Металл, хотя и находится в жидком состоянии, не сжигает ткань, поскольку вокруг него образуется паровой «чехол». После отливки волу вокруг металла помешивают для ускорения остывания (Фото 5).
Когда слиток остыл, из него выковывают квадрат и прокатывают в вальцах для получения пластины.
«Глубина взаимопроникновения металлов в мокуме намного меньше тысячной доли дюйма... и именно рост новых кристаллов в этой зоне скрепляет пластины воедино.».
-Джеймс Бинъон.
.
Фото: Боб Барретт.
Во-первых, давайте говорить начистоту’. Никто из нас не является металлургом. Я знаю, что я - нет, и, если бы вы были, то, наверняка, не читали бы эту книгу. Но, знаете что? Это не означает, что мы не способны понять основные металлургические принципы, которые здесь работают. Чтобы об этом задуматься наши мозги (и карманы рубашек), наверное, меньше засорены, чем у большинства металлургов, и это может дать нам преимущества.
Давайте начнем этот разговор с формулировки того, что составляет оптимальную связку между слоями металлов в брикете мокуме.
Слои в брикете мокуме должны быть полностью и наглухо соединены в единый блок, при этом сохраняя четко очерченные цветовые границы. Третий снлав, образующийся в процессе соединения основных металлов, должен сводиться к абсолютному минимуму, чтобы не смазывать и не загрязнять, четкую линию между слоями металлов.
Звучит предельно просто, но то, о чем мы сейчас говорим - достижение очень тонкого баланса. С одной стороны, это риск недостаточной сварки, следовательно, угроза расстоенпя в процессе создания рисунка из-за недостаточно прочного соединения. С другой стороны - риск перегрева брикета и перехода точки, при которой металлы диффундируют или сплавляются и образуют новый гомогенный сплав, сводящий на нет, либо разрушающий цветовой контраст. Чтобы помочь вам осмыслить это критическое состояние, важно получить знания основ металлургических принципов диффузионного соединения, которые вы будете использовать при создании мокуме. Углубленные знания помогут вам понять, что происходит с вашими брикетами, и повысит шансы на успех. Кроме этого, вы сможете произвести впечатление на друзей и ко;ыег. Чтобы полностью понимать, как соединяются между собой множество металлических слоев в брикете мокуме, необходимо иметь практическое представление о диффузии и о том, в какой момент процесс становится соединением посредством образования эвтектики или соединением методом сплавления. Для мокуме гане уществуют три важных условия, которые влияют на успешность сварки двух и более металлических пластин вместе.
Диффузионное соединение
«Волосяной орнамент №1»; шакудо и чистое серебро.
Хироко и Юджин Пижановски.
А именно:.
1.
Поверхности соединяемых металлов должны быть очищены от загрязнений и оксидов.
2.
Поверхности металлов должны быть сжаты, ч тобы быть максимально приближенными друг к другу.
3.
В таком состоянии металлы должны находиться достаточное количество времени (в зависимости от температуры), чтобы обеспечить полное образование диффузионного соединения.
Давайте рассмотрим эти условия поближе, используя приведенные иллюстрации, чтобы продемонстрирова ть, что происходи т в зоне соединения двух листов металла. Говоря практическим языком, невозможно обеспечить абсолютную чистоту поверхности. Поверхностные загрязнения и жиры можно соскрести вместе с толстыми слоями поверхносптых оксидов, но уже в течение нескольких минут начинают образовываться новые оксиды. Путем очистки мы пытаемся достичь насколько возможно тонкий слой оксидов и прочих загрязнений. Чем тоньше этот слой, тем легче силы пластической деформации и текучести преодолеют этот слой, когда две металлические пластины плотно сжаты между собой. Также атомы одного металла легче диффундируют в другой.
Рисунок 1 показывает два металла, прижатых друг к другу на начальной стадии
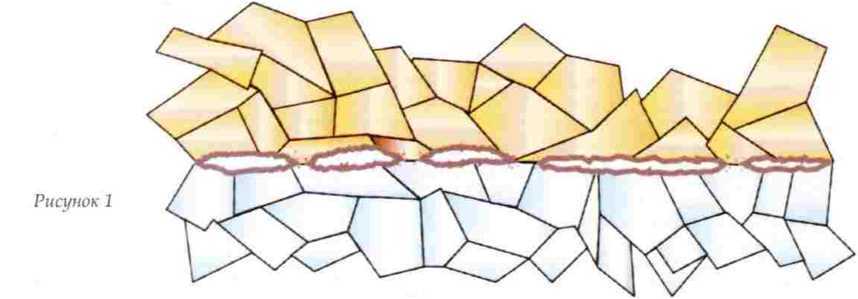
диффузионного соединения. Металлы первоначально соприкасаются только в нескольких точках вследствие неровностей (шероховатостей) на поверхности металла. Именно в этих точках силы пластической деформации прорываются
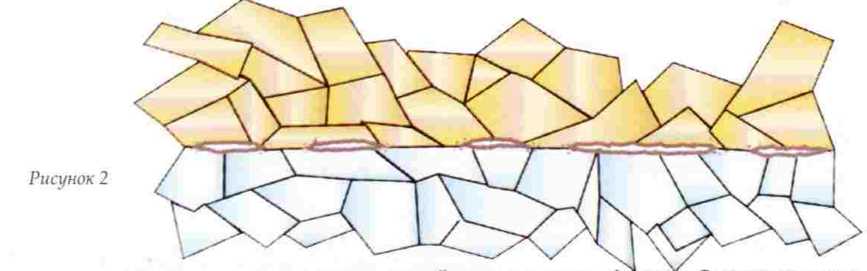
сквозь оксидную пленку и способствуют началу диффузии. С течением времени при увеличении температуры (или давления), пластическая деформация возрастает, что, в свою очередь, увеличивает площадь контакта поверхностей
(Рисунок 2). И в течение всего этого времени протекает процесс диффузии. Это происходит не только благодаря перемещению атомов из одного металла в другой, но также благодаря оксидам и другим загрязнениям, которые образуют
небольшие гнезда в зоне сплавления (Рисунок 3). В процессе такой сварки из двух исходных металлов, которые диффундируют друг в друга, начинают формироваться новые кристаллические зерна третьего сплава. Эти зерна растут поперек границ зерен исходных металлов, которые раньше очерчивали границы металлических поверхностей, и связывают их вместе. Продолжающаяся
диффузия уменьшает размер и количество гнезд с загрязнениями, поскольку кислород также диффундирует, отделяясь от молекул оксидов, таким образом, обеспечивая их восстановление до исходного металла (Рисунок 4). На этот процесс очень сильно оказывает влияние температура соединяемых металлов. Повышая температуру, следовательно, увеличивая скорость движения атомов, мы существенно снижаем количество времени, требующегося для образования соединительного слоя, до нескольких часов. Создание мокуме, основанного на сварке такого типа, требует тщательного контроля температуры и атмосферы вокруг металла, кроме этого, необходимо знать время выдержки и температуру для используемых сплавов. Первоначальные затраты для производства операций такого типа выше, чем для всех остальных, описанных в этой книге, но четко очерченные цветовые границы, которые можно создать, используя этот метод, с лихвой окупают все вложения.

Серьги мокуме: серебро, медь, латунь. Джеймс Бинъон.
Фото: Джордж Пост
То, что я описывал до этого времени, известно металлургам, как «диффузионное соединение в твердой фазе», и это - процесс, происходящий в течение длительного времени в электрической печи (В главе VII его описывает Джеймс Бинъон). Мы с Робертом Куганом (также в главе VII) рассматриваем другие методы соединения, более схожие с теми процессами, которые веками применяли японские мастера по металлу. В этом случае связующий слой образуется в процессе, называемом «диффузионноесоединение в жидкой фазе».
Давайте вернемся к иллюстрациям. В процессе диффузионного соединения в жидкой фазе этапы 1-4, в основном, такие же, как и при диффузионном соединении в твердой фазе, за исключением того, что для образования связующего слоя требуется меньше времени, поскольку цикл сплавления более короткий. Рисунок 5 демонстрирует, что происходит в зоне сплавления, когда один из металлов достиг температуры плавления. Это может быть один из исходных металлов, но, вероятнее всего, это будет эвтектический сплав, образованный в зоне контакта исходных металлов при достижении эвтектической точки. Этот жидкий
металл служит материалом - наполнителем и легко заполняет оставшиеся пустоты между металлами (Рисунок 5). Он также способствует абсорбции и рассеиванию загрязнений в зоне сплавления. Это тот металл, который «отпотевает» между двумя пластинами мокуме и который при затвердевании связывает слои вместе. Не все комбинации металлов образуют эвтектические сплавы. Если необходим именно этот тип соединения, возможно, вам понадобится ввести третий металл в качестве тонкого промежуточного слоя, который будет образовывать эвтектический сплав.
У этого типа соединения есть два преимущества: тот факт, что это можно сделать за полчаса, и то, что критическую точку эвтектики можно увидеть. Этот тип соединения практически не требует специального оборудования, но он весьма.
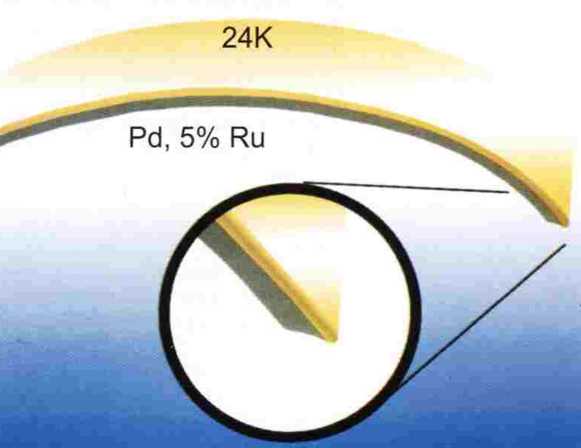
требователен к вашей наблюдательности. При использовании этого метода важно достичь максимально тонкого промежуточного слоя, который будет связывать металлы между собой. Ваши выводы, основанные на ваших наблюдениях, будут в большой степени определять качество вашего мокуме. До тех пор, пока вы не приобретете достаточно опыта в сплавлении брикетов мокуме, риск перегрева всегда будет остава гься очень высоким, как это произошло в случае с золотом 750 пробы (18К) и шакудо (фото слева). В главе VII я привожу ряд опознавательных знаков и сигналов, которые необходимо отслеживать при диффузионном

соединении в жидкой фазе. Используйте их, чтобы помочь себе распознать тот момент, когда металлы сплавились. Если вы заинтересованы в более подробном описании принципов диффузионного соединения и того, как они соотносятся со сплавлением мокуме в электрической печи, переходите к прекрасной статье Джеймса Биньона в главе VII.

Обручальные кольца с брилли-антпми: платина и золото 750 пробы (18К). Стив Миджетт.
Совместимость металлов.
Кроме использования металлических пластин плохого качества, одна из самых больших проблем, с которыми вы столкнетесь в процессе создания мокуме - несовместимость металлов.
Это то же самое, как если бы вы организовали свидание «вслепую» для двух друзей. Вы (Да Вы.
просто дьявол!) смогли бы организовать встречу вашего соседа - байкера и интересной персоны, которую вы встретили в тридцать-каком-то-клубе-ио-метанию-дротиков-на-лужайках. Но вы не сможете удерживать их вместе, если только у них нет ни чего общего. То же самое с мокуме. Что касается нас, существуют три фактора, которые определяют, совмеспгмы ли определенные металлы или нет. А именно: твердость, рабочие характеристики металлов и свойства эвтектического сплава, образованного применяемыми металлами.
Твердость.
Использование металлов с явно отличающимися показателями твердости повлечет за собой проблемы, когда вы начнете прокатывать брикет в вальцах. Причину проблем, связанных с различной твердостью, можно объяснить простым примером: для деформации и удлинения мягкий металл нужно подвергать меньшему давлению, чем твердый. Это означает, что при одинаковом давлении на мягкий и твердый металл более мягкий из двух металлов покажет наибольшую деформацию и смещение.
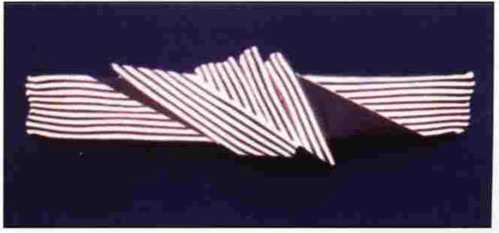
Скажем, вы сделали простой ламинат из двух пластин: чистого золота 999 пробы (24К) и ювелирного палладия. Скорее всего, вы ни за что не станете сочетать эти металлы, но, поскольку их показате-ли твердости сильно отличаются, они послужат хорошим примером. Результаты прокатки такого листа в вальцах обнаружат, что золото сильнее сжалось, увеличилось в ширину и значительно более удлинилось, чем палладий. А это.
приведет к тому, что ламинат будет скручиваться в направлении палладиевого слоя, который в большей степени сохранил свою первоначальную форму. Это показано на рисунке на предыдущей странице.
Если прокатку продолжать, чистое золото будет деформироваться все больше и свисать по краям, и, неизбежно, этот материал необходимо будет срезать. Задумаетесь на секунду о том, какие внутренние стрессы возникают в центре пластины. Оба металлических слоя подвергаются одинаковому давлению по всей поверхности. Валки равномерно распре-деляют давление, но различные участки пластины реагируют по-разному. Вдоль краев нет ничего, кроме свободного пространства, поэтому металлы свободно двигаются в этом направлении. Поскольку чистое золото мягче палладия, оно сдвигается в большей степени. Золото в центре пластины, однако, удерживается окружающим его золотом, равно, как и палладием, к которому оно присоединено. Оно стремится сдвинуться к краю, но удерживается на месте. Поэтому мы получаем внутреннее напряжение, которое сфокусировано в зоне сплавления между двумя металлами.
«Стрелка-указатель II•>. белое золото 583 пробы (14К), шакудо, желтое золото 750 пробы (1SK). Опив Миджетт.
.
Теперь представьте, что вместо двух слоев металлов у вас их 12 или 20, и вы начнете понимать, какие внутренние силы возникают в брикете мокуме. Это может не только вызвать отслоение металлов, наиболее вероятно, по краям, но и в некоторых случаях металл может просто разорвать на части. Когда ори кет, содержащий металлы с большой разницей в твердости, как описано ранее, начинают удлинять прокаткой в вальцах, более мягкий металлический слой будет пытаться удлинить себя в большей степени, чем более жесткий металл. Сдвигаясь, он старается сдвинуп, вместе с собой и жесткий слой. Эго, в исключительных случаях, может медленно разорвать жесткий металлический слой, обычно образуя повторяющийся рисунок, который очень близко повторяет внутреннюю границу зерен. Когда это происходит, мягкий металл начинает заполнять разломы. При изучении поперечного среза такого брикета можно увидеть чешуйчатый узор, который иногда имеет красивый.
.
внешний вид. В большинстве стучаев, однако, брикет полностью разламывается. Иногда брикет ни ломается, ни образует красивый узор по краям зерен. Отесанный процесс протекает, но в гораздо меньшей степени, и когда вы будете формировать узор поверхности, слои металла будут выглядеть неряшливо, шероховато. На формирование узора также влияют качество более твердого металла и его пластичность. Чем жестче этот металл (или чем крупнее его зернистая структура), тем больше шансов на появление разломов.

«Брошь-щит №13»: медь, титан, стерлинговое серебро. Ян Фергюсон.
Рабочие характеристики металлов.
Ковкость и гибкость металлов, равно как и степень нагартовываемости и предпочтительный способ охлаждения - свойства, которые определяют рабочие характеристики металла. Также речь идет и о температуре отжита. Если, например, в брикете вы используете платит в сочетании с другим металлом, температура плавления которого ниже температуры отжига платины, после нагартовы-ванпя будет совершенно невозможно полностью отжечь платину. Чем больше общего v металлов, которые используются в одном брикете мокуме, тем легче они будут поддаваться совместной обработке. Это не обязательно означает, что вам нельзя сочетать различные металлы, но, как и у вашего соседа и президента клуба по метанию дротиков на открытом воздухе, их совместная жизнь всегда будет борьбой.
Свойства сплавов.
Свойства сплава, который создается при соединении двух исходных металлов, будут также играть роль в успешности результата. Например, система медь-серебро в определенном состоянии создаст относительно хрупкий сплав. Состав такого сплава, кстати, довольно близок к эвтектике серебро-медь, и это может внести свою лепту в повреждение брикета. Диффузионное соединение в твердой фазе обычно позволяет устранить эту проблему, а проведенное должным образом сплавление в жидкой фазе может свести ее к минимуму. Для металлов, которые не образуют эвтектический сплав, схожесть в показателях твердости и в рабочих характеристиках становится еще более важной.
Таблица на следующей странице послужит вам общим руководством по использованию металлов, которые успешно сочетаются в мокуме. Это, конечно, лишь часть возможных комбинаций наиболее часто употребляемых сплавов. Вооружившись информацией, которую я здесь привожу, и экспериментируя, вы сможете создать свои собственные сочетания и цветовые гаммы.