4.
Перевернув модель, прикрепите питники так, чтобы они соединялись в центральной точке над моделью.
5.
Подсчитайте нужное для отпивки количество металла.
6.
Выберите подходящие к модели, опоку и основание литника.
7.
Прочно укрепите снабженную питниками модепь на основании Убедитесь, что в местах прикрепления питников.
8.
Наденьте респиратор и заформуйте модепь.
Материалы для изготовления литников.
Для изготовления питников годится любой воск, но предпочтительнее всего круглая проволока из мягкого воска так как она позволяет более точно расположить модепь внутри опоки. Преимущество мягкого воска ещё и в том что при нагревании он обеспечивает прочное соединение: зто поможет вам избежать такой неприятности как отвалившаяся при формовке модель.
Хорошая отливка требует интенсивной подачи металла в полость изложницы что может бьпъ достигнуто, если стенки питников гладкие и прямые настолько, насколько зто возможно. Литник с неправильным поперечным сечением будет перемешивать вливаемый металл, поэтому откажитесь от питников из скрученных вместе проволок. Скрученные проволоки могут вызывать проблемы ещё и потому, что поток вливаемого металла может разрушить тонкии гребень формовочной смеси, образующийся вдоль линии скручивания, что приведет к загрязнению отливки Более толстый питник можно сделать, скатывая восковые проволоки в ладонях или соединяя восковые стержни бок о бок.
В качестве литников можно использовать стержни из пластмассы, но лучше этого не делать. Большинство пластмасс плавится при более высокой температуре, чем воск, поэтому модепь расплавится раньше, чем откроется канал литника. Это может Привести к закипанию воска внутри формы.
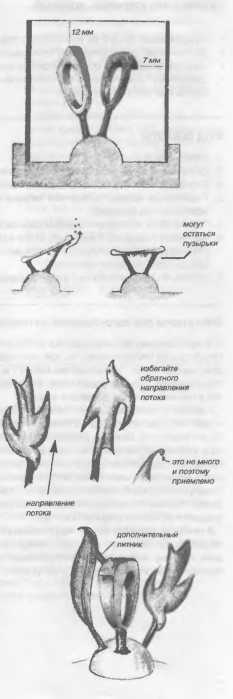
Модель должна быть размещена в опоке таким образом, чтобы вокруг неё со всех сторон оставалось пространство около 7 мм Если в одной опоке отливается несколько моделей, они должны отстоять друг от друга по крайней мере на 3-4 мм. Расстояние между верхом модели и верхом формовочной смеси должно быть несколько больше, особенно для тяжелых отливок, когда масса металла, с силой ударяя в тонкую верхнюю стенку, может разрушить её.
12 мм - это минимум.
Никогда не размещайте плоскую модель горизонтально. Наклонная модепь заставляет металл рикошетить от стенок полости, что ведёт к более полной отливке. Если расплавленный металл налетит на плоскую стенку, он будет отброшен обратно в питник, навстречу вновь поступающему металлу, что вызовет завихрение потока В результате отливка получится пористая или с грубой поверхностью.
Модепь должна быть расположена таким образом чтобы весь поток металла от точки входа устремпяпся вниз. На рисунке показано направление потока; избегайте положения, при котором металл будет вынужден течь в направлении, обратном указанному. Если в обратный поток вовлекается небольшое количество металла, особенно когда сзади на него будет напирать относительно большая масса, то такое соотношение потоков будет приемлемым.
Литники должны располагаться в радиальном направлении от литниковой чаши. Они не должны встречаться в центральной точке, но должны сходиться в верхней трети купола. Отсюда их следует подвести к каждому массивному участку модели. В том случае, если свободного пространства мало начертите на листе бумаги прямоугольник точно соответствующий внутренним размерам опоки, вычертите основание опоки и купол питейной чаши, затем уложите на бумагу модель и начертите схему идеального расположения питников
РАСПОЛОЖЕНИЕ ЛИТНИКОВ.
1.
Присоединяйте питники к самой массивной части модели.
2.
Присоединяйте литники там, где они не повредят текстуру поверхности и откуда их пегко будет удалить после отливки.
3 Питайте каждую массивную часть модели