4.
Перевернув модель, прикрепите питники так, чтобы они соединялись в центральной точке над моделью.
5.
Подсчитайте нужное для отпивки количество металла.
6.
Выберите подходящие к модели, опоку и основание литника.
7.
Прочно укрепите снабженную питниками модепь на основании Убедитесь, что в местах прикрепления питников.
8.
Наденьте респиратор и заформуйте модепь.
Материалы для изготовления литников.
Для изготовления питников годится любой воск, но предпочтительнее всего круглая проволока из мягкого воска так как она позволяет более точно расположить модепь внутри опоки. Преимущество мягкого воска ещё и в том что при нагревании он обеспечивает прочное соединение: зто поможет вам избежать такой неприятности как отвалившаяся при формовке модель.
Хорошая отливка требует интенсивной подачи металла в полость изложницы что может бьпъ достигнуто, если стенки питников гладкие и прямые настолько, насколько зто возможно. Литник с неправильным поперечным сечением будет перемешивать вливаемый металл, поэтому откажитесь от питников из скрученных вместе проволок. Скрученные проволоки могут вызывать проблемы ещё и потому, что поток вливаемого металла может разрушить тонкии гребень формовочной смеси, образующийся вдоль линии скручивания, что приведет к загрязнению отливки Более толстый питник можно сделать, скатывая восковые проволоки в ладонях или соединяя восковые стержни бок о бок.
В качестве литников можно использовать стержни из пластмассы, но лучше этого не делать. Большинство пластмасс плавится при более высокой температуре, чем воск, поэтому модепь расплавится раньше, чем откроется канал литника. Это может Привести к закипанию воска внутри формы.
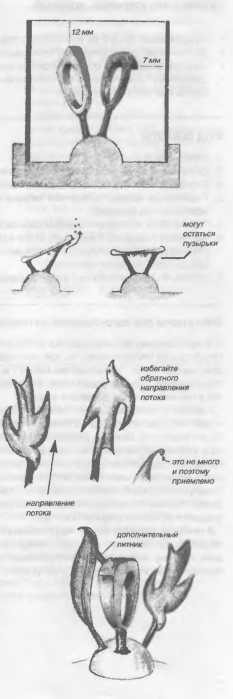
Модель должна быть размещена в опоке таким образом, чтобы вокруг неё со всех сторон оставалось пространство около 7 мм Если в одной опоке отливается несколько моделей, они должны отстоять друг от друга по крайней мере на 3-4 мм. Расстояние между верхом модели и верхом формовочной смеси должно быть несколько больше, особенно для тяжелых отливок, когда масса металла, с силой ударяя в тонкую верхнюю стенку, может разрушить её.
12 мм - это минимум.
Никогда не размещайте плоскую модель горизонтально. Наклонная модепь заставляет металл рикошетить от стенок полости, что ведёт к более полной отливке. Если расплавленный металл налетит на плоскую стенку, он будет отброшен обратно в питник, навстречу вновь поступающему металлу, что вызовет завихрение потока В результате отливка получится пористая или с грубой поверхностью.
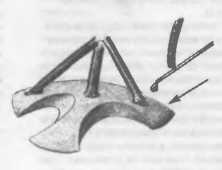
Модепь должна быть расположена таким образом чтобы весь поток металла от точки входа устремпяпся вниз. На рисунке показано направление потока; избегайте положения, при котором металл будет вынужден течь в направлении, обратном указанному. Если в обратный поток вовлекается небольшое количество металла, особенно когда сзади на него будет напирать относительно большая масса, то такое соотношение потоков будет приемлемым.
Литники должны располагаться в радиальном направлении от литниковой чаши. Они не должны встречаться в центральной точке, но должны сходиться в верхней трети купола. Отсюда их следует подвести к каждому массивному участку модели. В том случае, если свободного пространства мало начертите на листе бумаги прямоугольник точно соответствующий внутренним размерам опоки, вычертите основание опоки и купол питейной чаши, затем уложите на бумагу модель и начертите схему идеального расположения питников
РАСПОЛОЖЕНИЕ ЛИТНИКОВ.
1.
Присоединяйте питники к самой массивной части модели.
2.
Присоединяйте литники там, где они не повредят текстуру поверхности и откуда их пегко будет удалить после отливки.
3 Питайте каждую массивную часть модели от своего собственного питника.
4. Для тонких участков, особенно если они расположены далеко от центра модели, могут потребоваться дополнительные питники.
Кристаллизация
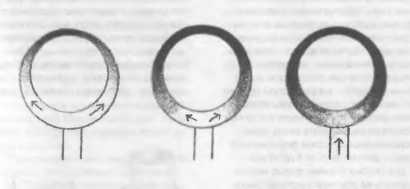
По мере охлаждения металл застыва ег, образуя упорядоченную структуру; этот процесс называется кристаллизацией. Остывая, металл сжимается подобно тому, как аккуратный штабель кирпичей занимает меньшее пространство, чем беспорядочная куча. Небольшие колонии, или зерна, кристаллов растут независимо друг от друга, из-за чего между ними образуются микроскопические пустоты, которые, если их не запоп нить, станут порами отливки. Еспи же есть резерв расппавпенного металла, он будет втянут в эти поры и заполнит их.
Если к отливаемому объекту при мысает более массивный участок, он :.
чем само изделие, обеспе-» поступление расппавпенного металла в поры. Когда начнет крис-tj—мэс ггься эта наиболее массивная часть, источника расппавпенного металла для заполнения пустот уже не будет, и в ней образуются поры. Качественная отливка требует такого расположения питников, чтобы это происходило вне отливаемого объекта, например, в цоколе отпивки (слиток металла в литниковой чаше). Поэтому главный литник должен быть самой массивной деталью внутри формы а цоколь - самой массивной деталью всей отпивки Так как этот спиток металла имеет наибольшую массу, он будет остывать последним. На рисунках верху показана такая последовательность затвердевания. При отливке ювелирных изделии всё это происходит за несколько секунд Как использовать прибыли для создания направленной кристаллизации, смотрите ниже. Информацию, имеющую отношение к этому вопросу также можно найти в главе 10.
Вокруг модепи должно оставаться пространство около 7 мм, а над ней -несколько больше. Если опока слишком мала, существует риск, что вбрасываемый в полость расплавленный металл сломает тонкую стенку опоки.
ВЫБОР ОПОКИ И ОСНОВАНИЯ
Если опока слишком велика, могут возникнуть другие проблемы. Во-первых, это приведёт к перерасходу формовочной массы и потребует больше времени и энергии на выжигание. Газы, образующиеся в полости формы во время выжигания, обычно просачиваются через поры формовочной массы и уходят наверх. Если слой формовочной массы над моделью слишком толстый, отвод газов может быть затруднён, и в результате получится частичная отливка. Чтобы обеспечить достаточную плотность и в то же время не перекрывать отход газов, толщина верхнего слоя формовочной массы должна быть от 6 до 12 мм.
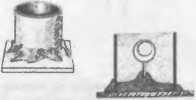
Для особых случаев форму можно сделать из обычной жестяной банки. Только убедитесь, что это «настоящая» жестяная банка, а не одна из нового поколения алюминиевых банок. Срежьте верх и дно, и, если необходимо, обрежьте по размеру. Такой контейнер можно гнуть, придавая ему необычную форму до тех пор, пока он не подойдёт по размеру к центробежной машине. Если отливка будет производиться под действием силы тяжести, или в ручной центрифуге, или под давлением пара либо вакуумным питьем, на зто не стоит обращать внимание.
Поскольку такая опока из жестяной банки будет иметь необычную форму или размер, стандартное основание к ней не подойдёт. Изготовьте основание как показано на рисунке, из пластилина, мягкого воска или глины. Чтобы его можно было переставлять с места на место, разместите его на листе мазонита, пластмассы или на крышке от банки.
Прибыли.
В случае сложной системы литников иногда оказывается невозможным соединить литниковую чашу непосредственно с самой массивной частью модепи. Чтобы обеспечить вне модепи область, которая будет остывать последней, в таких случаях на литниках делают восковые утолщения - прибыли.

Скатайте в пальцах шарики из мягкого воска, в каждом из них проколите спицей отверстие, и нанизайте на восковую проволоку, затем загладьте место соединения горячей иглой. Это застрахует от завихрений поток металла, текущего через резервуар в полость формы.
При отливке обычных ювелирных изделий пользуйтесь восковыми литниками, которые немного массивнее самой массивной части изделия. Я считаю удобной для этих целей проволоку около 3 мм в диаметре. Воск достаточно мягок для того чтобы можно было легко скатать в ладонях два три стержня в один, более толстый.
Четко представив себе, где именно будут прикреплены питники, уложите модепь «на спину» или «кверху пузом» Введите в пламя спиртовки иглу, держа тем временем проволоку для литника непосредственно над местом присоединения. Прикоснитесь горячей иглой к кончику проволоки и опустите его на место Удерживайте проволоку неподвижно в течение нескольких секунд, пока воск не затвердеет. Пока игла ещё горячая, отрежьте литник до нужной длины.
Прикрепив литники, возьмите модель в руки и проверьте каждое соединение Удерживая модель в положении соответствующем её положению внутри опоки, убедитесь, что поток расплавленного металла на каждом участке будет направлен вниз от точки входа. Если есть какие-то недочеты, настало время их исправить.
Переверните модель и держите её над куполом литниковой чаши. Если необходимо, укоротите питники до нужной длины, либо с помощью горячей иглы, либо прищипните их ногтями. Сильно нагрев игпу, проводите ею по кончикам литниковых проволок, одновременно опуская модель на купол литниковой чаши В месте соединения каждого питника с чашей сделайте галтель, как описано ниже.
ГАЛТЕЛИ.
В месте соединения литника с моделью следует сделать галтепь, или восковое утолщение. Галтель представляет собой имеющее форму мениска дополнительное количество воска, добавленное в место соединения, чтобы увеличить массу и сгладить переход от литника к модепи. Прямой угол (см. рис. А) может послужить причиной расплескивания металла по литейной попости, что недопустимо. Сужакидойся литник (см рис. В) Судет впрыскивать металл в полостъ. сознавая завихрения потока. Кроме того, формовочная смесь хрупка, поэтому острые углы могут ломаться под напором расплавленного металла Это приведет к дефектам отпивки и загрязнению её формовочной смесью.

литник в месте контакта с моделью сужается плохо

закругленные соединения способствуют непрерывному току металла
Для того, чтобы наложить дополнительное количество воска, нагрейте иглу и нацельте её кончик на соединение таким образом, чтобы он отстоял от литника примерно на 3 мм. Прикоснитесь к игле восковой проволокой на 10-12 мм выше кончика; образуется капля, соскользнёт вниз по игле и упадёт на основание литника. Всё происходящее подразумевает, что игла нагрета точно до нужной температуры. Для того, чтобы всё происходило, как описано, потребуется некоторый навык. Процедуру повторяют для каждого питника.
При другом способе игла не нужна; вместо неё потребуются быстрая рука и хороший глазомер. Определив место прикрепления питника, проведите сквозь пламя кончик восковой проволоки, чтобы на нём образовалась капля. Быстро приложите его к нужному месту и удерживайте, пока воск не затвердеет.
Чтобы освоить этот способ, потребуется немного усилий, но он очень быстрый - стоит только проявить настойчивость. При укреплении питников также очень удобно пользоваться стеком для воска с подогревом.
Выбор литниковой системы.
Почти невозможно удовлетворить все требования по правильному подводу литников при работе с единственным изделием. Многие модели слишком сложны и не позволяют легко следовать правилам. В других случаях, присоединить литники согласно описанию возможно, но в результате восковая модель будет выглядеть так, словно она запуталась в паутине сумасшедшего паука. Необходимость срезать десятки питников требует большой работы и может уничтожить очарование свежей отливки.
Литейщики, которые работают с резиновыми формами, находятся в идеальном положении - это позволяет им экспериментировать с литниками. Как только изготовлена резиновая форма, восковые модели легко копируются, и с той же лёгкостью можно пробовать различные способы расположения литников. Неполные отпивки просто бросают плавильный тигель. По мере необходимости осторожно добавляют более толстые или дополнительные литники, до тех пор, пока не будет найдена минимально эффективная система.
В то же время, в план работы может быть включен фактор риска. Если одна из десяти отливок оказывается неудачной, иногда питейщику проще всего заформо-вать на 10% моделей больше, чем требуется; этот излишек обеспечит получение нужного количества качественных отливок.
Как избежать затруднений.
Начинающие питейщики легко забывают, что металл будет заполнять полость не только литейнои формы, но и питников Литники вырастут из отливки подобно твёрдым металлическим рогам, и иногда при их удалении могут возникнуть трудности Помните об этом, предусмотрительно располагая литники в тех местах, где они будут легко доступны пиле кусачкам и напильникам Если модепь имеет необычную текстуру поверхности расположение литников должно быть тщательно продумано таким образом, чтобы не повредить её. После того, как литник отрезан, зачастую бывает трудно скопировать на металл текстуру восковой поверхности Если модель имеет несколько массивных участков, будет разумно лодвести питник к каждому из них. Как показано на рисунке все они могут исходить из одной литниковой чаши или иногда могут ответвляться друг от друга. Массивные участки соединённые относительно толстой перемыч кои, можно питать через один литник, но если перемычка тонкая, питников потребуется два Тонкие участки, удалённые от основной массы отливки, также могут требовать особого внимания по иным причинам, чем вышеупомянутые Из за поверхностного натяжения требуется дополнительное давление для того, чтобы металл затек в узкое пространство. Существует эмпирическое правило, чем выше температура плавления металла, тем больше величина поверхностного натяжения Первоначальный напор металла особенно ослабевает в «конце» отливки (в области, наиболее удаленной от входного отверстия литника) Такие удаленные участки питают напрямую подводя непосредственно к ним отдельные литники

удаленные участки питайте напрямую

снабжайте питником каждый массивный участок

избегайте повреждения структуры
ОСОБЫЕ СЛУЧАИ.
некоторые методы литья или материалы, требуют несколько иного подхода к расположению питников. Это литье под давлением пара, питье в песок и питье в ; из сепиолита.
За детальными разъяснениями по этим методам обращайтесь к соответствующим главам.
Вычисление требуемого количества металла.
Опыт дает возможность делать уверенные предположения о том, какое количество металла потребуется для отливки. Можно развить весьма неплохой глазомер, особенно при работе с хорошо знакомыми объектами. Но для начинающих, или в том случае, когда модель не похожа на другие недавние отпивки при подсчете требуемого количества металла будет лучше опираться на точные измерения.
Взвешивание
Если умножить вес восковой модепи на удельный вес отливаемого металла и разделить полученный результат на удельный вес воска, можно вычислить, сколько металла потребуется для отливки. Для этого потребуются точные чувствительные весы. Вполне подойдут ювелирные весы. Недорогие почтовые весы - лучше, чем ничего, но их все же недостаточно.
Взвесьте модепь с прикрепленными литниками, не забыв обратить внимание на то, в каких единицах измеряется вес. Например, если вы начали с веса модепи в граммах, то полученный результат тоже должен быть выражен в граммах. Неважно, какими единицами веса вы пользуетесь; постоянное соотношение между моделью и металлом - вот что важно.
Поскольку удепьный вес воска около единицы, все вычисления сводятся к умножению веса модели на удельный вес отпиваемого металла. На странице 157 приведена таблица удельных весов, составленная для наиболее распространенных металлов.
Вы должны ясно понимать, что именно вы взвешиваете. Если вы взвешивали только модепь с литниками, не забудьте прибавить ещё некоторое количество металла на цоколь отпивки (т.е. металл, который заполнит куполообразную полость литниковой воронки) Это важно для получения хорошей отпивки, так как цоколь служит источником расплавленного металла и, кроме того «закрывает двери» отпивки. При литье изделий из стерлингового серебра на цоколь обычно добавляют около 15г для каждой модели. С увеличением размера модепи должен пропорционально увеличиваться и размер цоколя.
Эта система также может быть удобной при установлении цены или интервала цен для заказчика. Можно, например взвесить модепь без питников, чтобы определить количество (и, следовательно, стоимость) металла, который пойдет на её отливку Таким образом, вы можете определить цену одного и того же изделия, отлитого, допустим, из золота 14К, 10К или 18К.
Этот способ представляет недорогую альтернатиау тем, у кого нет весов. Вам потребуется только стеклянный сосуд, например, градуированный цилиндр или прозрачная банка. После того, как сосуд заполнен до заданной отметки водой комнатной температуры в него полностью погружают восковую модель; вода при этом поднимается. На уровне подъема делают отметку. Поскольку воск не тонет, вам придется погружать его, закрепив на проволоке или держа тонким пинцетом.
Метод вытеснения воды
Вынуе модепь из воды, добавляйте в сосуд металл, пока вода вновь не поднимется до отмеченного уровня.
И в этом случае также необходимо помнить, что измеряется только объем погруженного объекта; вы должны добавить дополнительное количество металла на цоколь отливки. Этот метод не так точен, как взвешивание, поэтому я рекомендую добавлять столько металла, чтобы наверняка исключить всякий риск.
Если вы пользуетесь методом вытеснения воды, важно, чтобы сосуд не был чересчур большим для модепи. Если сосуд слишком велик, повышение уровня воды будет настолько небольшим, что его не удастся точно отметить По этой причине стоит иметь несколько сосудов разного диаметра

добавляйте в сосуд металл пока уровень воды не поднимется до отметки
погрузите модель и отметьте уровень подъема воды

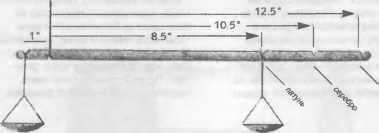
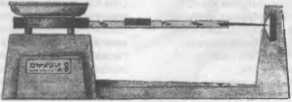
ПРОСТЫЕ ВЕСЫ.
Изображенные на рисунке весы можно сделать из любого имеющегося в наличии металла. Очень важно, чтобы расстояние между указанными точками было отмерено точно, а обе чашки были одинакового веса. Чашки можно выколотить из листа металла, или воспользоваться простыми бумажными стаканчиками. Поперечная перекладина может быть подвешена на струне, либо может качаться на вертикальной стойке.