В условиях действующего производства в связи с возможными изменениями свойств исходных материалов или возврата обычно периодически контролируют прочность, свободную линейную усадку, теплоустойчивость и текучесть составов, а в случае применения их в пастообразном состоянии — и содержание замешанного в состав воздуха 141, 48].
Определение линейной усадки модельного, состава. Методика определения свободной и затрудненной линейной усадки модельного состава заключается в замере изменения длины образца в определенном интервале температур. Усадку модельного состава выражают в процентах.
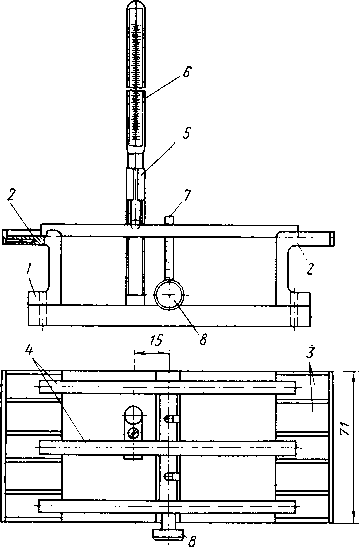
Величину свободной линейной усадки можно с достаточной точностью определить на образцах квадратного сечения 10X10 мм и длиной 200 мм, изготовленных в пресс-формах конструкции, представленной на рис. 5.5. Пресс-форма имеет миллиметровую шкалу, нанесенную вдоль рабочей полости. Величину усадки замеряют прибором с помощью нониуса на вставке 5, свободно перемещающейся в рабочей полости пресс-формы. Вставка при запрессовке модельного
Рис. 5.5. Прибор конструкции ВНИИНмаш для замеров свободной линейной усадки модель-ных составов:.
/ — корпус; 2 — крышка; 3 — рабочая полость; 4 — запрессовочное отверстие; 5 — вставка с нониусом для замеров усадки; 6 — толкатель для выема образца; 7 — запорное устройство крышки; 8 — опоры.
.
состава находится внутри пресс-формы, которую заполняют составом в вертикальном положении через запрессовочное отверстие 4. Свободную линейную усадку вычисляют по формуле
где l
— длина рабочей полости пресс-формы, равная длине образца сразу после запрессовки модельного состава; 1
— длина образца после завершения усадки (в момент замера), определенная с помощью вставки 5.
По методике НИИТАвтопрома свободную линейную усадку определяют на образце в виде усеченного конуса прибором, показанным на рис. 5.6. Рабочая длина образца 100 мм. Корпус 1 прибора представляет собой водоохлаждаемую стальную пресс-форму. В верхней части ее находится,-датчик 2, устанавливаемый перед введением мо* дельного состава в крайнее верхнее положение, фиксируемое защелкой 3. Одновременно стрелка индикатора 4 устанавливается на ноль.’ Модельный состав запрессовывается при горизонтальном положении пресс-формы, затем ее ставят вертикально и замеряют усадку, когда стрелка индикатора в течение 30 мин показывает одну и ту же величину.
Испытывается не менее двух образцов, причем усадка их не должна иметь колебаний более 0,08 %. Для определения колебаний свободной и затрудненной усадок И. И. Горюновым применен специальный образец (рис. 5.7). Из каждого испытуемого модельного состава необходимо изготовить при одинаковых условиях (температура пресс-формы, давление прессования и др.) по 10 образцов и обмерить их:.
Рис. 5.6. Прибор конструкции НИИТАвтопрома для замеров ли-иейиой усадки модельных составов:.
/ — корпус; 2 — датчик; 3 — защелка; 4 — индикатор; 5 — водяная рубашка; 6 — рабочая полость;
Отвод.
Воды
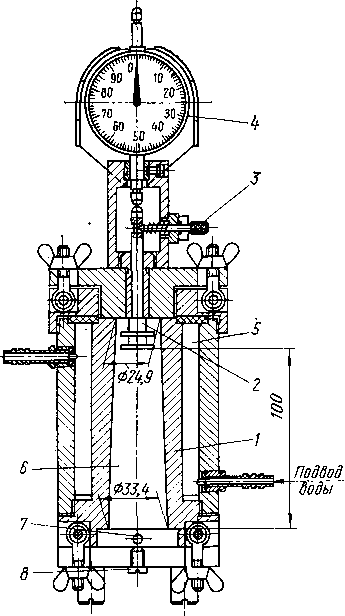
7 — запрессовочное отверстие; 8 — место установки термометра (винт удаляется).
На основе результатов замеров образцов определяют колебания усадки по формуле.
К
[(-^шах.
—Х
)!Х
] 100 о/о,.
где X
, Х
— максимальный и минимальный размеры модели, мм;^
— контролируемый размер полости пресс-формы.
Определение прочности. Наибольшее распространение в отечественной и зарубежной практике получили прочностные испытания модельных составов на статический изгиб. При этом одновременно может быть определена стрела прогиба образца, косвенно характеризующая пластичность состава. Для исследований могут быть применены специальные приборы для испытаний на статический изгиб и разрывные машины небольшой мощности с фиксируемыми нагрузками до 200—500 Н и ценой деления шкалы не более 0,5 Н, снабженные реверсорами. Один из вариантов конструкции реверсора показан на рис. 5.8.
По методике НИИТАвтопрома испытания проводят на машине РМ-3 с использованием реверсора специальной конструкции. Для испытаний каждого модельного состава отбирают до 10 образцов, не имеющих наружных дефектов (трещин, вмятин, утяжин, спаев, раковин, кривизны, незаполнения контура, вкраплений посторонних примесей и др.). Результаты испытаний образцов, в изломе которых обнаружены внутренние дефекты, не учитывают. Обычно испытывают образцы квадратного сечения 6X6 мм и длиной 60 мм, а расстояние между опорами реверсора составляет 50 мм. Для изготовления образцов применяют пресс-формы, один из вариантов конструкции которых представлен на рис. 5.9. После испытаний замеряют фактические размеры поперечного сечения образца в месте
—. V | |||||
1 1 | |||||
fS | 50 | ||||
- *- | и | 1 -«- | 1 | ||
V.. | 1 | ||||
1 | |||||
& | |||||
700 | f | ||||
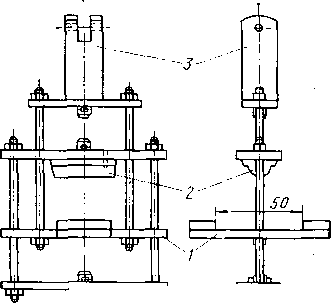
Рис. 5.7. Образец для определения сво- Рис. 5.8. Реверсор для испытаний проч. бодиой и затрудненной усадок модельного ности модельных составов на изгиб:.
состава / _
р
площадка; * 2 — нож; 3 —-.
верхняя тяга; 4 — иижняя тяга.
излома с точностью до 0,05 мм. Предел прочности (МПа) подсчитывают по формуле.
M
/W = 3Pl/(2bh
),.
где M
— изгибающий момент, вызванный разрушающей нагрузкой; W — модуль (момент) сопротивления изгибу; Р — нагрузка, вызывающая разрушение образца при изгибе; I — длина расчет-
Kj
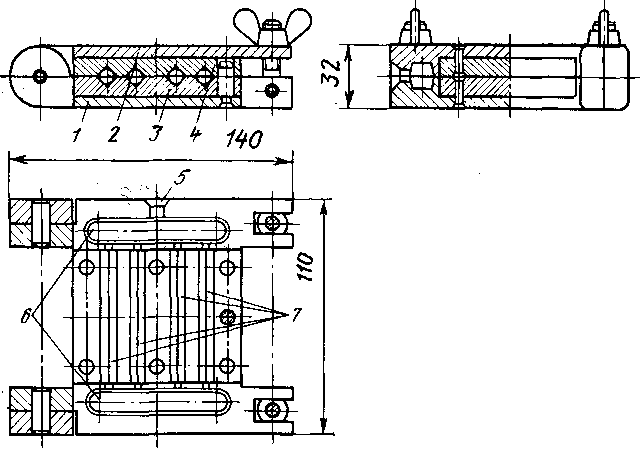
Рис. 5.9. Четырехместная пресс-форма для изготовления образцов из модельных составов для испытаний иа изгиб:
1 — ннжняя половина; 2 — верхняя половина; 3 — нижннй вкладыш; 4 — верхний вкладыш; 5 — запрессовочиое отверстие; 6 — коллекторы; 7 — рабочие полости пресс-форм
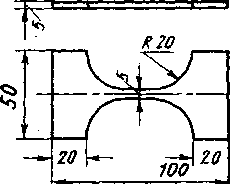
Рис. 5.10. Образец прямоугольного сечеиия для испыта* иия прочности модельных составов при растяжении.
.
.
ного участка образца (расстояние между опорами); b — толщина образца в месте излома; h — высота образца в месте излома.
Образцы испытывают при постоянной температуре (обычно 20 °С) и термостати-руют при этой температуре в течение 2 ч. По результатам испытаний не менее трех образцов устанавливают среднее значение предела прочности при изгибе. Испытания на изгиб — не единственный метод оценки прочности модельных составов. По методике, разработанной в МВТУ им. Н. Э. Баумана, прочность при растяжении проверяли на образцах круглого сечения (типа гагаринских), изготовляемых в многоместной пресс-форме, и испытывали на разрывной машине с использованием специальных захватов. В НИИТАвтопроме для испытаний на растяжение был применен образец прямоугольного сечения (5x5 мм в рабочей части), изображенный на рис. 5.10. Конструкция образца обеспечивает удобство и надежность крепления его в захватах.
Определение твердости. Показатель твердости при испытаниях на пенетрометре — глубина погружения в исследуемый образец стальной иглы под действием постоянного груза за определенное время. Глубину погружения условно обозначают Н
и выражают в миллиметрах. Пенетрометр имеет столик для установки образца в горизонтальном положении в стойку, по которой кронштейн свободно передвигается вверх и вниз. На консоли кронштейна находится боек с иглой. В пальцевую канавку бойка для удержания его во взведенном (верхнем) положении входит специальный фиксатор. Образец для испытаний имеет форму шайбы толщиной не менее 10 мм со строго параллельными основаниями, поверхность которых должна быть гладкой. Шток с грузом опускают поворотом фиксатора, при этом игла погружается в испытуемый образец. По истечении 10 с по индикатору с точностью до 0,01 мм фиксируют величину погружения иглы в образец. Испытывают не менее трех образцов из каждого. исследуемого модельного -состава и определяют среднее значение Я
Определение термического расширения. Для определения используют прибор конструкции НИИТАвтопрома (рис. 5.11). Показателем термического расширения является отношение увеличения длины образца при нагреве к его первоначальной длине, выраженное в процентах
где М — прирост длины образца, мм; 1
— начальная длина образца (при температуре 20 °С), мм,.
Рис. 5.11. Прибор для определения термического расширения модельного состава.
.
Прибор состоит из корпуса 1 с боковыми стенками 2, между которыми расположен роликовый конвейер 3, задней стенки 4, компенсатора 5 и рычага 6, с укрепленным на нем индикатором 7. Образец 9 длиной 150 мм с поперечным сечением 10X10 мм устанавливают на роликовый конвейер 3 вплотную к задней стенке 4; второй конец образца упирается в подушку 8, надетую на индикатор. С помощью компенсатора стрелку индикатора устанавливают на нуль при начальной температуре испытаний (20 °С). Затем прибор с образцом переносят в термостат, где температуру постепенно повышают. После повышения температуры на каждые 5 °С дают выдержку для прогрева образца в течение 30 мин, после чего фиксируют показания индикатора, что позволяет графически изобразить ход процесса расширения.
От каждой разновидности модельною состава испытывают не менее трех образцов и результаты испытаний усредняют. К недостаткам этого метода относится то, что нагрев прибора и индикатора в процессе испытаний неблагоприятно сказывается на точности их, а температурный интервал испытаний ограничен ввиду того, что достоверность данных зависит от состояния образца. Малейшее размягчение его будет приводить к деформациям, искажающим результаты испытаний. Более достоверные данные о расширении модельных составов можно получить при дилатометрических испытаниях, либо по методике, разработанной в МАТИ, с использованием тензометрии.
Определение стойкости модельных составов к деформации при температуре 20 °С и нагреве (теплоустойчивости). Стойкость составов К деформациям под действием собственной массы при комнатной
Рис. 5.12. Схемы испытаний модельных составов на теплоустойчивость.
.
и повышенных температурах оценивают либо стрелой прогиба б
образца, концы которого лежат на двух опорах (рис. 5.12, а), либо расстоянием 6
, на которое опускается конец консольно расположенного образца (рис. 5.12, б). Испытания при повышенных температурах ведут в термостате. Размеры образцов, расстояние между опорами 1
или длина консольной части 1
, а также продолжительность выдержки при заданной температуре для получения сравнимых результатов при всех испытаниях должны быть постоянными.
Для контроля теплоустойчивости модельных составов в НИИТА-втопроме разработан прибор (рис. 5.13). Испытания заключаются в определении температуры, при которой прогиб образца квадратного сечения 6x6 мм, длиной 120 мм при расстоянии между опорами 100 мм достигает 2 мм под действием собственной массы. Прибор,.
в гнезда которого устанавливают для испытаний одновременно три образца, ставят в термостат с терморегулятором, поддерживающим температуру воздуха в месте установки образцов с точностью ±1 °С. Для контроля температуры в державку прибора помещают термометр 6, ртутная головка которого расположена между двумя соседними образцами. Испытания легкооплавких воскообразных модельных составов на парафиновой основе начинают, обычно с температуры (28 ± 1) °С. Прогиб об-
Рйс. 5.13. Прибор для определения temio-устойчивости модельных составов по методике НИИТАвтопромй:.
1 — основание; 2 — опоры для образцов;.
3 — гнезда для установки образцов; 4 — образцы; 5 — державка для термометра; 6 — термометр; 7 — миллиметровая линейка для замеров деформации образцов;.
8 — поворотная шпилька для подвода линейки к образцу
Рис. 5.14. Пресс-форма для определения текучести модельных составов (а) и размеры образца (б).
.
раздов контролируют после двухчасовой выдержки при заданной температуре с помощью миллиметровой линейки 7, подводимой к образцу поворотной шпилькой 8. Если прогиб образца при начальной температуре испытаний не достигает 2 мм после двухчасовой выдержки, то температуру воздушной среды в термостате повышают на 2 °С и повторяют измерения после выдержки в течение 2 часов. Испытания продолжают, повышая каждый раз температуру прогрева образца на 2 °С, пока не будет достигнута температура, при которой прогиб средней части образца достигнет 2 мм. За температуру теплоустойчивости принимают такую, которая на 1 °С ниже температуры, вызвавшей деформацию образца на 2 мм.
Определение текучести. Ее определяют для оценки способности модельного состава при заданных параметрах процесса изготовления моделей (температуры и состояния модельного состава, давления запрессовки) заполнять полость пресс-формы.
По методике НИИТАвтопрома оценивают текучесть по длине спирали, получающейся при запрессовке модельного состава в спиральную полость пресс-формы.
По методике МАТИ текучесть модельного состава в пастообразном состоянии оценивают длиной цилиндрического ступенчатого образца переменного сечения, изготовляемого в пресс-форме (рис. 5.14), общая длина рабочей полости которой 400 мм. Полость состоит из четырех сообщающихся, концентрично расположенных цилиндрических частей равной длины (100 мм), диаметр которых последовательно уменьшается от 10 до 2 мм. Состав запрессовывают
Рис. 5.15. Прибор МАТИ для определения текучести модельных составов.
в полость большего диаметра при горизонтальном положении пресс формы. Максимальные размеры образца, которые могут быть получены при высокой текучести модельного состава, показаны на рис. 5.14, б. В целях получения более точных характеристик и сопоставимых результатов текучесть модельного состава определяют на установке (рис. 5.15), состоящей из ультратермостата I, запрес-совочного устройства с постоянным давлением прессования II и описанной выше пресс-формы III (рис. 5.14).
Ультратермостат обслуживает запрессовочное устройство; цилиндр его имеет рубашку, полость которой гибкими шлангами соединена с термостатом. В процессе работы его жидкость-теплоноситель непрерывно циркулирует в полости, образованной рубашкой цилиндра. Таким образом поддерживается постоянная температура цилиндра и загружаемого в него модельного состава. Эту температуру можно регулировать в широких пределах (20—180 °С). Для создания постоянного давления на Поршень прессующего устройства использован видоизмененный лабораторный копер (типа 031). Грузовая платформа копра опускается на шток-поршень, создавая постоянную нагрузку в течение всего периода прессования. Прессующее давление можно регулировать изменением груза, устанавливаемого на платформу копра.
Продолжительность затвердевания и скорости охлаждения модельного состава в пресс-форме могут быть определены по методике НИИТАвтопрома с помощью прибора, показанного на рис. 5.16. Прибор состоит из пресс-формы 1 для изготовления образца ступенчатой формы, состоящего из пяти кубических частей, расположенных симметрично и имеющих последовательно уменьшающиеся поперечные сечения 30x30; 20 х20; 15x15; 10хЮ и 5x5 мм. В пресс-форме
Рис. 5.16. Прибор для определения времени затвердевания и скорости охлаждения модельного состава в пресс-форме.
имеются пять резьбовых отверстий 2 для ввинчивания температурных датчиков 4, подключенных к электронному потенциометру 3. Модельный состав запрессовывают сбоку, в полость кубика большего объема. Перед запрессовкой устанавливают датчик так, чтобы конец его находился в средней части, образуя сечение контролируемой толщины. Отсчитывают продолжительность охлаждения с помощью секундомера, включаемого в момент окончания запрессовки. Отсчет времени продолжают до тех пор, пока стрелка потенциометра не покажет температуру на 3 °С ниже температуры теплоустойчивости исследуемого модельного состава. Возможен нагрев или охлаждение пресс-формы водой до оптимальной температуры.
Исследования реологических свойств модельных составов позволяют объективно оценить поведений их при изготовлении моделей. Первые систематические исследования реологических свойств модемных составов были проведены в ИПЛ АН УССР А. С. Лакеевым и Г. П. Борисовым. М^ды и результаты этих исследований описаны в работе [38]. Для определения наиболее важных структурномеханических характеристик модельных составов использовали модернизированный капиллярный вискозиметр АКВ-2М, усовершенствованный прибор К.-2, обычно применяемый для определения прочности консистентных смазочных материалов, а также пластометр конструкции П. А. Ребиндера. Определяли или рассчитывали по результатам экспериментальных исследований статическое и динамическое предельные напряжения сдвига, наименьшую пластическую вязкость разрушенной структуры, жидкоподвижность, пластичность потока массы, пластическую прочность структуры. Экспериментально подтверждено, что модельные составы можно рассматривать как дисперсные системы с коагуляционным образованием структуры. Результаты исследований использованы как для оценки реологических свойств различных модельных составов, так и для оптимизаций рецептур ебставОв ЙПЛ, а также для установления onffi-мальных условий работы с ними, например, при определении необходимой температуры пластообразного состава при запрессовке.
При исследованиях реологических свойств модельных составов для определения истинной вязкости и предельного напряжения сдвига может быть использован ротационный вискозиметр РВ-8 конструкции М. П. Воларовича, применяемый при исследованиях суспензий.
Определение содержания воздуха в пастообразных составах.
Простейшим методом является отбор пробы готового модельного состава, например, с помощью цилиндрического пробника, расплавления пробы и определения разницы объемов образца из пастообразного состава с воздухом и монолитного образца той же массы. Описание методики определения содержания воздуха в модельном составе, предложенной в НИИТАвтопроме, приведено в работе [48 J.
Определение стойкости модельного состава к взаимодействию его_со связующим раствором. По методике МАТИ образцы, имеющие форму пластин, выдерживают в растворе связующего. Продолжительность выдержки выбирают в соответствии с максимально возможной в производственных условиях продолжительностью контакта непросохшей суспензии с поверхностью модели, но не болег.
24 ч. Состояние поверхности образцов оценивают визуально. Затем осматривают излом образцов для определения возможных изменений в поверхностном слое модельного состава. Далее проверяют зольность модельного состава и сравнивают с зольностью образцов, не имевших контакта со связующим. Определяют также (взвешиванием на аналитических весах) изменение массы образцов до и после испытаний.
По методике НИИТАвтопрома взвешенный образец модельного состава (~15 г) погружают в раствор связующего и выдерживают в течение 2 ч при контактной температуре, а затем помещают в кипящую воду на 2,5 ч. Воду охлаждают, модельный состав снимают с ее поверхности, исследуют кислотное число, температуру капле-падения и зольность модельного состава. По результатам исследований судят о стойкости модельного состава при взаимодействии со связующим. Плавкость, зольность, коксуемость, кислотное число, число омыления определяют стандартными Методами. Например, плавкость оценивают температурами плавления или каплепадения, определяемыми соответственно по ГОСТ 4255—75 и ГОСТ 6793—74, зольность—по ГОСТ 1461—75, количество содержащейся воды — по ГОСТ 2477—65, кислотное число —■ по ГОСТ 5985—79, коксуемость (на приборе ЛК.Н-70) по ГОСТ 8852—74, число омыления — по ГОСТ 21749—76. До настоящего времени актуальна проблема создания наиболее обоснованных и объективных унифицированных методов исследований и контроля модельных материалов и централизованного производства приборов для их проведения.
Процесс изготовления моделей в пресс-формах включает подготовку пресс-формы, введение в ее полость модельного состава, выдержку модели до затвердевания, разборку пресс-формы и извлечение моделей, а также охлаждение моделей до температуры производственного помещения.
Используют обычно один из следующих способов заполнения пресс-форм модельным составом: свободной заливкой расплава; заливкой под давлением расплава или смеси расплава с порошком твердого наполнителя; запрессовкой в пастообразном состоянии; заливкой под давлением пластифицированных (размягчаемых нагревом) гранул компактного или вспенивающегося термопласта; вдуванием или засыпкой гранул материала, вспенивающегося при последующем прогреве (водой, паром и т. д.).
В отдельных исключительных случаях модели для получения штучных отливок можно изготовить обработкой резанием из блоков вспененного полистирола.
Подготовка пресс-форм. Пресс-формы очищают (протирают, обдувают), смазывают их рабочую поверхность, собирают, в ряде случаев подогревают или охлаждают. Очистку, т. е. удаление частиц модельного состава, оставшихся в углублениях и отверстиях полости пресс-формы, производят обычно обдувкой сжатым воздухом. Состав, прилипший к пресс-форме, удаляют деревянными счищалками. Протирают пресс-формы марлевым или ватным тампоном. Крупные и сложные пресс-формы смазывают перед каждой операцией. При изготовлении из пастообразных составов на парафиновой основе мелких, несложных по форме моделей, возможно периодическое смазывание пресс-форм через 10—12 запрессовок. В качестве смазочного материала используют чистое трансформаторное масло, или касторовое масло, смешанное с этиловым спиртом в соотношении 1 : 1 для уменьшения вязкости. В условиях массового производства моделей на полуавтоматических и автоматических агрегатах смазывание пресс-форм осуществляется обдувкой их рабочих поверхностей масляной эмульсией.
{.
При ручном изготовлении моделей смазочный материал наносят тонким ровным слоем с помощью ватного или матерчатого тампона. Густой и неравномерный смазочный материал вызывает образование на поверхности моделей раковин, складок, шероховатости и является причиной неточного выполнения контуров модели, особенно острых кромок.
Температура пресс-формы оказывает важное, часто решающее влияние на качество моделей, особенно при изготовлении моделей свободной заливкой. Пресс-формы перед началом работы обычно подогревают введением в них модельного состава. При этом первые (одна-две) модели направляются в переплав.
Оптимальная температура пресс-формы зависит от свойств состава и формы моделей. Например, для парафиново-стеариновых составов она находится в пределах 22—28 °С, Колебания температуры пресс-формы вызывают снижение размерной точности моделей, а низкая температура ее увеличивает внутренние напряжения в моделях и приводит к короблению и образованию трещин в них.
За время разборки для выема модели и сборки пресс-формы обычно не успевают охладиться до оптимальной температуры. Поэтому применяют принудительное охлаждение их с помощью натурального или искусственного льда, обдувкой, поливанием водой, погружением в воду, пропусканием холодной воды через специальные полости в пресс-формах. Последний способ является наилучшим в условиях массового производства.
Изготовление моделей запрессовкой из пастообразных составов,
содержащих воздух. Этот метод был впервые применен и нашел наибольшее распространение в отечественной практике. Пастообразный модельный состав запрессовывается с помощью разнообразных устройств — от простейшего ручного шприца до сложных многопозиционных машин-автоматов.
Ручные шприцы применяют в лабораториях, а также в опытном производстве. Предпочтительнее применять шприцы, вместимость KQ-горых достаточна для заполнения модельным составом нескольких пресс-форм. Однако следует учитывать, что чем больше диаметр шприца, тем труднее вручную создать необходимое давление. На практике приняты следующие оптимальные предельные размеры, ручных шприцев: диаметр поршня 25—50 мм, длина рабочей части цилиндра 100—250 мм, диаметр выпускного отверстия шприца 2—6 мм.
Выпускное отверстие должно быть возможно большего диаметра. При малом диаметре заполнение формы происходит медленно, что приводит к переохлаждению модельного состава, образованию спаев и других неровностей на поверхности модели, нечеткому выполнению контуров, особенно в тонких частях и острых углах. Кроме того, при малом диаметре выпускного отверстия шприца увеличивается скорость струи модельного состава, что способствует захвату воздуха и образованию раковин в моделях. Известны случаи, когда только увеличением диаметра этого отверстия удавалось полностью устранить брак моделей. Давление на модельный состав при запрессовке вручную составляет обычно 0,1—0,4 МПа.
Шприцы изготовляют из углеродистой конструкционной стали. Рабочие поверхности цилиндра-и поршня притирают. Перед началом работы корпус и поршень шприца подогревают до 40—50 °С и в дальнейшем поддерживают эту же температуру. Заполнение шприца всасыванием модельного состава возможно только при условии применения жидкой пасты и в случае, если поршень и цилиндр тщательно притерты друг к другу. Чаще применяют способ наполнения шприца специальной лопаткой (ложкой).
В цехах серийного производства для изготовления моделей из пастообразных составов получили распространение малогабаритные установки, состоящие из пастоприготовительного и запрессовочного устройств. Последнее состоит из прессующего цилиндра или шестеренного насоса и обогреваемого гибкого щлацга со шприцем на его
Рис. 5.17. Шприцы пистолетного типа для запрессовки модельного состава.
.
конце. Обычно применяют шприцы пистолетного типа различных конструкций (рис. 5.17 и 5.18). Такие устройства используют для заполнения пресс-форм различной вместимости.
Пресс-формы устанавливают на стационарных или вращающихся столах. Для заполнения пресс-формы штуцер 6 (рис. 17, а и б) прижимают к ее литниковому отверстию, после чего нажатием на рукоятку 7 открывают доступ модельного состава из шланга в пресс-форму. Шланг 1 и корпус шприца (рис. 5.17, а) обогревают проволочным нагревательным элементом мощностью 25 Вт при напряжении не более 36 В. Гибкий шланг состоит из рукава 3 из маслоустойчивой резины и двух тканевых прокладок 4 я 5, между которыми помещен нагревательный элемент 2. Сверху шланг обматывается киперной лентой.
.
На рис.. 5.18 показан шприц конструкции РПЗ. Преимуществом его являются наличие усовершенствованного устройства для включения и возможность регулирования давления. .
Установка с шестеренным насосом сконструирована и применена на Ижевском машиностроительном заводе, а затем модернизирована во ВНИИЛИТмаше (рис. 5.19). Она пригодна не только для составов на основе парафина, но и для смесей с более высокой температурой пастообразного состояния, например типа МАИ, что является положительным отличием этой установки от других.
В верхней части станины 1 установлен шестеренный насос 3, приводимый в движение от электродвигателя 2 через систему клиноременных передач. На этой же станине смонтированы стол 9 для установки пресс-формы, бачок 5 для модельного состава с водяной рубашкой 6, шприц (узел А) и система обогреваемых трубок, соединяющих между собой бачок 5, шестеренный насос и шприц.
Для приготовления пастообразного состава в бачок наливают жидкий состав. Вода в рубашке бачка подогревается с помощью элек-
Рис. 5.18. Шприц конструкции РПЗ с регулируемым давлением:.
1 — носок; 2 — корпус шприца; 3 — рукоятка шприца; 4 — ограничитель; 5 — фиксатор угла поворота рукоятки крана; 6 — рукоятка краиа; 7 — шкала переключения крана; 8 — корпус краиа; 9 — микровыклю-чатель; 10 — соединительная гайка; 11 — пастопровод.
.
троспирали, что позволяет точно регулировать температуру и под-держивать ее постоянной. Модельный состав из бачка по трубке 4 засасывается шестеренным насосом, шестерни которого вращаются с частотой 60 об/мин и перегоняют состав по трубке 8 в корпус шприца (через зазор 13 в полость 14) и из нее через трубку 7 вновь в бачок 5. В процессе такой перегонки модельный состав нагревает рабочие полости установки (насос, шприц, трубки), охлаждается и в течение 8—15 мин становится пастообразным.
Пресс-форму 10 ставят на стол 9, который благодаря винтовому устройству может перемещаться в вертикальном направлении. Воронку литника пресс-формы подводят к наконечнику шприца. При этом с помощью золотникового устройства в шприце отверстие трубки 8, подводящей модельный состав от шестеренного насоса, совмещается (как показано на рисунке) с отверстием 15 в трубке шприца, через которое модельный состав нагнетается в полость пресс-формв^ Наконечник шприца оснащен электроподогревом.
В процессе запрессовки давление модельного состава регулируют изменением зазора 13 между трубкой 8 и золотником 11. Излишек состава, непрерывно подаваемого насосом, отводится через зазор 13 в возвратную трубку 7. После заполнения пресс-формы давление модельного состава начинает повышаться, в результате чего поднимается клапан 16. При опускании пресс-формы пружина 12
Рис. $.19. Установка с шестеренным насосом для приготовления модельного состава и И4* готовления моделей.
опускает Золотник, отверстие в шприце перекрывается и состав вновь начинает поступать только в бачок#. Для восполнения расхода модельного состава в бачок Периодически добавляют расплав в смеси с измельченным твердым составом. В описанной установке вследствие постоянной, циркуля&ин модального состава и непрерывного переме* шивания его шестеренным насосом достигается высокое качество модельной паед.
В связи с развитием массового производства литья по выплавляемым моделям появилась существенная необходимость в высокопроизводительных автоматических машинах для изготовления выплавляемых моделей.
Автоматические установки для изготовления моделей из пастообразных составов (см. рис. 5.2) получили наибольшее распространение в крупных цехах массового производства мелких, преимущественно стальных отливок. Они включают агрегаты для плавления компонентов модельного состава, приготовления модельной пасты и запрессовочное устройство, объединенное с карусельным столом в один автоматический агрегат. Все установки агрегата выпускает Тираспольский завод литейных машин им. С. М. Кирова. Устройства для приготовления пастообразного модельного состава рассмотрены
Рис. 5.20. Карусельный автомат мод. 653
Рис. 5.21. Главный вид автомата мод. 653.
выше. Карусельный автомат мод. 653 для изготовления модельных звеньев показан на рис. 5.20. Технические характеристики его следующие: производительность 190—360 звеньев в час, размеры поверхностей для крепления пресс-форм 250 х 250 мм, наименьшее расстояние между плитами для крепления пресс-форм 250 мм, темп работы сгола 10—14—29 с, число устанавливаемых пресс-форм 10, ход подвижной плиты не менее 160 мм, расход воздуха не более 50 м
/ч, расход воды 3—4 м
/ч, давление сжатого воздуха не менее 0,5 МПа, усилие смыкания 10 кН, габаритные размеры 3700 х2900 х Х1400 мм. Главный вид автомата показан на рис. 5.21.
Карусельные столы в комплекте установок для изготовления моделей могут быть успешно нспользованы в условиях серийного и массового производства отливок различной формы и размеров. Конструкции применяемых карусельных столов могут быть классифицированы по степени механизации привода стола и операции по сборке и разборке установленных на нем пресс-форм, по циклу работы столов, их размерам, числу размещаемых на них пресс-форм и т. д. В условиях серийного производства применяют столы с ручным приводом.
Для точного совпадения наконечника запреееовочного устройства и отверстия в пресс-форме столы снабжены фиксаторами, периодически останавливающими стол в определенном положении. Вода для охлаждения пресс-формы подается через устройство в полой оси стола. За последние годы СКВ точного литья в Тирасполе спроектировано, а заводом литейных машин им. С. М. Кирова освоено в производстве универсальное оборудование для приготовления модельных составов и изготовления моделей в условиях мелкосерийного и серийного производства. Так, создана полуавтоматическая линия мод. 6A5Q для автоматизированного приготовления воскоподобных модельных составов в пастообразном состоянии, заполнения ими пресс-форм, предназначенных для ручной разборки и сборки, а также регулируемого избирательного охлаждения заполненных пресс-форм. Линия может работать по трем режимам с наибольшей производительностью соответственно до 32, 125 и 250 запрессовок в час и расходом модельного состава до 32 л/ч. Наибольшие размеры пресс-форм в плоскости разъема 350 х250 мм. Давление прессования 0,1—0,3 МПа, температуру модельного состава на выходе из шестеренного смесителя можно регулировать в пределах 40—60 °С. Длина линии 4300 мм, ширина 3500 мм, высота 2300 мм.
Установка мод. 6А54 предназначена для изготовления моделей в условиях мелкосерийного и серийного производства. Эксплуатация установки возможна в составе полуавтоматической линии мод. 6А50, а также при работе в комплекте с любой шприцмашиной, аналогичной применяемой в этой лГинии и даже при использовании ручных шприцев.
Модели из расплавленных и полужидких составов без замешива-ния в них воздуха широко применяют в зарубежной практике. По сравнению с моделями,-изготовленными из воскообразных составов, содержащих замешенный воздух, цельнолитые модели имеют проч-ность в 1,3—1,5 раза выше, ббльшую твердость и поверхность лучшего качества. Однако получение стабильных по свойствам паст без воздушных включений представляет трудности, запрессовка таких составов усложняется, а при использовании расплавов в мо-делях появляются усадочные дефекты, для предупреждения образования которых используют Подпрессовку затвердевающего модельного состава под давлением 10 МПа, а иногда и более.
Для сложных моделей переменного сечения с утолщенными узлами, удаленными от места подвода модельного состава, более эффективна подача сжатого воздуха^ в формирующуюся модель. Воздух при правильном выборе момента поддува создает внутри модели полости, подпрессовка через которые еще не затвердевшего полностью пластичного модельного состава, предотвращает образование наружных усадочных дефектов, повышает точность и стабильность размеров моделей. Однако образующиеся внутри пустоты нежелательны для некоторых моделей с тонкими частями, так как вследствие снижения прочности возможна их поломка, например, при удалении моделей из пресс-форм и нанесении на блоки слоев суспензии. К недостаткам монолитных плотных моделей относится то,.
.
Рис. 5.22. Приспособление для запрессовки жидкого модельного состава.
.
что они более теплопроводны, чем изготовленные из воздухоеодержащих пастообразных составов, весьма чувствительны к колебанию температуры воздуха в производственных помещениях, которое вызывает в них объемные изменения. Это особенно опасно в период формирования оболочек, так как может вызвать растрескивание еще непрочных ее слоев.
Плотные монолитные модели оказывают также значительное давление на оболочку формы при нагреве в процессе выплавления (перед расплавлением модели).
Приспособление для запрессовки жидкого модельного состава под поршневым давлением (рис. 5.22) состоит из цилиндра 1 и точно подогнанного к нему поршня 2, изготовленных из среднеуглеродистой конструкционной стали. Собранную пресс-форму 3 устанавливают на стол пресса. Цилиндр 1 подогревают до температуры,близкой к температуре расплавленного модельного состава, и устанавливает на пресс-форму; затем в нее через цилиндр заливают модельный состав так, чтобы он заполнил всю полость пресс-формы и
/
объема цилиндра. После этого в цилиндр вставляют предварительно подогретый поршеиь 2, на который давит шток пресса.
Продолжительность выдержки модельного состава под давлением составляет от нескольких секунд до 4—5 мин; ее выбирают с учетом температуры и свойств модельного состава, формы и размеров модели, размеров литникового хода в пресс-форме. Она должна быть не более того времени, в течение которого модельный состав полностью затвердевает в литниковом канале пресс-формы.
При изготовлении моделей из составов с повышенной вязкостью и быстро твердеющих, например типа КПсЦ, под давлением вводят всю шрцию модельного состава, необходимую для заполнения пресс-формы. Для этого используют цилиндр 1 запрессовочного устройства такой вместимости, чтобы находящегося в нем состава с избытком хватило на заполнение пресс-формы и компенсацию усадки. Прц подготовке к запрессовке между пресс-формой 3 и цилиндром 1 прокладывают тонкую бумагу, которая перекрывает отверстие цилиндра. При запрессовке бумага прорывается и модельный состав заполняет полость пресс-формы.
Для запрессовки применяют рычажные, винтовые, пневматические и гидравлические прессы. Наибольшее распространение получил пневматический настольный пресс (рис. 5.23). К основанию 1 болтами прикреплен кронштейн 4, на котором установлены рабочий цилиндр 7 и золотниковый механизм 3. В полость цилиндра через золотниковое устройство подводят сжатый воздух, давление которого 0,4—
Рис. 5.23. Пневматический пресс для изготовления моделей.
.
0,6 МПа. При повороте рукоятки 2 вниз открывается доступ через кран 8 сжатого воздуха в верхнюю камеру цилиндра. При этом воздух из нижней камеры цилиндра выходит в атмосферу через специальное отверстие. Поршень 6 через шток 5 оказывает давление на поршень запрессовочного устройства. Модель выдерживают под запрессовочным давлением до 10 кН, после чего поворотом рукоятки 2 открывают доступ сжатого воздуха в нижнюю камеру цилиндра и одновременно выход дл^ воздуха в атмосферу из верхней камеры. Поршень пресса со штоком поднимается при этом вверх в исходное положение.
Представляет интерес способ изготовления моделей с применением вакуума и давления. Схема машины, предназначенной для изготовления сложных тонкостенных моделей с применением вакуума и давления, приведена на рис. 5.24. Здесь же показана модель ротора 9, изготовленная на этой машине. Пресс-форму 4 устанавливают на стол 3, который с помощью пневмопривода поднимают вверх. При этом пресс-форму прижимают к верхней плите 5 машины так, чтобы совместились литниковый ход в пресс-форме и отверстие в плите для подвода модельного состава. Снизу на пресс-форму надвигают кожух 2, перемещающийся с помощью воздушных цилиндров 8 и плотно прижимающийся к плите 5. Резиновая прокладка в месте стыка обеспечивает герметичность соединения.
Из кожуха 2 через трубку 1 откачивается воздух, а после создания вакуума через запрессовочное устройство 7 со скользящим клапаном 6 запрессовывают модельный состав в полость пресс-формы. Благодаря разрежению в полости формы и давлению на модельный состав удается получить сложные модели без дефектов и с высокой точностью размеров (как модель 9, показанная на рисунке).
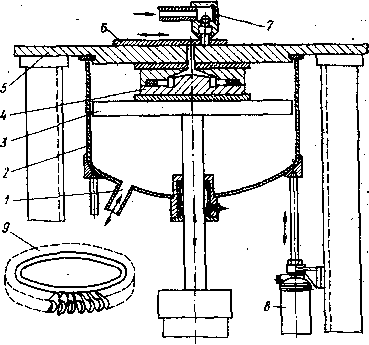
Рис. 5.24. Схема машины для изготовления сложной тонкостенной модели с применением вакуума и давления