Формовочная смесь.
Формовочная смесь - гипсоподобный материал, состав которого подобран таким образом, чтобы он выдерживал высокие температуры при прокаливании. Формовочная смесь состоит из трёх основных компонентов:.
1.
Гипс, гидратированный сульфат кальция. Этот белый минерал природного происхождения, благодаря которому затвердевают алебастр и портландцемент, составляет 25-40% смеси Входящий в состав формовочной смеси гипс является полугидратом; это знвчит, что из соединения удалено около /« содержавшейся в нём воды.
2.
Двуокись кремния, или кварц, белый или бесцветный минерал природного происхождения, очищенный и размолотый в очень тонкий порошок. В формовочной смеси он является амортизатором, принимая на себя температурное расширение и сжатие формы во время выжигания и охлаждения.
3.
Кристобалит, кристаллическая модификация чистой двуокиси кремния; возможно, его образование в природе происходило при ударе молнии в определенные горные породы. В промышленных условиях его получают, нагревая двуокись кремния и температуры окопо 1600°. Эта разновидность двуокиси кремния была слфьгга в конце 1920-х годов и имеет гораздо больший коэффициент расши-рамя. чем другие её модификации, 4JO делает кристобалит непревзойден tut материалом для изготовления тгтемшх форм.
Кроме этих трех основных компонентов формовочные смеси промышленного производства содержат небольшие количества других химических соединений (модификаторов), которые добавляют для улучшения рабочих свойств и повышения прочности питейной формы. Некоторые из них являются смачивателями, увеличивающими способность формовочной смеси обволакивать модель, обеспечивая бопее полное покрытие. Другие компоненты регулируют время затвердевания формовочной смеси или способствуют удалению воздуха из неё. Для того, чтобы повысить прочность формовочной смеси, недавно в неё стали добавлять волокна фибергласа - технологическое усовершенствование, напоминающее о том, как древние египтяне использовали для этой цепи траву.
Стандартную формовочную смесь используют при отливке золота, серебра, бронзы и почти всех других металлов. Исключением является платина, для которой требуется специальная высокотемпературная формовочная смесь.
Так как из гипса, входящего в состав формовочной смеси, удалена большая часть воды, порошок активно поглощает воду. По этой причине его следует хранить в плотно закрытом водонепро ницаемом контейнере ипи в плотно закрытом пластиковом пакете. По мере использования формовочной смеси пакет приходится открывать и закрывать, в него попадает атмосферная впага, и, даже при соблюдении всех условий хранения со временем свойства формовочной смеси ухудшаются. Приобретайте такое количество, которое сможете израсходовать за 6 месяцев или менее.

ПРИОБРЕТЕНИЕ ФОРМОВОЧНОЙ СМЕСИ И РАБОТА С НЕЙ.
Формовочная смесь содержит порошок двуокиси кремния, который может вызвать серьёзные заболевания лёгких. Работая с формовочной смесью, вы должны надевать специальный респиратор. Обычной бумажной маски недостаточно приобретите респиратор, предназначенный именно для работы с двуокисью кремния. Симптомы заболевания дыхательных путей, вызванного этим порошком, могут не проявляться, пока болезнь не станет хронической.
Если в вашем распоряжении имеется большой контейнер порошка, будет хорошо иметь еще один, поменьше чтобы время от времени наполнять его из большого. Это не только сократит время контакта с воздухом для основного запаса, он не будет безвозвратно испорчен, если вода попадет в маленький контейнер, содержимое которого е таком случае можно выбросить.
Формовочная смесь есть в продаже практически у всех поставщиков питейного оборудования, и зачастую информацию об её источниках можно получить в организациях, занимающихся промышленным литьем, е зависимости от того, в какой части страны вы живете. Небольшие количества формовочной смеси, до 10-15 кг, пожалуй, легче всего приобрести там же, где вы обычно покупаете оборудование для питья. При покупке большего количества стоимость перевозки становится существенной. Свяжитесь с вашим поставщиком или с производи телем формовочных смесей, чтобы узнать адрес региональной торговой организации. Возможно, имеет смысл объединиться ещё с несколькими ювелирами и в складчину оплатить покупку партии смеси или поездку на оптовый склад. Иногда можно найти крупных местных потребителей и присоединиться к их заказу Литье с использованием формовочной смеси становится широко распространенным в промышленности. Например, при стпивке вентилей и небольших деталей механизмов В крайнем случае, можно прио.брести формовочную смесь в зубопротезной лаборатории но я нахожу, что цены там высокие.
.
Вода, ни при каких условиях не должна попадать в контейнер с формовочной смесью. Всегда тщательно вытирайте руки, прежде чем открыть контейнер. Место хранения должно быть расположено на достаточном удалении от раковины, чтобы туда не долетали брызги Попав в формовочную смесь, капля еоды образует твердый комочек, который будет гидратировать окружающий порошок. Если такой комок попадет в неподходящее место литейной формы, он может необратимо испортить отливку. Именно по этой причине многие просеивают формовочную смесь через сито, но гораздо пучшее решение - с самого начала не допускать образование комков.
.
Задачи правильной формовки.
Существует несколько способов затворения формовочной смеси, но все они ведут к решению одних и тех же задач Вот они:.
• правильное соотношение порошка и воды.
• тщательное перемешивание до однородной консистенции.
• отсутствие пузырьков воздуха в смеси.
• оптимальный временной интервал.
Невыполнение любого из этих условии повлияет на прочность питейной формы и качество поверхности Если имеется несколько недостатков, их влияние усилится и в результате будет получена непригодная отливка.
Подготовьте рабочее место, убедившись, что оно чисто и свободно от ненужного хлама. Важный фактор правильной формовки - время, поэтому работать нужно с максимальной эффективностью. Прежде чем начать, убедитесь, что все необходимые материалы находятся под рукой.
ПЕРЕД ТЕМ КАК ЗАТВОРЯТЬ ФОРМОВОЧНУЮ СМЕСЬ:.
• Осмотрите модель и убедитесь, что она чистая.
• Удалите засохшую формовочную смесь из опоки, с основания питника и из гипсовки (резиновый сосуд для затворения формовочной смеси).
• Проверьте водонепроницаемость соединения между опокой и её основанием Если соединение протекает, герметизируйте его глиной или воском.
• Слегка встряхните модель или подержите её под струёй холодной воды, чтобы убедиться, что литники надежно укреплены на модепи и на основании опоки.
• Смочите модель промышленным препаратом, препятствующим появлению пузырьков на ее поверхности или другим смачивающим реактивом.
Формовка - грязное дело.
При работе, как с порошком, так и с затворенной формовочной смесью следует соблюдать аккуратность- однако после того как формовка закончена, есе равно придется что-то вымыть. Расположите место, где будете заниматься литьем, подальше от «чистых» участков мастерской и всегда предусматривайте в своем рабочем расписании время на уборку Никогда не выпивайте формовочную смесь в раковину, где она затвердеет в трубах и забьет их. Всё оборудование для формовки - гипсоеки шпатепи и иногда даже рабочая поверхность - должны быть сдепаны из резины. После того, как Формовочная смесь затвердеет, её легко снять с гибкой резиновой поверхности и выбросить в ведро для отходов. Вы также можете пользоваться и пластиковой посудой, но она быстро растрескивается.
Гидратация.
Гидратированную формовочную смесь, т.е. формовочную смесь, которая абсорбировала воду, можно отличить по нескольким признакам. Её время схватывания заметно удлиняется. Когда она всё же схватится, литейная форма будет менее прочной, чем следует. Это можно заметить по появлению на отливке наростов, похожих на рыбьи плавники (так называемый облой), или же, в особо серьёзных случаях, устремляющийся в форму металл может разорвать её. Кроме того, гидратированная питейная форма может сделать поверхность отливки грубой.
Что касается гидратации, в этот вопрос можно внести ясность, еспи у вас есть точные весы и образец заведомо свежей формовочной смеси той же фабричной марки, что и ваша. Отмерьте равные объемы обоих образцов и взеесьте их. Из-за поглощенной воды гидратированный образец будет весить больше. Еспи превышение веса составляет более 20%, старый порошок придётся выбросить.
Другой способ: затворите свежий образец формовочной смеси и сравните его время скатывания со временем схватывания сомнительного образца. Если старая формовочная смесь схватывается на пару минут дольше, её следует выбросить.
ЭФФЕКТ ЗЕРКАЛА.
Наблюдая за так называемым эффектом зеркала, вы можете ещё раз проверить, правильно ли вы рассчитали время формовки. После того, как формовочная смесь приготовлена и залита е опоку, наблюдайте за теми участками на её поверхности, где при ближайшем рассмотрении видна тонкая плёнка воды. В определённый момент эта вода впитается, что особенно явно будет заметно, вдопь верхней кромки опоки, как губка или бумажная салфетка впитывают каппю воды. Это произойдет спустя от 1 /г до 2 минут после окончания времени работы с формовочной смесью, то есть через 11-11 /г минут после того, как вы начали сыпать в воду порошок формовочной смеси. Если эти цифры сильно расходятся с вашими результатами, поверьте свои измерительные приборы и температуру воды.
Вы заметите, что схватывание формовочной смеси - экзотермическая реакция. Так как при этом выделяется тепло, е течение примерно следующего получаса опока будет теплой на ощупь.
Формовочная смесь вредна для вашей кожи именно потому, что она с жадностью поглощает воду. Гипс -сильное основание, и он обжигает кожу так же, как это депает щёпочь. Конечно, гипс не так едок, как щёлочь, и для большинства пюдей непродолжительный контакт грозит лишь немногим бопее серьёзными последствиями, чем чувство дискомфорта. Быпо бы хорошо взять за правило увлажнение рук специальным лосьоном. После завершения формовки щелочь можно нейтрализовать раствором уксуса, а затем вымыть руки с мылом и ополоснуть водой. Если ваша кожа очень чувствительна, перед формовкой нанесите на неё побольше лосьона для рук и/или работайте в резиновых перчатках.

Затворение формовочной смеси имеет кое-что общее с приготовлением яйца всмятку: фактор времени является критичным. Нижеследующие предписания выглядят сложными; таковыми могут показаться и первые попытки, но с ростом опыта в итоге установится удобная схема действий, и поглядывание на часы будет вытеснено интуитивным регулированием скорости работы. Я думаю что с яйцами депо обстоит точно так же.
ЗАТВОРЕНИЕ ФОРМОВОЧНОЙ СМЕСИ: КОНТРОЛЬ ВРЕМЕНИ
Если изготовителем не указано другое, время работы с формовочной смесью составляет 9 /г минут, плюс-минус 30 секунд. При правильной формовке используется все это время, но не больше Если на затворение уйдет время больше указанного, формовочная смесь начнет затвердевать (схватываться) раньше, чем сможет полностью окутать модель Длительная работа с формовочной смесью на этой стадии ослабляет материал формы и может привести к появлению заливов из-за мелких трещин и разрывов в форме.
Если вы закончите формовку за меньшее время, чем требуется, формовочная смесь может отделиться от воды, которая, поднимаясь вверх, оставит на поверхности отливки вытянутые следы в виде приподнятых ручейков Особенно важно смотреть на часы, если работа является новой для вас. Заранее продумайте, что именно вы должны будете депать когда пройдет половина отведенного вам времени. Взглянув на часы, вы будете знать, работаете пи вы слишком быстро ипи слишком медленно, и сможете соответственно изменить скорость работы. Существенно облегчит дело кухонный ипи фото таймер
Смачивающие препараты.
Смачивающие препараты промышленного производства понижают поверхностное натяжение на границы модепи и раствора и способствуют полному обволакиванию модели формовочной смесью. Некоторые литейщики считают их применение важным, а другие - излишним. Вам следует попробовать поработать со смачивающим препаратом, чтобы увидеть, будут ли какие-то отпичия.
Покройте модель смачивающим препаратом с помощью мягкой рисовальной кисти, например, для акварели или каллиграфии Дайте раствору высохнуть, что займет окопо 10 минут. Это важно, так как влага на поверхности модепи будет захватывать пузырьки воздуха, что приведёт к появлению на отливке корольков.
Вместо смачивающего препарата можно использовать спирт - годится тот же -амый спирт, который служит горючим для спиртовки; его можно наносить кистью •га фитилем спиртовки.
Вода.
Как бы то ни было, при изготовлении литейной формы постоянство является добродетелью. Если каждый раз брать воду одной и той же температуры, из процесса исключается одна переменная величина, и это, как правило, выгодно. Когда возникают какие-то проблемы, их причины легче отследить и исправить, если имеется только дае переменных.
В большинстве случвев хорошую литейную форму можно получить, пользуясь обычной водопроводной водой комнатной температуры. Горячая вода уменьшит время схватывания формовочной смеси. Вода комнатной температуры (22°) должна быть приятной - не холодной и не горячей. Тем, кто по-настоящему дотошен, я бы посоветовал устройство для раковины, которое называется «Flo-Тетр» -небольшой прибор, который укрепляется на водопроводном смесителе и имеет встроенный датчик, измеряющий температуру протекающей через него воды. Регулируя горячии и холодный краны, легко получить струю воды опредвленной температуры. Такие приборы стоят окопо 30$; их можно приобрести практически в любом магазине фототоваров.
В некоторых географических областях вода содержит химические соединения, которые могут быть нежелательными при изготовлении литейной формы. Если у вас возникают проблемы с литьем, которые невозможно объяснить другими причинами, попробуйте пользоваться дистиллированной водой или питьевой водой из бутылок. Некоторые питейщики считают, что если дать водопроводной воде отстояться 24 часа в неплотно прикрытой банке, то газы из неё улетучатся и результаты будут лучше.
Водо-массовое соотношение.
• ПОВЕСУ.
Затворите формовочную смесь в соотношении 38-40 частей воды на каждые 100 частей порошка по еесу. При смешивании добавляйте порошок в воду, как описано ниже. При затво-рении формовочной смеси «по циф рам» важно пользоваться точными весами. Как уже было сказано, порошок формовочной смеси должен быть свободным от влаги. Если формовочная смесь набралась влаги из воздуха (и помните, она делает это с жадностью), все вычисления окажутся неверными.
• НА ГЛАЗОК.
Менее научный метод определения соотношения вода/порошок базируется на чутье и опыте. Сначала налейте в гипсовку объем воды, соответствующий /з объёма опоки. Заметьте время, затем начинайте осторожно сыпать в воду порошок. После добавления нескольких порций, посередине сосуда появится островок. Понемногу подсыпайте порошок, пока островок не покроет почти всю поверхность воды и не перестанет погружаться.
Прочность литейной формы зависит от того, насколько однородной консистенции удалось достичь при смешивании порошка и воды. Первый шаг на пути к этому - добавлять порошок в воду, а не наоборот. Если лить воду в порошок, образуются комки, которые невозможно будет полностью размешать.
Даже для небольшого объема формовочной смеси время перемешивания должно составлять не менее четырех минут. В промышленности полагаются на сложное электронное ипи вакуумное оборудование, либо на их комбинацию при работе вручную всё это может быть заменено обычной взбивалкой для яиц.
Формовочную смесь можно также перемешивать пожкой или шпателем, или растирать пальцами. Мне нравится делать это пальцами, поскольку так я могу во время перемешивания почувствовать комки, но должен признать, что шпатепь перемешивает более тщательно. Возможно, лучший способ.
- начать с растирания комков пальцами, а затем уже взять шпатель и тщательно всё перемешать. Переме шивая формовочную смесь, старайтесь избегать образования пены.
Хотя это и ненаучно, я определяю качество смеси на ощупь. Я помешиваю в гипсовке пальцем, чтобы почувствовать, будет ли консистенция текучей, но в то же время достаточно густой, чтобы оказывать сопротивление движению пальца. По ощущению, формовочная смесь должна быть чуть более жидкой, чем сметана (еозмож но, придется зачерпнуть полную пригоршню сметаны, чтобы почувствовать, что это такое). Вы можете оценить непрозрачность смеси, обмакнув в неё палец а затем вынув его в вертикальном положении. Если через слой смеси просвечивает цвет кожи, значит, смесь слишком жидкая.
Опыт и наблюдения научат вас, на что обращать внимание и как узнать, верны ли соотношения Во время нескольких первых затворений наблюдайте за «эффектом зеркала».
Удаление пузырьков воздуха.
Даже при осторожном перемешивании формовочная смесь будет полна воздушных пузырьков. При малейшей на то возможности они прилипнут к модепи, и когда воск выгорит освободив питейную полость они оставят в её стенках маленькие сферические углубления. Когда в форму будет залит металл, в тех местах, где были пузырьки (т е там, где не было формовочной смеси) на поверхности отливки появятся бородавчатые наросты - «корольки».

Если на внешних участках отпивки будет пишь несколько пузырьков, то удалить их несложно. Однако их могут быть сотни, причем они имеют обыкновение скапливаться в самых труднодоступных местах изделия.
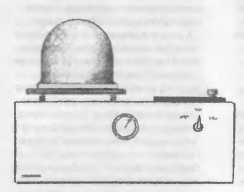
Лучший из всех изобретенных до сих пор способов удаления пузырьков -поместить затворенную формовочную смесь под колокол и создать вокруг неё вакуум. При этом из смеси удаляется воздух.
Если у вас есть вакуумный аппарат, его следует подготовить, прежде чем смешивать порошок и воду. Убедитесь, что поверхность столика и ободок колокола чисты, а соединение между ними воздухонепроницаемо. Затворите формовочную смесь как описано выше и установите гипсовку с нею в центре стопика. Переключите вакуум на столик и включите аппарат. Смесь следует вакуумировать в течении 1 Чг минуты; при этом она будет вспухать в сосуде и покроется шапкой пены, совсем как молочный коктейль. После отключения вакуума смесь опадет до исходного объема (или немного меньше - из-за потери воздуха). Её консистенция станет заметно гуще.
Чтобы модепь не сломалась под весом формовочной смеси, заливайте её по стенке опоки, не забывая придерживать опоку на основании, если не хотите налить себе полные ботинки формовочной смеси. В конце концов, опока - всего лишь отрезок трубы, не так уж прочно стоящий на основании.
Установите опоку с формовочной смесью на вакуумный столик и повторите вакуумирование в течение 1 /
минуты. Большинство аппаратов вмещает три больших или четыре маленьких опоки, так что можно работать одновременно с несколькими опоками.
Не оставляйте опоки под вакуумом на длительное время. Продолжительная выдержка приведет к закипанию, из-за чего в уже густой формовочной смеси снова появятся пузырьки.
Чтобы облегчить выход пузырьков на поверхность, несколько раз ударьте по подпружиненному вакуумному стопику или постучите чем-нибудь (отверткой, рукояткой молотка и т.д.) по стенке колокола.
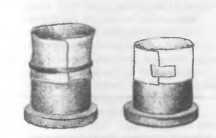
Если вы предусмотрите подъем формовочной смеси в опоке, то сэкономите время на уборке. Во время вакуу-мирования формовочная смесь вспухает, выплескиваясь на столик, и ее количество в опоке уменьшается. Одно из решений этой проблемы -снабдить опоку манжетой из резины или пластика, которую можно приклеить липкой лентой или закрепить резиновым кольцом. Можно воспользоваться обычной бумагой, но рекомендуется широкая упаковочная пента. Источником пластика могут служить бутылки из-под нвпитков.
ЧТО СЛЕДУЕТ ПРЕДУСМОТРЕТЬ
В качестве альтернативного решения оставьте опоку на 10-12 мм не заполненной. После вакуумирования в опоку следует долить добавочную порцию формовочной смеси. Ничего страшного, если в этой добавке будет больше пузырьков, чем в нижней части опоки, поскольку верхняя часть формы не соприкасается с моделью; так что пузырьки не являются проблемой.
Уберите опоку в сторону и оставьте её в покое по меньшей мере на 15 минут, но сначала не забудьте её пометить, ведь все опоки похожи друг на друга Напишите на опоке мелом важные сведения (имя заказчика, дату, название изделия, количество металла), а позже нацарапайте эту информацию на затвердевшей формовочной смеси.
Вибрационный метод.
Ещё один способ удаления пузырьков - «встряхивание». Последовательность работ та же, что и при вакуумировании, за исключением того, что гипсовка и опока, каждая в свою очередь, устанавливается не под колокол, а на вибрирующий столик.
В аптеках продается массажер для тепа, который очень похож на специальный вибратор для формовки, но стоит намного дешевле. Для того, чтобы им можно было воспользоваться, потребуется укрепить его в какой-нибудь подставке.
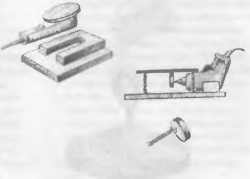
Ещё одно приспособление -небольшой мотор с диском-ексцентриком. Из него можно желать постоянное устройство, а можно приспособить для этой электрическую ручную дрель.
При таком подходе опоку устанавливают на гладкую поверхность, лучше всего на пист стекла ипи плексигласа, и герметизируют вдоль нижнего края глиной ипи воском. Затворите формовочную смесь как описано выше, затем постучите чем-нибудь (например, отверткой) по гипсовке, чтобы выгнать пузырьки. Залейте густую формовочную смесь почти до верха опоки и снова постучите либо по опоке (осторожно), пибо по её основанию Последнее будет особенно действенным, если основание установлено на упругой поверхности например, на подкладке из пенорезины.
Затем в опоку осторожными, покачивающими из стороны в сторону движениями погружают модепь, снабженную литниками. После затвердевания формовочной смеси основание опоки убирают и вырезают в форме воронку для заливки расплавленного металла Этот метод часто применяется в сочетании с формовкой в твердой оболочке.
ОБОЛОЧКОВЫЕ ФОРМЫ.
Затворите небольшое количество формовочной смеси, примерно ’/« от обычного для ювелирной отпивки объема, и нанесите её на модель мягкой кистью, тщательно промазывая труднодоступные места. Чтобы эта оболочка была тверже, посыпьте покрытую модель сухим порошком формовочной смеси. По желанию процесс можно повторить, но обычно одного раза достаточно. Этот спой определяет качество поверхности отливки, и именно по этой причине имеет большое значение. Кроме того, затвердевшая оболочка защитит модель при формовке любым из описанных выше способов. Поскольку окружающая формовочная смесь не будет непосредственно соприкасаться с моделью, уже не так важно, будет ли она свободна от пузырьков
