Центробежное литье.
Центробежное питье является наиболее распространенной техникой отливки ювелирных изделий. Давление центробежной силы необходимо из-за того, что высокое поверхностное натяжение большинства ювелирных металлов заставляет их при плавлении принимать шарообразную форму. Заливка золота и серебра под действием одной только силы тяжести возможна, но при этом есть шанс, что металл откажется вплотную прилегать к стенкам формы, что приведет к потере деталей. В том случае, если в изделии имеются тонкие ажурные участки, металл может вообще не заполнить узкие полости формы Для заливки изящной, тонко деталиро-ванной формы нужно дополнительное усилие, но слишком большое усилие может её разрушить. Идея заключается в том, чтобы создать постоянное, равномерное давление, загоняющее металл в питейную полость. Если в форме имеются мелкие детали, то под напором.
обрушивающегося в питейную полость металла могут отколоться крошечные частицы формовочной смеси, что приведет к потере деталей. К тому же, если металл слишком сильно ударяется.
об удаленную стенку формы он будет отскакивать, вызывая завихрение потока, что может послужить причиной неравномерного твердения в объеме отливки и потери деталей на дальней стенке формы.
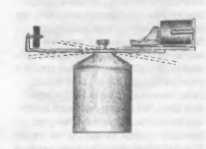
Источников центробежной силы может быть несколько. Вероятно, наиболее распространенная центробежная питейная машина приводится в действие мощной скрученной пружиной. Эта пружина выглядит как часовая пружина -переросток и находится в скрученном состоянии в основании машины так что её не вццно.
Эта пружина может быть закручена настолько сильно, что будет представлять собой потенциальную опасность. Никогда не пытайтесь извлечь её из корпуса.
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ: ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ.
1. Перед тем как приступить к выжиганию воска, уравновесьте рычаг центробежной машины.
2 После выжигания начните охлаждать форму.
3 Заведите рычаг центробежной машины на три полных оборота и зафиксируйте его стопорной шпилькой. Подогрейте тигель, загрузите металл и доведите его почти до температуры плавления.
4 Установите опоку в машину.
5 Закончите плавку, раз ипи два добавив флюс.
6 Когда металл расплавится, крепко ухватитесь за рычаг машины и еыньте шпильку не убирая горепку. Убедитесь в том, что металл достаточно текуч.
7 Отпустите рычаг, одновременно убирая горепку.
а Когда машина остановится, снимите опоку.
9 Когда красный цвет каления цоколя исчезнет, опустите опоку в ведро с водой.
Последовательность отливки в центробежной машине.
1. Перед выжиганием установите опоку в центробежную машину для холостого прогона чтобы убедиться, что опока подходит к машине и определить, понадобится пи пюпька для того, чтобы опока располагалась на одном уровне с тиглем. Люлька - это полоса металла, которая приподнимает и удерживает опоку, обеспечивая тем самым заливку расплавленного металла по прямой траектории. Гораздо удобнее и эффективнее согласовать все детали, пока опока ещё не нагрета.
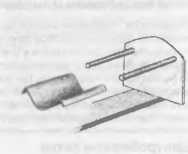
Сейчас также самое время проверить, огпазурован пи тигель бурой, чист пи он и надежно пи укреплен в центробежной машине Как подготовить новый тигель, смотрите ниже. Если тигель уже был в работе, убедитесь, что канал для заливки металла не перекрыт.
Загрузите металл в тигель и уравновесьте машину, ослабив винт которым рычаг машины крепится на основании. При этом он станет как бы опорой качелей. Добавляйте или перемещайте противовесы до тех пор, пока рычаг не будет уравновешен, не забывая о том, что из-за потери влаги опока после выжигания