промазывают клеем 1 раз и подсушивают в течение 2-5 мин, после чего склеиваемые поверхности соединяют и некоторое время выдерживают под небольшим давлением.
При изготовлении шрифта из резины буквы должны выступать над поверхностью облоя не менее чем на 0,6 мм.