Диаметр отверстий зависит от размеров оправы и бриллиантов. Отверстия большого по отношению к оправе диаметра

Рис. 1.9. Отверстия, просверленные на месте расположения каждого камня перпендикулярно контуру сплошной пластины.
означают лишнюю работу и оставляют мало возможностей для подгонки, если они просверлены со смещением. Очень маленькие отверстия менее функциональны и требуют более тонких сверел, которые часто ломаются. Отверстия среднего диаметра получаются при сверлении сверлами размерами 60-65. Сверла этого размера можно использовать при большинстве работ по пазовой закрепке. Если возникает желание, отверстие можно расширить. Назначение отверстий состоит в том, чтобы направлять выборку и вырезание посадочных мест и обеспечить возможность очистки изделия после окончания работы, следовательно, они не должны быть чрезмерно велики, но и слишком маленькими они тоже не должны быть.
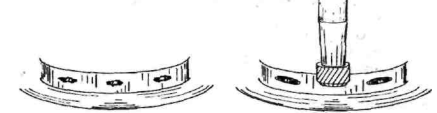
Рис. 1.10. Снятие облоя в месте выхода сверла из металла при помощи посадочной фрезы заведомо большего диаметра.
После того как отверстия будут просверлены, в месте выхода сверла обычно появляется облой. Это происходит при завершении сверления, когда сверло выходит наружу. Проблема в том, что эти заусенцы причиняют дискомфорт потребителю ювелирных изделий, кроме того, такие отверстия просто некрасивы. Для того чтобы снять эти заусенцы и выгладить металл, используйте посадочную фрезу заведомо большего диаметра или фрезу другого типа для того, чтобы создать конусный вход с обратной стороны отверстия (См. Рис. 1.10). К тому же, может понадобиться подправить отверстия, чтобы они выглядели отцентрированными и равномерно расположенными, при помощи их «смещения». Небольшой бор - «бутон» с успехом выполнит эту работу. Она выполняется помещением фрезы в выход отверстия и расфрезеровыванием отверстия в направлении, соответствующем расположению остальных отверстий. Все ли или часть отверстий смещены таким способом - они должны обрабатываться фрезой одного и того же диаметра.