(б) изобретения ещё не закончены.
КОМБИНИРОВАННАЯ ОТЛИВКА ИЗ ДВУХ МЕТАЛЛОВ.
Этот прием используют при отливке изделия из более чем одного металла Так соблазнительно думать, будто вы можете положить в тигель два разных металпа, одновременно расплавить их и получить биметаллическую отливку, однако этому не бывать. Вы получите отливку сплошь состоящую иэ нового сплава. Это может быть интересный металл, но вряд ли у вас получится что-то стоящее. Металлурги работали в буквальном смысле веками, чтобы создать сплавы, сочетающие идеальные рабочие качества с привлекательным внешним видом. Результат этих изысканий - сплавы, которые мы обычно используем: стерлинговое серебро, золото разных проб и так далее.
Изготовление комбинированной отливки из двух металлов - процесс, состоящий из двух этапов. Фактически это две отпивки, сделанные одна над другой. В приведенном здесь примере речь идет о двух металлах, но, конечно можно также использовать три или больше Заливка каждого металпа -отдельная операция.
ХОД РАБОТЫ.
1. Изготовьте восковую модел > для первой детали. В зависимости от формы изделия вы можете вырезать (вылепить) ее отдельно, либо сделать цельную модель изделия и затем разрезать ее на две части.
2.
Отлейте первую деталь любым из предпочитаемых вами способов. Обрежьте литники, оттравите и обработайте, остановившись после шлифовки среднезернистой наждачной бумагой.
3.
Сформируйте поверх первой детали оставшуюся часть модели из воска для резьбы или для пепки -смотря, что потребуется в соответствии с художественным замыслом. Хотя это и не является абсолютно необходимым, но результат будет намного лучше, если вы сможете предусмотреть механическое соединение между деталями, как показано на рисунке.
4.
Снабдите восковой участок литниками и укрепите модепь на куполе литниковой чаши (возможно, из-за веса первой детали модели потребуется дополнительная опора). Обратите внимание на то, что, поскольку эта подпорка не соединена с литником, она не будет поставлять металл в полость формы.
5.
Выжгите воск и сделайте отливку как обычно.
После отливки детали обычно выглядят соединенными, но это впечатление может оказаться обманчивым. Поскольку на первой детали при выжигании воска образовался оксидный слой, скорее всего, сплавление деталей по месту контакта не произошло. Представьте себе, что вы покрыли одну металлическую деталь воском и пытаетесь припаять ее к другой - и вы поймете, что шансы получить прочное соединение, невелики. Поэтому постарайтесь обеспечить механическое соединение между деталями.
По меньшей мере, такие замки удержат детали вместе во время очистки отливки от формовочной смеси. Оттравите и нейтрализуйте поверхность, затем офлюсуйте и как можно скорее пропаяйте линию контакта, пока последующее опиливание и зашкуривание не нарушило идеальную подгонку частей, достигнутую при литье.
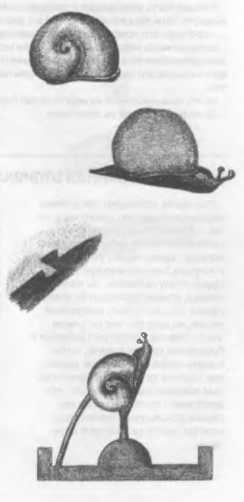
Отливка трубок.
Трубки отливают для того, чтобы делать шарниры, наконечники, фурнитуру и оправы для камней. При этом могут возникнуть затруднения, так как если находящийся в трубке воздух не даст формовочной смеси затечь внутрь при отливке вместо трубки получится сплошной пруток Необходим стержень-сердечник.
Если трубка короткая, заполните ее формовочной смесью с помощью кисти или миниатюрного шпателя. Когда речь идет об одной или двух трубках, можно успеть сделать это во время обычного процесса формовки. Если нужно заполнить формовочной смесью много трубок, сначала затворите небольшое количество формовочной смеси и заполните трубки, а затем заформуйте модель как обычно.
Потрясающим материалом для стержней является графит, поскольку он выдерживает высокие температуры и не прилипает к расплавленному металлу. Удобный источник тонких графитовых стержней - карандашные грифели, которые продаются в магазинах художественных и канцелярских принадлежностей и бывают разных размеров. Мягкие грифели предпочтительнее, потому что их легче удалить. Если купленные вами стержни слишком ввлики, графит можно опиливать и ошлифовывать до нужных размеров.
Вставьте графит в трубку так, чтобы он выступал на несколько миллиметров с обоих концов. Эти участки будут погружены в формовочную смесь, которая окружает литейную полость, тем самым обеспечивая крепление стержня внутри формы Если при изготовлении изделий с трубками вы используете резиновую форму, то перед тем как делать её, вставьте графитовый стержень в соответствующее место на мастер-модели, чтобы получить канал для стержня в резине Перед впрыскивани ем воска вложите в этот канал отрезок графита, и тогда модепь будет извлечена из резиновой формы уже со стержнем внутри, готовая к отливке.
ИЗГОТОВЛЕНИЕ ПУСТОТЕЛЫХ МОДЕЛЕЙ.
Пустотелое изделие можно изготовить, вырезав цельную модель, разрезав её пополам и выбрав изнутри обе части, которые формируют и отливают как два отдельных изделия, а затем спаивают в единое целое. Сделайте в изделии отверстие, через которое во время пайки будет выходить воздух. Если этим пренебречь, расширение воздуха в замкнутом пространстве может привести к взрыву.
Можно также разрезать и выбрать изнутри восковую модель, а затем вновь соединить восковые детали. Кроме того, пустотелые модели можно делать из листового воска и проволоки.
ОТЛИВКА СТАКАНЧИКА

В этом примере описано изделие, которое является пустотелым, но вместе с тем имеется доступ к его внутренней области - ситуация, которая может возникнуть при изготовлении сосудов, рукояток, коротких горлышек и носиков, муфт или наконечников.
Сделайте из формовочной смеси сердечник, отлив его в глиняной форме или вырезав иэ затвердевшего блока. Помните, что стержень должен быть меньше, чем желаемое изделие, на величину, соответствующую толщине готовой отпивки. Вставленная в стержень деревянная оправка часто помогает облегчить работу.
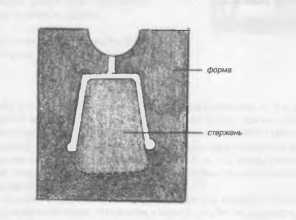
КРЕПЛЕНИЕ СТЕРЖНЯ В ФОРМЕ.
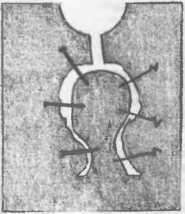
В тех случаях когда стержень почти со всех сторон окружен воском, он должен быть неподвижно закреплен, иначе после выжигания воска не имеющий опоры стержень провалится внутрь литейной полости! Чтобы обеспечить крепление,в модель вставляют шпильки (другое название -жеребейки).
Используйте маленькие гвозди с гальваническим покрытием или короткие прямые отрезки железной обвязочной проволоки, насквозь проткнув ими воск в соответствующих местах. Если шпильки нельзя вставить, не деформировав при этом модепь, зажмите их в патроне дрели и вкрутите в воск.
Прежде чем поместить готовую отливку в отбел, вытащите шпильки плоскогубцами. Если вынуть шпильки невозможно, обрежьте их вплотную к поверхности и с помощью чертилки протолкните внутрь стержня, чтобы потом их можно было вытряхнуть и выбросить Разумеется, в тех местах, где были шпильки, в отливке останутся отверстия, которые в дальнейшем следует заделать. После оттравливания зачистите края отверстия круглым напильником и вставьте в него конусовидный стержень из того же металла, что и отливка. Если отливка сделана из золота или серебра, используите золотой или серебряный припой. Для бронзы следует применять сварку, но, в крайнем случае, можно использовать серебряный припой. Не применяйте припой на основе олова или свинца, так как при последующей починке он может разрушать металл.
Отливки, вставляющиеся одна в другую.
Этот способ широко применяется при изготовлении дамских комплектов обручальных колец, когда кольцо невесты и собственно обручальное кольцо подгоняют таким образом, чтобы одно плотно входило в другое. В этом примере речь пойдет о таком обручальном комплекте, но на ум сразу же приходит множество других применений.
Можно просто вырезать две восковые модели которые будут совмещаться друг с другом - это достаточно легкая задача, если поверхность разъема идеально плоская В тех случаях когда поверхность плавно изгибается или имеет сложные грани, добиться точной подгонки становится трудно. Чтобы обойти эту проблему, поступайте следующим образом:.
1.
Вырежьте, заформуйте и отлейте одно из колец
2.
Отполируйте его, по крайней мере, до стадии шлифовки мелкозернистой наждачной бумагой.
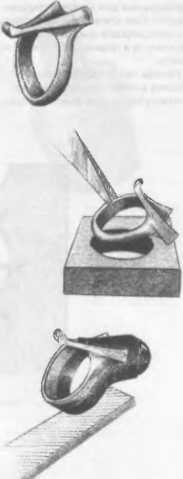
3 Вырежьте для второго кольца восковой блок, приблизительно соответствующий его размеру и форме Если вы используете мягкий воск для лепки, вылепите нужную форму, накладывая на металлическое кольцо слои проволоки и/или листового воска и пропустите следующий пункт.
4 Возьмите отполированное кольцо пинцетом и слегка подогрейте его в пламени спиртовки ипи в небольшом пламени горелки. Вдавите отливку в воск; будьте осторожны, чтобы она не погрузилась слишком глубоко.
5.
Дайте воску остыть, затем вырежьте вторую модель, не удаляя металлическое кольцо. Во время резьбы воск и металл могут отделиться друг от друга; в таком случае просто снова совместите их и продолжайте работу. Если они не распались к тому времени, когда работа закончена, разъедините их, воспользовавшись чем-нибудь в качестве рычага.
6.
Подведите литники, заформуйте и отлейте второе кольцо. Из-за усадки (2-5 %) подгонку потребуется уточнить.
Вставки используют для того, чтобы:.
• добиться целостного вида изделия, состоящего из нескольких частей.
• встраивать в изделие детали из других материалов.
• делать из металла изделия которые слишком хрупки, чтобы изготовить их из.
воска
ГЛУХИЕ КАСТЫ
КАК ЗАКРЕПИТЬ ВСТАВКУ

Даже лосле того, как весь воск сгорит, вставка должна остаться надежно закрепленной внутри формы. На рисунке показано, что произойдет, если незакрепленная вставка вывалится из предназначенного ей места. Ясно, что отливка будет испорчена.
Формовочная смесь обладает некоторой способностью к адгезии и может достаточно хорошо удерживать вставку там. куда вы захотите ее поместить, но полагаться на это было бы неразум но Проследите, чтобы вставку удерживал выступ формовочной смеси.
Чтобы применять это правило к различным ситуациям потребуется здравый смысл и умение представить себе как выглядит питейная полость изнутри.
Иногда бывает необходимо припаять (или прикрепить другим способом) крепление для каждой вставки. После отпивки эти крепления отрезают.
Обратите внимание на две парные вставки на рисунке, для которых используется одно крепление (в данном случае - кусок проволоки, концы которого припаяны к каждой из вставок)! Так как внутренняя полость формы никогда не нагревается выше 675 °С, годится любой серебряный припой. Не используйте свинцовые и оловянные припои! Они загрязнят золото и серебро.

Глухим кастом называется узкий металлический ободок, который обжимает кремень и таким образом удерживает его на месте. Такие касты обычно очень тонкие (около 0,3 мм), а воск такой толщины настолько хрупок, что деформируется даже при мимолетном прикосновении горячей иглой - на самом деле он сильно помнется, даже если осторожно взять его в руки. Поэтому зачастую проще сделать каст из серебра или золота и прикрепить его к литому изделию. Каст можно припаять к готовой отливке, но можно также укрепить его в изделии в процессе заливки металла.
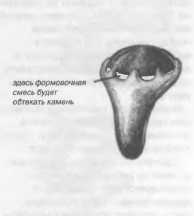
Для того, чтобы таким образом вставить каст, сначала изготовьте его из требуемого металла. Проверьте форму и размер каста и вдавите его в восковую модель; накапайте вокруг каста легкоплавный воск, как показано на рисунке. Ни в коем случае не допускайте попадания воска внутрь оправы иначе нарушится подгонка к камню. Еспи модель обеспечивает достаточную поддержку для камня то обычно все, что нужно сделать -только ободок без дна В других случаях придется припаять этот ободок к листу металла, в котором нужно просверлить пару отверстий, чтобы обеспечить его фиксацию на месте.
Некоторые драгоценные камни могут выдержать нагревание и резкий перепад температур при заливке металла. Тем не менее, помните, что на каждый залитый камень приходится окопо миллиарда закрепленных механическими средствами (глухие касты, крапаны и т.д.). Это один из тех случаев, когда стоит считаться с весом традиции.
Камни, закрепленные при заливке металла, склонны «тонуть» в изделии, как галька в жидкой глине. Бывает, что этот эффект можно использовать как преимущество, но это особые случаи. Следует твердо иметь в виду, что основанием для применения закрепки драгоценного камня заливкой может быть только художественный замысел, и что это ни в коем случае не альтернатива тщательной закрепке традиционно принятым способом.
Не все камни могут быть закреплены заливкой. «Землистые» камни, такие как агаты, бирюза, малахит и лазурит почти наверняка потеряют свой цвет и потрескаются. Органические материалы, такие как янтарь, коралл и слоновая кость - несомненно, будут обречены на гибель. Прозрачные твердые камни, такие как алмаз, рубин, сапфир и изумруд, возможно, выдержат выжигание воска и заливку металла но остерегайтесь - включения в камне могут привести к растрескиванию. Искусственные камни (их часто выращивают при высоких температурах) скорее всего переживут этот процесс.
ХОД РАБОТЫ.
1.
Возьмите камень пинцетом и очистите его ватным тампоном, смоченным в спирте.
2.
Вырежьте в воске отверстие, приблизительно соответствующее размеру камня, затем слегка подогрейте камень и вставьте его на место. Будьте осторожны, чтобы не перегреть камень, иначе он погрузится в воск слишком глубоко, что будет очень трудно исправить.
3.
Предусмотрите крепление камня в форме с помощью «пальца» формовочной смеси. С этой задачей успешно справится отверстие в воске (например, промежуток между крапанами). Для камней неправильной формы (например, кристаллов) это может не потребоваться, так как камень будет держаться в формовочной смеси благодаря своей грубой поверхности.
4.
Закончите модель. Заформуйте, высушите, выжгите воск и отлейте как обычно.
5.
После заливки металла дайте форме остыть на воздухе, чтобы избежать резкого перепада температур. Когда форма осты нет настолько, что её можно будет держать в руках, выскоблите формовочную смесь и освободите отливку.