Для вырубки трафаретов необходимо иметь набор зубильцев различных профилей и размеров. Лезвия зубильцев должны быть очень остро заточены. Для ускорения вырубки букв зубильца делают иногда двойными, в результате чего с одного удара металл прорубают сразу в двух местах. Применение таких зубильцев весьма целесообразно, так как при их использовании вырубленные буквы получаются с одинаковой шириной штриха. Зубильце прикладывают к линии размеченной буквы и ударами молотка по его хвостовику (с перестановкой после каждого удара вдоль линии контура) вырубают букву. Таким путем вырубают весь текст.
Для быстроты изготовления трафаретов с большим количеством букв в настоящее время успешно используют граверные станки. При этом отпадает надобность в детальной разметке листового металла с рисованием каждой буквы в отдельности. Здесь следует произвести лишь разметку, показывающую расположение строк и расстояние между ними.
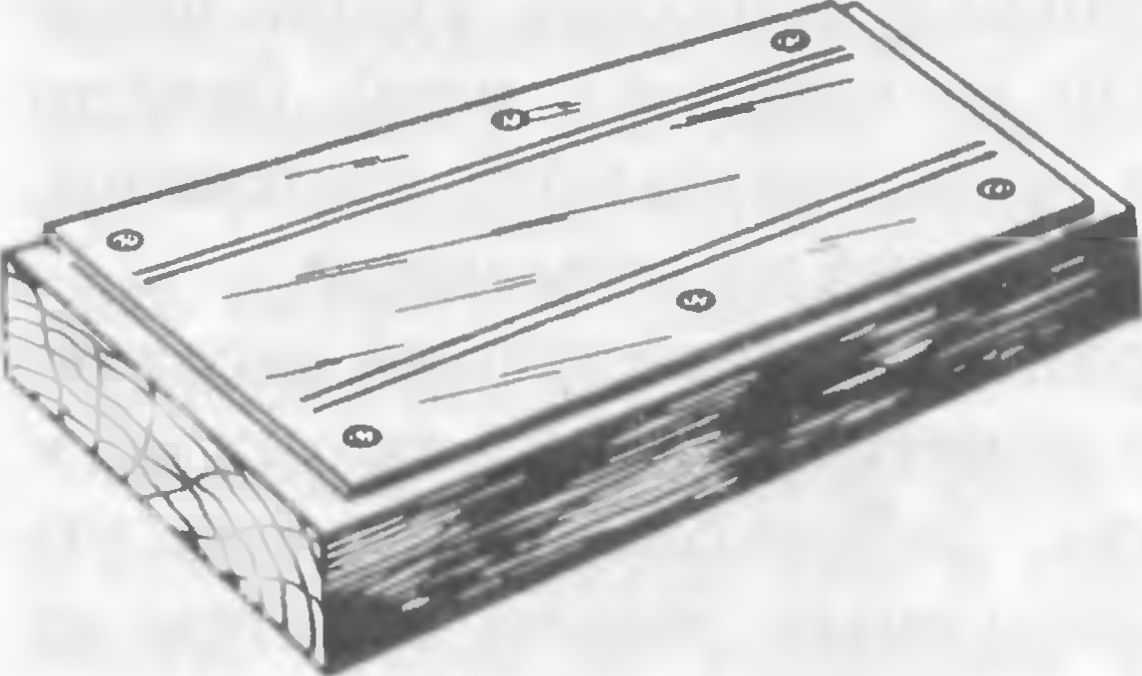 |
Рис. 55. Пример закрепления заготовки трафарета на деревянной подложке |
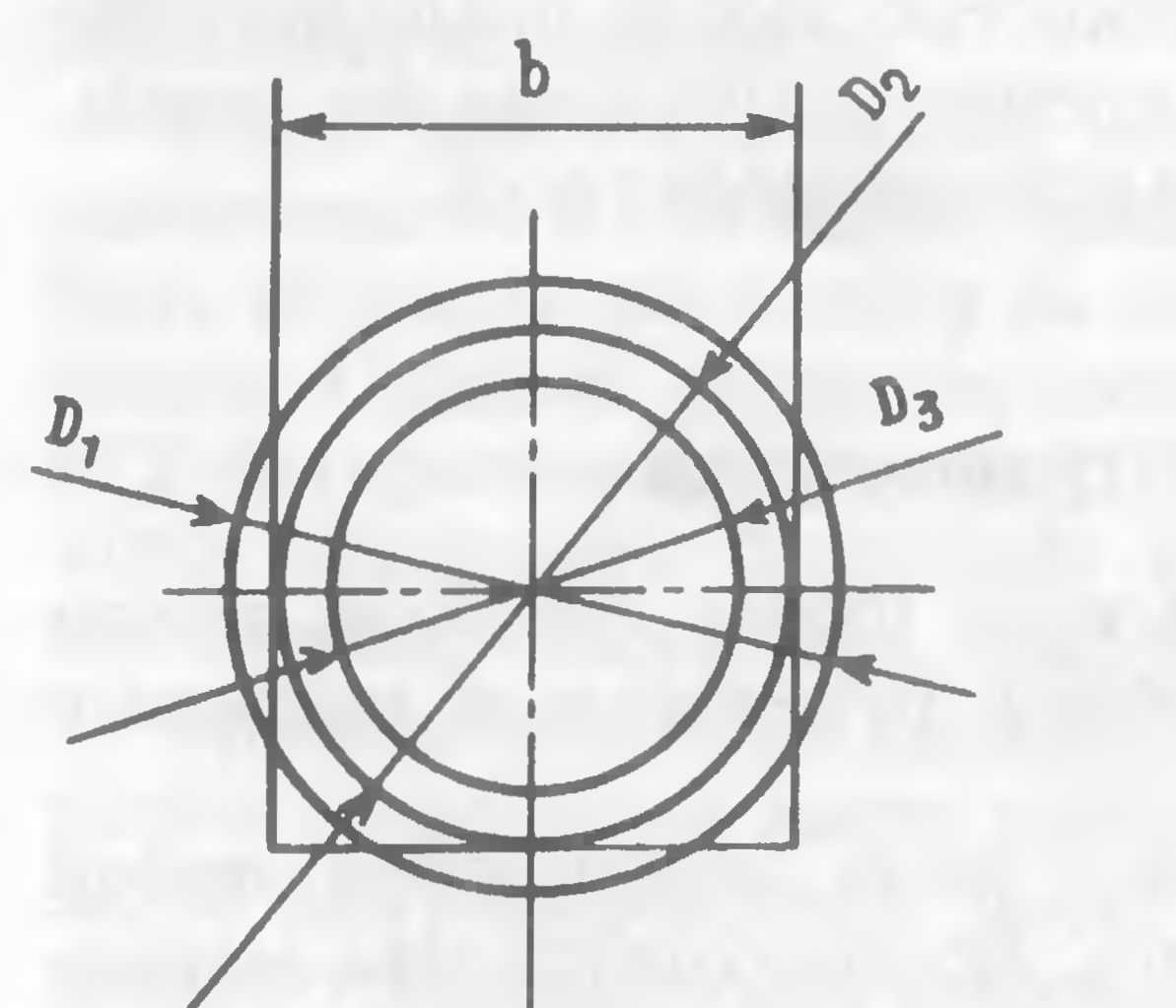 |
Рис. 57. Подбор правильного (D 2 ) диаметра фрезы по разметке толщины обводки букв |
Перед закреплением на рабочем столе граверного станка размеченную под текст латунную пластину в нескольких местах прибивают гвоздями к подобранной по ее габаритам дощечке (рис. 55).
Подкладка под трафаретом необходима для предохранения от повреждения поверхности рабочего стола граверного станка вращающимся резцом-фрезой и соответственно для предупреждения поломки фрезы. После настройки плеч пантографа в нужном масштабе гравер, набрав шрифт (специально изготовленный для гравировки трафаретов или же с разметкой копировальных планок под перемычки) в пазы копирного стола и зафиксировав его, крепит в цанге шпинделя двухперую фрезу (рис. 56) и приступает к гравированию. Двухперую фрезу выбирают потому, что при подаче шпинделя она в момент соприкосновения с металлической пластиной не заминает обрабатываемую поверхность, так как имеет незначительную площадь трущихся о металл нижних частей режущих кромок. Диаметр рабочей части фрезы должен соответствовать заданной величине обводки букв трафарета, иначе после маркировки краской получившаяся надпись будет выглядеть сухой (Di на рис. 57) или слишком расплывчатой (D
).
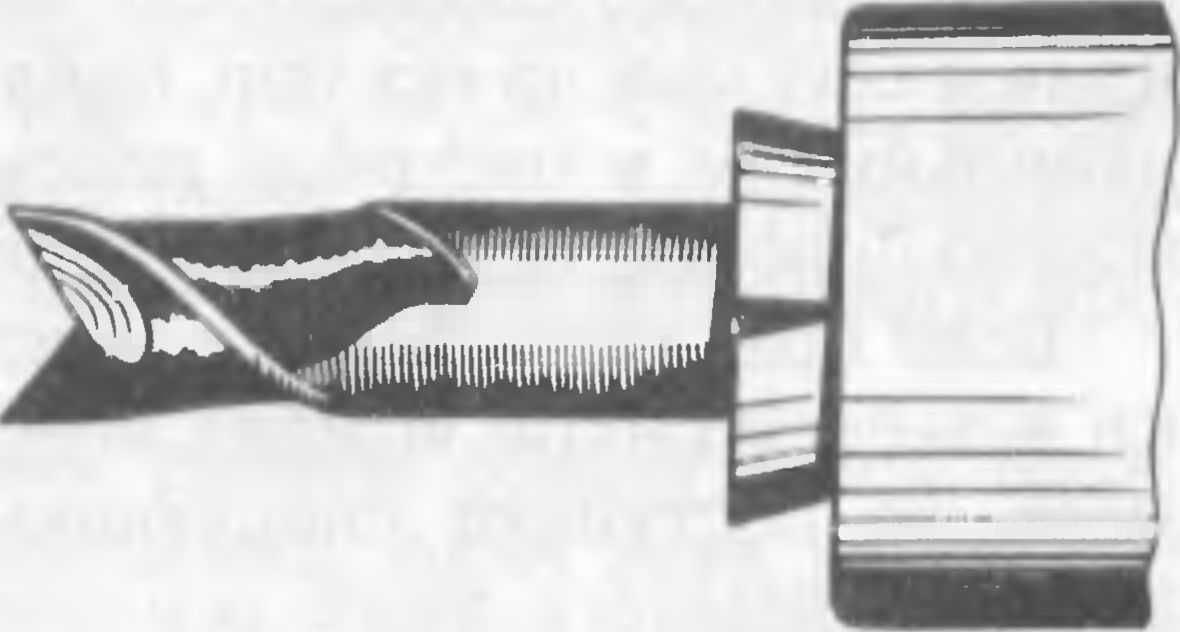 |
Рис. 56. Двухперая фреза |
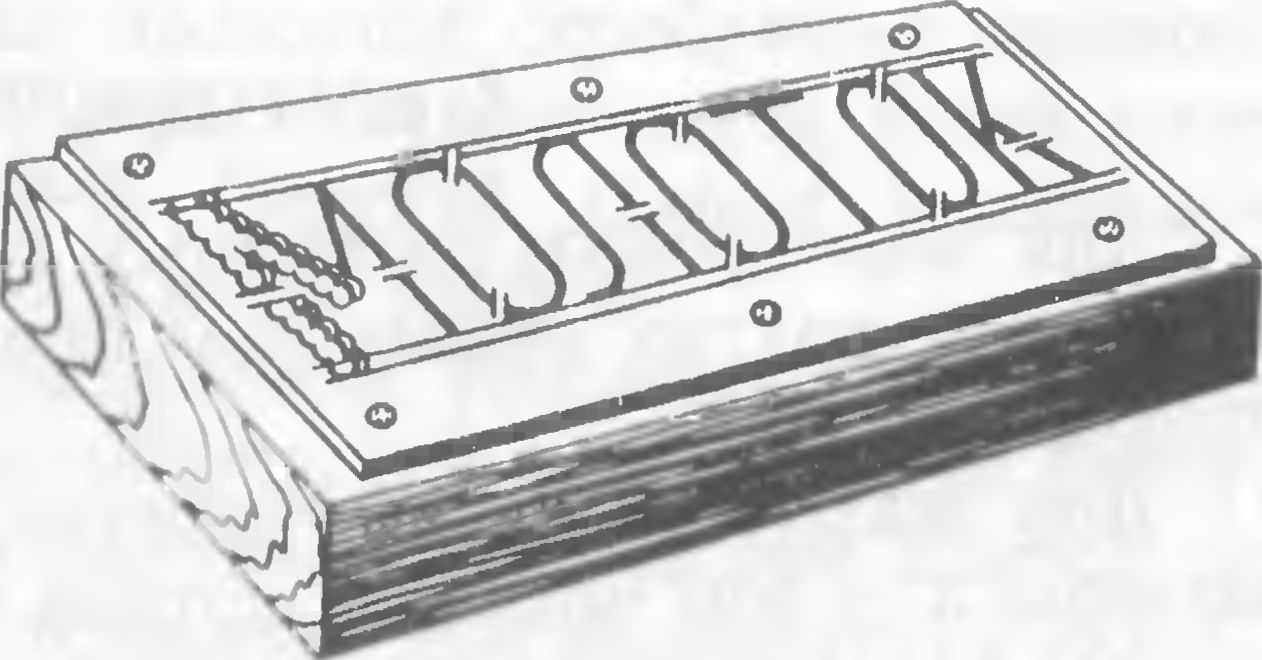 |
Рис. 58. Разметка трафарета и след, получаемый при ступенчатом фрезеровании на просвет |
Выборка металла производится гравированием на просвет (рис. 58): ступенчатым перемещением копировального пальца (щупа) по канавкам копировальных планок. При этом перемычки у букв получаются в результате своевременного опускания и подъема шпинделя пантографа и одновременных задержек копировального пальца в нужных местах. В процессе работы шпиндель нужно стараться опускать плавно, чтобы фреза при соприкосновении с металлической поверхностью не мяла ее.
 |
Рис. 60. Готовый к использованию трафарет после дополнительной опиловки округлений в углах |
 |
Рис. 59. Направление фрезерования при вращении фрезы по часовой стрелке |
В связи с малой толщиной заготовки, особенно в углах переходов, вращающийся инструмент может вырвать нужный металл. Для предупреждения этого необходимо выбирать направление последующего гравирования по рисунку буквы с учетом направления вращения фрезы (рис. 59).
Когда внутри букв получившегося трафарета металл будет полностью выбран, необходимо сгладить образовавшиеся неровности в процессе шаговой фрезеровки. Для этого несколько раз проходят фрезой по контурам букв.
Но не следует считать, что трафарет готов к использованию, когда металлическая пластина будет отделена от деревянной подложки. Как бы гравер ни старался, он никогда не добьется идеальной чистоты среза контуров букв из-за дребезжания пластины в местах, неплотно прилегающих к подложке.
Если взять в руки трафарет и взглянуть на просвет, то обязательно будут видны шероховатости и вмятины, поэтому необходимо произвести осторожную рихтовку, причем тут же молотком завальцевать дырки, прорванные гвоздями. Затем, перевернув пластину кверху стороной, соприкасавшейся с подложкой, крупной наждачной бумагой или бруском снять заусенцы, после чего надфилями зачистить контуры каждой в отдельности буквы, а если требуется, убрать и скругления в углах. Под конец остается отполированным до блеска полировником разгладить пластину с надписью, нанести соответствующую маркировку - и трафарет готов (рис. 60).
С целью соблюдения требований техники безопасности и качественного исполнения трафаретов с крупными надписями применяют специальные копиры-шаблоны (рис. 61), что позволяет использовать фрезы небольшого диаметра, а то и просто граверные резцы с обычной заточкой.
По завершении процесса гравирования после отделения металлической пластины от деревянной подложки внутренние скелеты вываливаются и в пластине остаются сквозные пространства, изображающие рисунки букв.
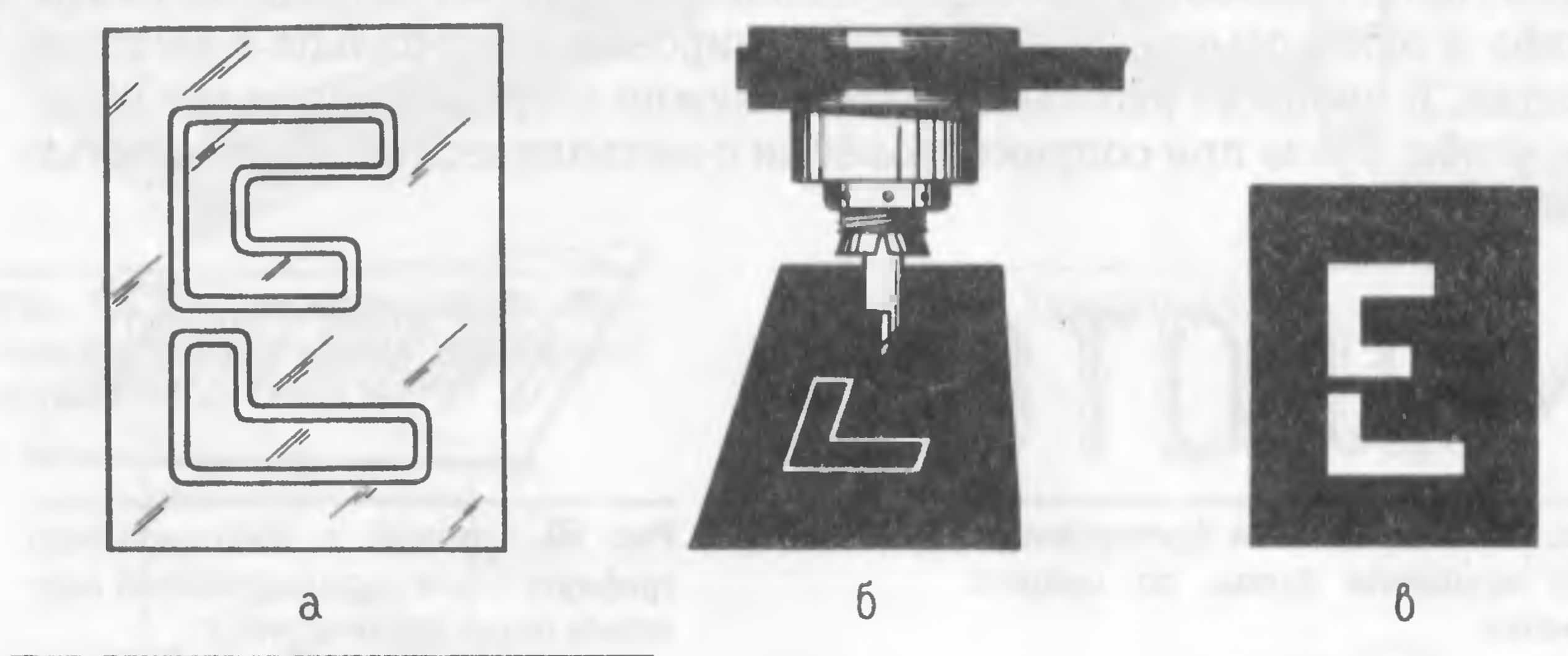 |
Рис. 61. Сквозное гравирование по копиру-шаблону:. а — копир-шаблон; б — выборка металла; в — трафарет |
При необходимости получения большого количества одинаковых трафаретов прибегают к их изготовлению из стального проката толщиной не более 0,3 мм, склепанного в пакет. При этом по завершении механической обработки не требуется тщательная рихтовка поверхностей. Следует лишь зачистить заусенцы и надфилем сгладить шероховатости в просветах букв, где это требуется.