Примечания. 1. Самой инзкой стойкостью в вакууме обладает магнезит.
2: Температуры плавлеиня указаны для чистых окислов.
3.
Рекомендуемая дисперсность пылевидных материалов .
4.
Для дистен-силлиманита и муллита указаны температуры диссоциации на А1
0* и вязкую эвтектическую жидкость (S10
).
Рис. в.5. Схемы кремнекислородных тетраэдров в кварце:.
а — кристаллическом; 6 — аморфном (плавленом). Штриховыми линиями показаны возможные линии раскола при их измельчении.
.
Окислы. Кварцы SiO
используют кристаллической и аморфной модификации. Первый — природный, второй получают искусственно плавлением первого и часто называют плавленым кварцем, или кварцевым стеклом. Отличаются они строением (рис. 6.5) и термическим расширением.
Кварц кристаллический добывают в карьерах в виде кварцевых песков — формовочных и более чистых — стекольных. При нагреве и нормальном давлении он претерпевает четыре полиморфных превращения с изменением плотности (от 2650 до 2200 кг/м
):
Наиболее существенно быстропротекающее превращение при 573 °С, когда при нагреве увеличивается линейный размер на 1,4 %. Это одна из причин образования трещин в оболочках и засоров в отливках.
Превращения при 870 °С - происходят крайне медленно и для практики литья значения не имеют. При заливке сталей и сплавов с высокой температурой плавления контактный слой оболочки нагревается до 1500 °С и выше, что приводит к кристобаллитизадии кварца с увеличением размеров. Этим объясняется низкая термостойкость кварцевых оболочек.
Кварц кристаллический молотый пылевидный получают помолом чистого кварцевого песка. Предусмотрено две марки молотого пыле видного кварца (МПК) (табл. 6.3).
Кварц марки А рекомендуют для облицовочного (контактного) слоя оболочки, а марки Б — для последующих слоев с этилсиликат-ным связующим.
Состав кристаллического молотого пылевидного кварца марок А и Б,.
% по массе
Показатель | А | Б |
Химический состав: | ||
Si0 2 , не менее | 98 | |
Fe металлическое, не более | 0,06 | 0,25 |
Fe 2 0 3 , не более | 0,05 | 0,15 |
А1 2 0 3 , не более | 0,5 | 1,0 |
Ti0 2 , не более | — | 0,03 |
СаО, не более | — | 0,15 |
Потери при прокаливании | 0,1-0,15 | 0,1—0,2 |
Содержание влаги, не более | 2 | |
Зерновой состав по остатку на сите, не более: | ||
№ 016 | 1,0 | |
№ 010 | 2,5 | |
№ 0063 | 10,0 | |
Через сито № 005 должно пройти, не менее | 85 | | 82 |
Примечание. Реакция водной вытяжки нейтральная.
Маршалит — природный пылевидный кристаллический кварц, встречающийся крайне редко, содержит 96—98% Si0
, неоднороден по химическому и зерновому составу; его применять не следует.
Кварцевый песок применяют для обсыпки облицовочного (контактного) слоя марки 1К016, 1К020, а для последующих — более крупные, например 1 КОЗ 15.
Кварц аморфный — кварцевое стекло [114]. Как показано выше, при рассмотрении полиморфных превращений при 1713 °С кристо-баллит переходит в вязкое кварцевое стекло, называемое также плавленым кварцем. В отличие от кристаллического плавленый кварц представляет собой затвердевшую переохлажденную жидкость с неупорядоченным строением. Его называют аморфным (см. рис. 6.5),.
Известны два вида кварцевого стекла: прозрачное и непрозрачное (ИКС). Первое выплавляют из чистейшего кристаллического кварца и применяют для оптических приборов. Второе выплавляют из обычного стекольного или отмытого кварцевого песка. Непрозрачным оно получается потому, что содержит мельчайшие пузырьки воздуха (0,003—0,3 мм), не успевшие выйти из вязкого расплава. После расплавления песка и охлаждения бруса последний дробят, размалывают, просеивают, получают порошки НКС, которые обладают ничтожно низким коэффициентом термического расширения и высокой термостойкостью, в этом их преимущество перед другими окислами [65]. Как и все аморфные вещества НКС при нагреве до температуры выше 1200 °С кристаллизуется с уменьшением объема — это его второе преимущество перед порошками окислов оболочковых форм, так как вследствие частичной кристаллизации.
Порошки НКС
Обозначение | Фракция | порошка | Обозначение | Фракция | порошка |
Зернистость, мм | Номер сита, ограничивающего фракцию | Зернистость, мм | Номер сита, ограничивающего фракцию | ||
Очень | 1,6 | 2—1,6 | Средний С | 0,315 | 0,5—0,315 |
грубый ОГ | Мелкий М | 0,16 | 0,315—0,16 | ||
Грубый Г | 1,0 | 1,6—1,0 | Тонкий Т | 0,063 | 0,063 — |
Крупный К | 0,5 | 1—0,5 | (пылевид | и мельче | не ограни |
ный) | чено |
только поверхностного слоя оболочка легко отделяется от поверхности стальных отливок.
Полунепрерывный процесс получения бруса НКС и технические условия (ТУ 21-55-52—80) на порошки разработаны ГОСНИИКС (г. Ленинград). В табл. 6.4 приведены сведения из этих ТУ.
.. Согласно ТУ через сито № 0063 должно проходить не менее 98 % по массе пылевидного НКС. Следует отметить, что для получения качественной поверхности оболочки зерновой состав должен быть разнородным, а содержание зерен размером 10 мкм и менее должно быть более 20
%.
Зерновой состав (оптимальный) пылевидного НКС:
Электрокорунд (аА1
и
) получают в дуговых печах и подразделяют на нормальный (черный) и белый. Нормальный, получаемый восстановительной плавкой бокситов, содержит 4—6 % вредных примесей (табл. 6.5), снижающих его температуру плавления и химическую стойкость. Белый электрокорунд может содержать до 6 % алюмината натрия в виде относительно мягких включений. При дроблении слитков и седиментационном разделении алюминат натрия оседает в пылевидной фракции.
.
Таблица 6.5.
Химический состав электрокорунда, %
Марка. электро-. коруида | А1 2 0 3 | Fe z 0 3 | Si0 2 | тю 2 | СаО | MgO | Na z O |
Нормаль | 93,50— | 0,7—1,68 | 0,64— | 1,7—2,71 | 0,58— | 0,10— | _ |
ный ЭН | 96,08 | 1,68 | 0,74 | 0,28 | |||
(черный) | |||||||
Белый ЭБ | 99,46 | 0,07 | 0,2 | 0,03 | 0,23 |
Алюминат натрия со связующим Si0
из ЭТС при прокаливании оболочек или заливке в них расплава образуют на поверхности зерен основы соединения типов Na
0- Al
0
-4Si0
(жадеит) с темпе-
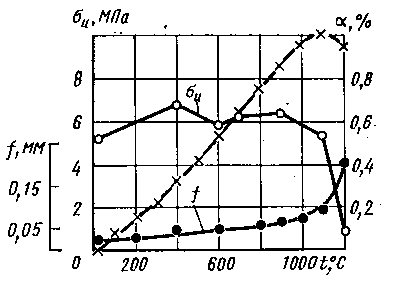
Рис. 6.6. Свойства оболочки из белого электрокорунда, содержащего, % по массе: 0,68 StO
, 0,15 СаО, 0,14 Ре
0,,.
0,34 (NajO + К
О) со связующим гель SЮ
. о
— предел прочности при изгибе, МПа; f—стрела прогиба образцов, мм (расстояние между опорами 60 мм при нагрузке 1,5 кг).
.
ратурой плавления 1060 °С и Na
O-Al
0
-6Si0
(альбит), плавящегося при температуре 1100 °С. Это приводит к размягчению оболочки при температуре 1060°С и резкому падению прочности их при 1200 °С [58] (рис. 6.6).
Электрокорунд химически стоек, не образует питтинга. Так как расширение, при нагреве плавное, оболочка обладает достаточной термической стойкостью и ее можно заливать в горячем виде без опорного наполнителя. Для суспензий применяют смеси дорогих классифицированных порошков белого электрокорунда, например, смесь из порошков М-5, М-10, М-40 и М-50 в количестве соответственно 30, 28, 30 и 12 % по массе. Обсыпают первый слой зернистым белым электрокорундом № 20, а последующие слои № 50 или смесью зеренрМЬ 40 и 63 в соотношении 1:1.
Для получения химически стойкой оболочковой формы желательно применять в качестве ее основы и связующего один и тот же огнеупорный окисел. Такое связующее для электрокорунда — окси-нитрат алюминия. В целях экономии дорогого белого электрокорунда можно один или два облицовочных слоя оболочки изготовить из белого, а последующие из нормального электрокорунда (см. табл. 6.5).
Нельзя применять глинозем (уА1
0
) для оболочковых форм и стержней, так как он вследствие активного химического взаимодействия с окислами сплавов образует пригар и питтинг на отливках. Кроме того, при прокаливании и при заливке форм происходит необратимое полиморфное превращение yA1
0
->- аА1
0
с уменьшением объема, так как плотность первого р
= 3700 кг/м
, а второго — Ра = 4000 кг/м
Окись магния (MgO) получают обжигом природного магиезита MgC0
при 1500—1600 °С. СО
возгоняется, а куски окиси магния размалывают до нужной зернистости. Используют MgOj для химически стойкой оболочки при заливке высокомарганцевых сталей.
Лучшими связующими для магнезитовых форм и стержней являются азотнокислый магний и азотнокислый кальций, так как химическая природа огнеупорной основы и связующего одинакова. Возможно применение этилсиликатного связующего орг-1 (см. с. 210), так как оно слабо реагирует с окисью магния, особенно при температурах, близких к нулю. Химическая стойкость таких оболочек.
к высокомарганцевым сталям объясняется образованием форстерита (2Mg0-Si0
) на поверхности зерен магнезита.
В вакууме при температурах расплавов на железной или никелевой основах окись магния возгоняется. Это lie позволяет примейять MgO для форм, заливаемых в вакууме.
Соединения окислов. Найболее широкое прйменение получили алюмосиликаты — муллит, высокоглиноземйстый шамот, ди стен-силлиманит.
Муллит 3Al
0
-2Si0
, имеющий небольшой коэффициент термического расширения (см. табл. 6.2), устойчив при высоких температурах. В зарубежной практике его широко применяют для форм. Запасы природного муллита ограничены. Однако он образуется в шамоте при обжиге каолина, содержащего в своем составе не менее 36 % окиси алюминия.
Высокоглиноземистый шамот 3A1
0
-Si0
, получаемый обжигом каолиновых глин, состоит из двух фаз — муллита и кристобаллита в виде стеклофазы.
В СССР выпускают шамот следующего химического состава, % по массе: не менее 36 А1
0
; 60 Si0
; 2,0 Ti0
; 1,5 Fe
0
; 0,5 СаО; 0,4 MgO; 0,15 К
0; 0,15 Na
0. Огнеупорность — более 1750 °С; влагопоглощение — менее 5 % (ТУ 37.002.0010—80).
Ниже приведен зерновой состав шамота марок 0315 и 063:
Первый (облицовочный) слой оболочек следует обсыпать зернистым шамотом марки 0315, а последующие слои — шамотом марки 063. Для обсыпки слоя суспензий применяют шамот с кристаллическим кварцем, что увеличивает термостойкость оболочки, так как ее расширение составляет 1,0—1,1 % вместо 1,4—1,5 % при использовании для обсыпки кристаллического кварцевого песка.
Силлиманитовая группа алюмосиликатных соединений включает силлиманит, андалулузит и дистен-силлиманит (кианит). Они имеют одинаковую форму Al
0
*Si0
, но различаются полиморфным состоянием.
Наиболее широко применяют концентрат дистен-силлиманито-вый марок КДСЗ (зерновой) й КДСП (пылевидный) с содержанием ^57 °/о А1
0
; 20
; 2. При 1300—1350 °С в дистен-силлиманите идет реакция образования муллита с выделением Si0
и увеличением объема до 15 %. Поэтому перед изготовлением оболочек дистен-силлиманит обжигают при температуре свыше 1000 °С для частичной его муллитизации, чему способствуют примеси щелочноземельных металлов.
Следует обращать внимание на форму зерен КДСП. При получении его струйным помолом без последующей обкатки в шаровых мельницах резко ухудшается качество поверхности отливок.
В ряде случаев дистен-силлиманит используют вместо пылевидного электрокорунда.
Циркон (силикат циркония) Zr0
*Si0
, встречается в ряде стран (например, в Австралии) в виде природных цирконовых песков. В СССР циркон получают как побочный продукт обогащения титаномагниевой руды. Поставляют концентраты цирконовый порошкообразный (КЦП), тонкодисперсный (КЦПТ) и зернистый (КЦЗ), предъявляемые требования к которым приведены в табл. 6.6 (согласно ОСТ 48-82—81).
Таблица 6.6.
Требования к циркоиовому концентрату
Показатель | Норма для | марки | |
кцп | кцпз | КЦПТ | |
Содержание, % по массе, не более: | |||
двуокиси циркония, не менее | 65 | 65 | 60 |
окиси железа | 0,09 | од | Не норми |
руется | |||
двуокиси титана | 0,3 | 0,4 | То же |
окиси алюминия | 1,8 | 2,0 | » |
пятиокиси фосфора | 0,14 | 0,14 | » |
тория и урана | 0,1 | 0,1 | 0,1 |
влаги | 0,5 | ||
Удельная поверхность, м 8 /кг | Не нормируется | 500 | |
Примечание. Радиационно-безопасная норма содержания долгоживущих природных элементов в цнрконовом концентрате менее 1 нКи/г гарантируется технологией производства.
Регенераты — зернистые материалы, получаемые из отработавших оболочек, их применяют для обсыпки третьего и последующих слоев суспензий. От сухих кусков оболочек отделяют постоянным магнитом металлические (железные) составляющие, далее оболочки измельчают, полученную крошку разделяют по фракциям. Для рассева можно применять барабанное сито (рис. 6.7) [92].
Регенерат оболочек из кристаллического кварца (до 70 %) имеет форму зерен, подобную зернам свежего песка. Целесообразно использовать конгломераты зерен средним размером 0,6—1,6 мм для обсыпки третьего слоя. Последующие слои также обсыпают регенератом, но размеры зерен его, как у свежего песка, или несколько больше. При таком использовании регенерата толщина четырехслойной оболочки увеличивается на 20—40 %, разрушающая нагрузка увеличивается на 15—35 %, хотя сг
образцов немного снижается 192].
Регенераты НКС характерны тем, что природа основы и пленок связующего одинаковы. Используют зерна после рассева измельченной оболочки по двум вариантам: без дополнительной обработки для обсыпки третьего и последующего слоев; после мокрого обогащения для снижения до 0,2 % окиси железа (которая имеется в поверхностном слое оболочки) и отделения остатков пылевидных
Рис. 6.7. Барабаииое сито:.
1 — бункер; 2 — шнек; 3 — барабан; 5 — электродвигатель; 6 — редуктор; 7 — ящики для годного материала; 9 — ящик для отходов.
.
составляющих. Более высокое содержание окиси железа снижает температуру размягчения оболочки [3].
Регенерат электрокорунда получают после растворения пленок двуокиси кремния в водном растворе едкой щелочи. Способ основан на том, что аморфная двуокись кремния связующей пленки растворяется в едкой щелочи с образованием водорастворимых силикатов, а зерна электрокорунда практически не взаимодействуют со щелочью. В щелочи также не растворяется и дистен-силлиманит, который часто применяют как заменитель дорогого пылевидного электрокорунда. После перевода пленок связующего в растворимое жидкое стекло пульпу промывают, нейтрализуют, сушат, классифицируют и зерно используют для обсыпки. Этот способ имеет недостатки: регенерирует только шлиф-зерно, а самые дорогие и дефицитные микропорошки и зерна .
Известен также способ, заключающийся в оттирке пленок с зерен корунда при вибродинамическом воздействии на пульпу, состоящую из трех частей размолотых корундовых оболочек и одной части воды (30 J. Оттирка позволяет использовать и микропорошки (>5 мкм). После активации продукта соляной кислотой его используют с добавками, свежего электрокорунда для изготовления оболочковых форм.
Подготовка материалов основы. Подготовка материалов основы включает дробление, помол, промывку, химическую активацию, прокаливание и просеивание.
Помол. Получили применение два способа помола: мелющими телами и без мелющих тел.
Первый способ — помол в шаровых или вибрационных мельницах. Продукт получают окатанной формы, рассредоточенного зернового состава. В вибрационных мельницах материал одновременно и истирают. Производительность вибрационных мельниц в 10—20 раз выше, чем шаровых, а загрязнение материала продуктами износа.
шаров меньше. Второй способ — помол в струйных установках. Измельчение происходит при соударении зерен, движущихся навстречу друг другу со сверхзвуковой скоростью; пылевидный материал не загрязняется железом, однако его зерна имеют осколочную форму, что существенно ухудшает рабочую поверхность оболочек.
Пылевидные материалы, полученные первым и вторым способами при одинаковой удельной поверхности совершенно различны по технологическим свойствам. Для получения суспензии одинаковой вязкости в 1 л этилсиликатного связующего можно замешать до 2,5—3,0 кг пылевидного кварца вибропомола, а струйного — в 2 раза меньше. Оболочки из материала струйного помола рыхлые, с низкой прочностью и большой открытой пористостью, поэтому отливки получаются с шероховатой поверхностью.
Рационально совместное применение описанных способов помола: предварительный струйный помол до удельной поверхности 300— 250 м
/кг с последующим измельчением и обкаткой зерен в вибрационных мельницах до удельной поверхности 400—600 м
/кг. Кратковременная обкатка незначительно загрязняет материал, но существенно улучшает форму зерен.
В последнее время предложен принципиально новый способ помола в планетарных мельницах, в которых возможно непрерывное измельчение материалов без мелющих тел.
Пылевидные составляющие суспензий нельзя промывать, так как тонкодисперсные частицы, положительно влияющие на прочность и шероховатость поверхности оболочек, уносятся водой.
Сушить песок наиболее целесообразно в установках псевдокипящего слоя с устройствами для его охлаждения и пневматического транспортирования к месту потребления. Для сушки пылевидных материалов рекомендуют те же Печи, что и для прокаливания.
Просеивание. Пылевидные материалы следует просеивать через сито № 0063 или 005, в барабанных или вибрационных установках [14].
Прокаливание. Материал, загрязненный намолотым железом и иногда органическими примесями, прокаливают в окислительной среде при 900—950 °С; железо окисляется до Fe
0
и не оказывает вредного действия на суспензию.
Магнитная обработка. Намолотое железо при получении пылевидных материалов удаляют магнитной обработкой суспензий. Для этого у внутренних стенок смесителя укрепляют две-три пластины, намагничиваемые электромагнитами, расположенными с наружной стороны. При непрерывном перемешивании частицы железа отрываются от зерен пылевидного материала и оседают на пластинах.
Приготовление шликера. При использовании материалов, загрязненных окислами железа и щелочных металлов, целесообразно их обработку проводить при приготовлении шликера, используемого в дальнейшем для получения суспензии. В подкисленную воду замешивают пылевидные огнеупоры, например, кварц пылевидный [781. Известны два способа приготовления шликера:.
1) в 0,7—0,8 объема смесителя наливают подкисленную воду и в нее при перемешивании порциями насыпают пылевидный материал до соотношения твердой и жидкой составляющих 4 : 1 по массе; температура шликера вследствие трения повышается, и при t = = 60 °С подают воду в рубашку бака, охлаждая шликер до 35— 37 °С; 2) в емкость наливают подкисленную воду и в нее всыпают пылевидный огнеупор, выдерживают до приготовления суспензии 1—2 сут.
Преимущества шликерного способа приготовления суспензии объясняют тем, что происходит нейтрализация железа, а также щелочных и щелочноземельных примесей. Кроме того, поверхность зерен кварца гидратируется с образованием Si(OH)
, и разрушаются комочки. Этот способ позволяет уменьшить расход этилсиликата в 1,3—1,5 раза, увеличить живучесть водно-спиртовых суспензий до 5—7 сут, и уменьшить склонность оболочек к образованию трещин при сушке.
Необходимую массу соляной кислоты (г) на 1 кг пылевидного материала определяют по формуле
где xFe — содержание железа в пылевидном огнеупоре, % по массе.
Связующие материалы оболочек. Собственно связующим оболочковой формы служит тугоплавкий неорганический окисел или соединения окислов, образующиеся из связующих растворов при сушке н прокаливании оболочек. Их разделяют на кислые, амфо-терные и основные (табл. 6.7).
Таблица 6.7.
Характеристика исходных связующих материалов оболочек
Характеристика | Связующий окисел | |||
Исходный материал | Содер. жание. связу. ющего. окисла,. %. по массе | Применяемые. растворители | Химическое. свойство | Температура плавления или разложения, ®С |
ЭТС марок 32, 40, 50 | 32—.50 | Органические | Кислый | 1713 |
Фосфаты — кислые солн ор | (например, спирт нли ацетон). Вода | » | 1600 | |
тофосфор ной кислоты Сочетания связующих ЭТС | Сумма | » | 1700 | |
с фосфатными Бихромат аммония | 10—12 | » | Амфотерный | 1500. 2135 |
Оксихлорид хрома | 10—12 | Спнрт, вода | » | 2135 |
Кальций азотнокислый | Метиловый спнрт | Основной | 2800 | |
Примечания. 1. Все исходные материалы — жидкости, кальций азотнокислый кристаллическая соль.
2. Метиловый спирт ядовит.
Кислые связующие широко предсталены растворами. этилсиликата, из которых образуется в оболочке аморфная двуокись кремния. Формы с ним достаточно прочны и не образуют пригара на отливках из углеродистых сталей, медных и алюминиевых сплавов. К кислым также относятся фосфаты металлов и сочетания этилси-ликатного связующего с фосфатным.
Этилснликаты (ЭТС) — прозрачная или слабоокрашенная жидкость с запахом эфира. Это продукт реакции этилового спирта с четыреххлористым кремнием при непрерывном их смешивании и охлаждении в реакторе. Реакция этерификации, или эфиризации, может быть схематически представлена следующим уравнением (если применяют обезвоженный спирт) [413:
где (C
H
0)
Si — этиловый эфир ортокремниевой кислоты с температурой кипения 165,5 °С, называемый также тетраэтоксисиланом, или моноэфиром.
При использовании в реакции спирта, содержащего некоторое количество воды, последняя частично гидролизует продукты этерн-фикации, а образовавшиеся молекулы конденсируются (объединяются) с выделением воды, которая вновь вступает в реакцию гидролиза. В результате образуется смесь соединений (табл. 6.8), которую называют техническим ЭТС. Он не содержит двуокиси кремния (SiO
), но, так как Si0
— собственно связующее оболочки, условное количество его в ЭТС принято в обозначении марки продукта.
Для литейного производства отечественная химическая промышленность выпускает ЭТС двух марок: 32 и 40. Технические требования указаны в табл. 6.9. Существенные преимущества ЭТС 40 перед ЭТС 32 заключаются в том, что связующие растворы первого при меньшем содержании в них двуокиси кремния сообщают оболочкам большую прочность вследствие более высокой степени конденсации. Следовательно, для литейного производства целесообразно выпускать только ЭТС 40 и ЭТС 50.
Строение молекул ЭТС 32 и ЭТС 40 линейное, например,
ЭТС 40 и ЭТС 32 не могут быть связующими, так как не сообщают прочность оболочкам. Для получения связующих растворов их необходимо гидролизовать с тем, чтобы линейное строение молекул ^превратить в разветвленное и частично сшитое или в коллоидный раствор (с. 211, — 212).
Из сравнения составов отечественных ЭТС с зарубежными следует, что последние содержат примерно вдвое меньше мономера. Известно, что в реакцию гидролиза вступают прежде всего и легче.
Соединения, которые могут входить в ЭТС
Формула | Mac. одной. молекулы | _ -. ca, г ; этоксиль-. НЫХ. групп | Содер. жание. этоксиль-. иых. групп,. % ПО. массе | SiO a , % по массе |
(C. 2 H s O) 4 Si * | 208 | 180 | 86,6 | 28,8 |
(QHsO^SiO | 342 | 270 | 79,0 | 35,1 |
(C 2 H 5 0) 8 Si 2 0 | 452 | 336 | 74,3 | 37,1 |
(C,H,0)uSiA | 610 | 450 | 73,9 | 39,3 |
(C 2 H 5 0) 12 Si 5 0 4 | 744 | 540 | 72,5 | 40,32 |
(QHeOJuSigOg | 836 | 588 | 70,3 | 41,0 |
(C 2 H 5 0) le Si 7 O e | 964 | 672 | 69,99 | 41,5 |
(QH e 0) 18 Si 8 0 7 | 1092 | 756 | 69,0 | 41,88 |
(C^HsO^aeSigOg | 1220 | 840 | 68,8 | 42,12 |
(OiH.ojeSijA | 1348 | 924 | 68,5 | 42,43 |
(QHgOJaiSiuOio | 1476 | 1008 | 67,5 | 42,64 |
(C 2 H 5 0) 28 Sii 2 0n | 1604 | 1092 | 68,0 | 42,83 |
(C2H 5 0) 28 Si ls Oi 2 | 1732 | 1176 | - 67,8 | 42,95 |
(QHeOj^SiuOia | I860 | 1260 | 67,7 | 43,076 |
Таблица 6.9.
Технические требования на ЭТС
ЭТС 32 | ЭТС 40 | ЭТС 50 | |
Показатель | ТУ 6-02805-74 | ГОСТ 5.1174-71 | |
Внешний вид | Жидкость, допу | Жидкость от бесцветного до | |
скается опале | светло-желтого цвета | ||
сценция | |||
Плотность при 20 °С, кг/м 8 | ^1000 | 1040—1070 | 1180—1250 |
Вязкость кинематическая при | Не более 1,6 | 3,5—6,0 | 50—200 |
20 °С, мкм 2 /с | |||
Содержание, % по массе: | |||
НС1 | ^0,1 | 0,1 | ==£0,1 |
Si0 2 | 30—34 | 40±2 | 51—54. |
Содержание, % по массе: | «=2,0 | Не анализируется | ^2 |
фракции с температурой | |||
кипения до 110 °С | |||
этоксильиых групп | — | 60-72 | 57—61 |
(С 2 Н 6 0) | 50—70 | ||
тетраэтоксисилана (эфира | Нет | ||
ортокремниевой кислоты) | ssl,5 | ^2 | |
этилового спирта | — | ||
Продолжительность гелеоб- | — | 150—210 | — |
разования, мин | |||
всего мономеры, они же выделяют при гидролизе наибольшее количество спирта. Этим можно объяснить затруднения при использовании импортного ЭТС 40, содержащего небольшое количество мономера, для получения суспензии без введения органического растворителя, так как гидролиз идет очень вяло. Для интенсификации.
.
Кремнезоли, стабилизированные NaOH
Место изготовления | Концен. трация. NaOH,. % по массе | Концентрация Si0 2 , % по массе | р, кг/м 3 | pH | Размер коллоид-- иых Частиц, нм |
МХТИ нм. Д. И. Менделеева. Фирма Monsanto | 0,28—0,65. 0,42 | 9,03—39,8. 27,3 | 1052—1287. 1197 | 9,2—9,6 9,35 | 10—15. 10 |
гидролиза следует добавить ~10 % взаимного растворителя —спирта или ацетона.
Кремнезоли [27] (табл. 6.10) получают методом удаления ионов натрия, пропуская разбавленный силикат натрия (жидкое стекло) через катионитовую смолу с последующим нагревом полученных продуктов в щелочной среде и дальнейшим концентрированием.
Кремнезоли — коллоидные дисперсии двуокиси кремния в воде, стабилизированные гидроокисями щелочных металлов. Они содержат силанольные группы s Si — ОН, которые поликонденсируются с образованием прочных силоксановых связей, например, = Si—О—Si =; перезаряжаются в воде, подкисленной соляной кислотой. Кремнезоли, разбавленные водой до 3,5—6 % Si0
, в сочетании с водноспиртовыми этилсиликатными связующими при совмещенном способе приготовления суспензий существенно увеличивают прочность оболочек, что позволяет снизить расход ЭТС 40 и исключить органические взрыво- и пожароопасные жидкости (растворители). Кремнезоли находят применение и для формирования облицовочного слоя оболочек. Недостаток кремнезолей — потеря связующих свойств после замерзания.
Фосфаты. Однозамещенные соли ортофосфорной кислоты железофосфат [Fe(H
P0
)
], алюмохромфосфат [А1
Сг(Н
Р0
)
], же-лезоалюмофосфат LFeAl
(H
P0.i)
3 обладают связующими свойствами [27 , 45, 53]; хорошо растворимы в воде и нерастворимы в спиртах и ацетоне; при сушке приобретают полимерные структуры типа Ме„0
Р
0
Н
0, а после прокаливания Me
0
P
0
, так как удаляется кристаллизационная вода; прочность оболочек повышается. Двузамещенные.соли ортофосфорной кислоты не обладают связующими свойствами.
Известное до 50-х годов алюмофосфатное связующее (АФС), используемое в производстве огнеупоров, не получило применения в литье по выплавляемым моделям, так как образующиеся при прокаливании полиморфные формы претерпевают превращения с изменением объема аналогично кристаллическому кварцу. АФС стареет с увеличением вязкости и снижением связующих свойств и твердеет только при 300—400 °С. С введением в него одного из металлов Fe, Cr, Ni, Mn, Са, Mg получают соединения типа Ме
0
-А1
0
лР
0
. Они твердеют при 20—30 °С в процессе сушки на воздухе и при прокаливании.
Однозамещенные фосфаты стабилизируют суспензии с ЭТС связующим без введения в последние органических разбавителей Алюмометаллофосфаты используют как самостоятельное связующее для оболочек, так и в сочетании с ЭТС. При этом растворы из ЭТС содержат >10 % двуокиси кремния [62].
Амфотерные связующие — это растворы основных солей (оксисолей) алюминия, хрома, циркония (оксицитраты, окси-хлориды) и растворы цирконийорганического соединения (тетра-хлорэтилцирконаты). В процессе сушки и прокаливания оболочек цементация зерен происходит вследствие образования окислов хрома, алюминия, циркония на поверхности зерен. Сущность получения оксисолей основана на восстановлении хромового ангидрида этиловым спиртом (или ацетоном) в присутствии соляной кислоты согласно уравнению
Основные связующие. Представители этой группы связующих — азотнокислый кальций и жидкое стекло. Азотнокислый кальций растворим в метиловом спирте (см. табл. 6.7), после прокаливания оболочки он образует окись кальция — собственно связующее, которое в сочетании с основой из плавленой или спеченной окиси магния или с очисью кальция дает возможность изгото-Ш1ять высокоогнеупорные оболочки, химически стойкие к сплавам с основными свойствами.
Жидкое стекло (ЖС) также относят к основным связующим, так как его водная вытяжка после прокаливания оболочки — щелочная; получают растворением в горячей воде при повышенном давлении раздробленной силикат-глыбы. Последнюю изготовляют наиболее часто сплавлением кремнезема с содой
ЖС может быть натриевым, калиевым или литиевым.
Применение ЖС для «упрочняющего» слоя оболочки не отвечает требованиям получения качественных отливок. При прокаливании ЖС плавится при 793 °С, а размягчается при более низкой температуре, т. е. наружный слой с этим связующим при прокаливании Оболочки и заливке в нее стали полностью теряет прочность. При охлаждении же до температуры ниже 600 °С прочность таких оболочек во много раз выше прочности их со связующим из ЭТС, а усадка вследствие жидкостного спекания наружного слоя больше, чем слоев со связующими, получаемыми из ЭТС (рис. 6.8). Потеря прочности при нагреве оболочек и высокая прочность при одновременной высокой усадке остывающего наружного слоя оболочки всегда приводит к искажению контура отливок и часто к трещинам в них (рис. 6.9). Такие отливки недопустимо называть точными.
Органические растворители-разбавители (РР) приведены в табл. 6.11. Они, как правило, содержат воду, которую необходимо учитывать при расчетах состава связующих.
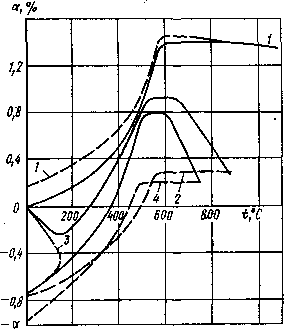
Рис. 6.8. Дилатометрические кривые ободочек:.
1 — этилсиликатная; 2 — жидкостекольная; 3,.
4 — этилсиликатные с «упрочияющим> жидкосте-кольиым слоем соответственно при выплавлении.
моделей и при нагреве и ихлажденин;-—.
нагрев; — — — — охлаждение.
.
Особенно быстро обсыхают суспензии с ацетоновым РР, хотя прочность оболочек выше, чем при использовании только этилового спирта. Это объясняется тем, что некоторая часть ацетона образует ацета-ли с ЭТС. Быстрое же обсыхание суспензий с ацетоном обусловлено его интенсивным испарением, так как температура кипения ацегона 56,5 °С, а спирта 78,5 °С.
Предложено считать нормой т
г,с — 30 с, т. е. время, в течение которого к суспензии на блоках еще хорошо прилипают обсыпочные зерна 14, 49]. Для зашиты суспензий с ацетоном от его быстрого испарения, используют антииспарители — высшие жирные спирты (ВЖС) с содержанием в молекуле 17—19 атомов углерода. Количество антииспарителя увеличивают с уменьшением содержания двуокиси кремния в связующем (табл. 6.12, рис. 6.10).
Добавки. Добавки вводят в пылевидный материал при подготовке шликера; в связующий раствор при его приготовлении; в суспензию при смешении связующего раствора с пылевидной составляющей; в обсыпочный материал; в ванны с горячей водой длй выплавления моделей (табл. 6.13).
.
Таблица 6.11
Рис. 6.9. Схемы образования дефектов на отливках в «упрочненных» жидкостекольным связующим оболочках:.
а — выпучивание слоя с ЭТС при выплавлении моделей горячим воздухом; б — прогиб (смятие) оболочки при прокаливании вследствие полной потери прочности «упрочняющего» слоя: 1 — слой с ЭТС связующим; 2 — «упрочняющий» слой; 3 — сыпучий наполнитель.
.
Таблица 6.12.
Продолжительность обсыхания суспензии т
б
(с) на блоках моделей н прочность образцов оболочек ст
(МПа)
Содержание Si0 2 | % по массе, в | связующем типа орг-2 | |||||||
то а CL о а> m | РР, % по массе | 5 | 7 | 10 | 14 | ||||
о §. Я о. | ‘‘обе | °И | т обс | °И | т обс | °и | т обс | ||
1 | Ацетон — 100 * | 3 | 2,0-2,3 | 4 | 4,1-4,2 | 6 | 5,2—5,3 | 8 | 6,0—6,5 |
2 | Ацетон — 60, этиловый спнрт— 40 | 8 | 1,8—1,9 | 11 | 2,8—3,0 | 14 | 3,4—3,7 | 17. | 5,0—5,2 |
3 | Ацетон — 20, этиловый спнрт — 80 | 29 | 33 | 38 | 42 | ||||
4 | Этиловый спирт— 100 | 48 | 1,6-1,8 | 55 | 2,1—2,3 | 60 | 2,5—2,8 | 60 | О. 1. оо. СО |
* Спирт, выделившийся при гидролизе, в расчет ие принят.
.
Особое место занимают поверхностно-активные вещества (ПАВ) в технологии изготовления оболочек из водно-спиртовых суспензий.
(называемых водными), ПАВ улучшают смачивание- моделей и уменьшают вязкость суспензий 157, 103].
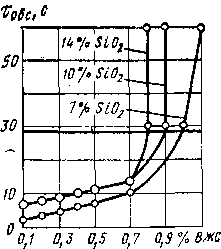
Рис. 6.10. Предел обсыпаемости t
g
блоков моделей в зависимости от содержания условного S10
в растворе типа орг-2.
.
Добавка в суспензии 0,08—0,2 % поли-винилбутираля к спиртовому связующему типов орг-1 и орг-2 повышает седимента-ционную устойчивость суспензий, газопроницаемость и прочность оболочек [106].
Введение добавки | Добавка | Примерное. количество. добавки,. % по массе | Назначение |
Прн подготовке шлнкера нз пылевидного материала | Соляная кислота НС1 | См. расчеты | Нейтрализация примесей |
Для гидролиза ЭТС | Вода Н 2 0 | То же | Получение связующего из -ЭТС 40 или ЭТС 32 |
В воду прн гидролизе ЭТС | Соляная кислота НС1. Сернокислый алюмнннй A1 2 (S0 4 ) 8 18Н 2 0 | ». 0,1 к связующему раствору | Катализатор гидролиза и поликонден-сацнн. Повышение стабильности связующих растворов н суспензий типов орг-1, 2, 3 v |
В начале приготовления водно-спиртовой суспензии со связующим нз ЭТС | Поверхностно-ак-тнвные вещества: метаупон, суль-фанол, ДНС | До 0,22 к пылевидной составлн-ющей суспензии | Смачивание моделей суспензией, разжижение суспензии |
За 10—12 мин До окончания прнго-товЛення суспен‘ Эни | Поливннилбутн-раль —■ раствор в Спирте | 0,08—0,5 к связующему | Повышение седнмёи* тацнонной устойчивости суспензий и газопроницаемости оболочек |
После приготовления суспензии | ВЖС | 0,5-1,2 | ■Уменьшение испарения ацетона и спирта на блоках моделей и в ванне с суспензией |
При приготовлении суспензии | Закись-окись ко- . бальта С03О4 | 2,6 к корундовой суспензии | Повышение механик ческих свойств исва* риваёмости жаро* прочного - сплава при заливке в вакуум! |
В обсыпку | Карбонат кальция | 40—50 к обсыпке | Растворение в воде оболочек на алюминиевых отливках |
В обсыпочный материал | Поваренная соль NaCl | До 5о к обсыпке | Растворение в воде остатков оболочек на алюминиевых отливках |
В горячую воду (~-Ю0°С) для выплавления моделей | Контакт Петрова. V. | 0,1—0,2 объема воды | Предупреждение омыления модельных составов, защита ванн от коррозии |
Введение в обсыпку 30—40 % поваренной соли или 40—50 % карбоната кальция позволяет разупрочнять оболочки в воде после их з&чивки, что важно при получении отливок 139, 52] из сплавов на алюминиевой основе.