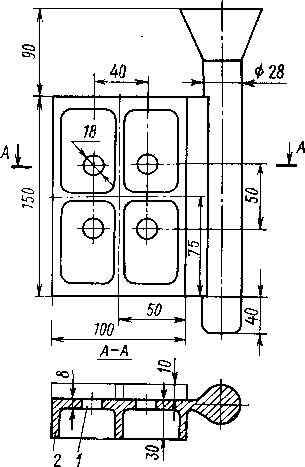
На рис. 1.14 показана ложная тонкостенная деталь со стенками I толщиной 2 мм и наибольшим размером 344 мм, отлить которую можно только методом литья по выплавляемым моделям, так как только в нагретой до 850—900 °С форме можно обеспечить заполнение гонких стенок. Для получения отливки применяли специальный способ изготовления модели. В стержневом ящике получали растворимые стержни (рис. 1.15, а), которые набирали в пресс-форму (рис. 1.15, б), и заливали модельный состав, после чего модель помещали в воду для растворения стержней. На рис. 1.15, в показана модель (часть стержней растворена).
Раньше такую деталь выполняли из 80 П-образных свариваемых элементов, вырубленных и штампованных из листовой стали толщиной 2 мм. Применение литья взамен’щтамповки и сварки в 3,5 раза
Рис. 1.13. Изготовление детали из пяти заготовок (/—о): а — сваркой их (старая технология); б — отливка детали по выплавляемым моделям (новая технология).
.
снизило потери металла при холодной штамповке и трудоемкость при сварке.
Расчленение деталей. Иногда целесообразно расчленить крупногабаритную деталь на несколько литых заготовок меньшего размера, а затем из отливок с помощью сварки изготовить деталь. На рис. 1.16, а показана лито-сварная деталь с наибольшим размером 650 мм. Изготовление такой детали сваркой из четырех одинаковых литых частей (рис. 1.16, б) оказалось наиболее целесообразным.
Армирование, деталей. Применение армирования отливок вкладышами значительно улучшает технологичность деталей. Армированием можно устранить скопление металла на отдельных участках. С помощью трубок можно получить сложные криволинейные отверстия, которые нельзя выполнить керамическими стержнями. Примером служит турбинная лопатка (рис. 1.17). Стальные трубки внутренним диаметром 2,4 мм и толщиной стенок 0,3 мм применяли в виде вставок в пресс-форму. При заливке лопаток сжатый воздух
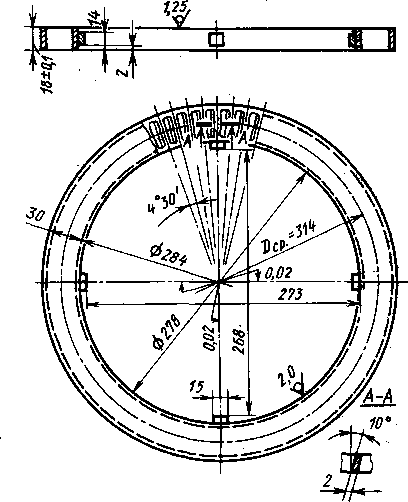
Рис. 1.14. Сложная тонкостенная деталь.
в трубки не подавали, так как сечение отливки было небольшим. Концы стальных трубок были закрыты, чтобы избежать попадания в них суспензии.
.
.
Аналогичным способом изготовляли форсунки, используемые для подачи топлива в камеру сгорания. Форсунка имеет два отверстия (одно диаметром 4,75 мм, другое.
з,2 мм). Пресс-форма для выплавляемой модели была сделана так, чтобы можно было установить трубки из коррозионно-стойкой стали со стенками толщиной 0,8 мм.
и, таким образом, изготовлять модели с расположенными внутри них трубками. Модели литниково-питающей системы присоединяли к моделям отливок. Трубки со стороны литниковой системы соединяли между собой. В таком виде на модельный блок наносили оболочку и заформовывали в опоку с выводом трубок в нижнюю часть. После выплавления модели и прокаливания формы к одному концу трубки присоединяли шланг для сжатого воздуха. В процессе заливки и затвердевания металла трубки охлаждали сжатым воздухом, идущим по трубкам под давлением 0,05 МПа. Таким образом, была решена проблема получения мелких отверстий в отливках сложной формы.
Выбор толщины стенки отливки. При выборе толщины стенок отливки следует принимать наименьшую, обеспечивающую требуемую расчетную прочность. Если необходимо сохранить толщину стенки, а прочность ее недостаточная, следует подбирать более прочный сплав. Наименьшая толщина стенок отливки, которая может быть выполнена, 0,5—2 мм. Наиболее часто встречаемая толщина 2—5 мм. Тонкие стенки отливок могут быть выполнены только при площади их поверхности не более ЮОХ 100 мм. Если площадь больше, то стенки или не заполняются, или получаются со значительными колебаниями по толщине вследствие деформации оболочки. Вместо прямых стенок лучше выполнять искривленные, предусматривать технологические отверстия (окна) диаметром 10—20 мм (рис. 1.18) или ребра.
Рис. 1.16. Крупногабаритная деталь, сваренная из четырех литых одинаковых заготовок (а), и литая заготовка (б)
Рис, 1.17. Турбиииые лопатки:.
а — чертеж лопатки; б — пресс-фор^а для модели и выплавляемая модель; в — литая лопатка и модельный блок.
.
Соединение противоположных слоев оболочки через отверстия в стенках при условии, что расстояние между отверстиями или между отверстиями и границей стенки не превышает 50 мм, предупреждает прогиб оболочки даже без дополнительных ребер. Например, на опытных отливках размером 100x150 мм со стенкой толщиной всего 1,2 мм при четырех отверстиях прогиб оболочки не наблюдался.
Не исключается возможность изготовления толстостенных деталей, но при этом в сердцевине отливки, не получающей питания, строение металла менее плотное; причем при толщине стенок более 6 мм может образовываться осевая пористость усадочного происхождения. Чем толще стенка, тем больше осевая пористость.
Таким образом, увеличение толщины стенок не обусловливает пропорционального увеличения прочности. Поэтому лучше усиливать отливку ребрами. Ребра способствуют также лучшему заполнению тонких стенок отливок........
Сопряжение двух стеиок, расположенных параллельно. Следует избегать стенок в отливке с неравномерной толщиной, скоплений металла на отдельных участках и резких переходов от большого сечения к малому. Соблюдение плавных переходов является основным требованием, предъявляемым к конструкции литой детали. Плавный переход обеспечивает детали большую надежность, чем увеличение толщины стенки. Если нельзя избежать сопряжений массивных сечений с тонкими, то нужно предусмотреть плавные переходы между ними.
.
.
Толщины двух сопрягаемых стенок, расположенных параллельно (рис. 1.19), должны различаться не более чем в 4 раза. Если это различие более чем в 4 раза, следует применять клиновое сопряжение. Длина наклонной части должна быть не менее четырех величин разности толщин сопрягаемых стенок. При разности толщин менее чем в 2 раза применяют галтели.
Радиус галтели должен быть выбран таким, чтобы с получением плавного перехода предотвратить местное скопление металла. Радиус R галтелей устанавливают в зависимости от толщин малой.
.
Рис. 1.18. Отливка с литниковой системой: / — технологические отверстия; 2 — ребра
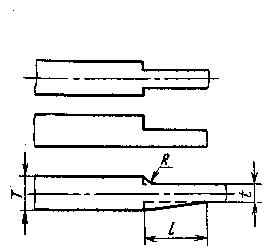
Рнс. 1.19. Сопряжение двух стенок параллельное:.
T>4t I > 4 (T-t) R = 2t
Рис. 1.20. Сопряжение двух стеиок под различными углами (а), образование усадочной пористости и трещин (показано стрелкой) во внутреннем углу при малом радиусе галтели (б);.
T1>4 (Г-0; с = Г—#; г — (Г + 0/S; R= — Г + t.
стенки равным 21. Следует стремиться предельно уменьшать разнообразие радиусов галтелей и скруглений у отливок; желательно свести их к одному радиусу. В этом случае значение радиуса может быть указано на чертеже литой детали, только в примечании, например, «литейные радиусы внутренних углов R
». Радиус выбирают в пределах 1/5—1/3 среднего арифметического толщины сопрягаемых стенок, если по назначению и конструкции детали не требуется иного радиуса. Следует принимать радиусы галтелей в соответствии с предпочтительным рядом чисел: 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм.
Сопряжение двух стенок под различными углами. Такое сопряжение отличается от предыдущего тем, что в нем образованы наружный и внутренний углы (рис. 1.20). В зависимости от величины внутреннего угла и радиуса галтели затвердевание может происходить с образованием усадочной пористости в зоне от центральной части сопряжения до поверхности внутреннего угла. Если внутренний угол и радиус галтели в нем очень малы, усадочная пористость и трещины образуются в углу на внутренней поверхности сопряжения.
По мере увеличения радиуса галтели и внутреннего угла сопряжения между стенками отливки усадочная пористость и раковины переходят в центр узла сопряжения. С увеличением угла или радиуса галтели при сопряжении двух стенок характер затвердевания такой же, как при затвердевании одной стенки, где можно применять методы по устранению осевой усадочной пористости так же, как и в одной стенке. В случае сопряжения стенок различной толщины их соотношение и длину конической части назначают по условиям, указанным в предыдущем сопряжении. Наиболее важной величиной в этом сопряжении является радиус галтели во внутреннем углу, который определяют в зависимости от последнего, образованного стенками отливки и толщины сопрягаемых стенок. Радиус галтели г = (Т + f)/S (где Г и f — толщины сопрягаемых стенок отливки; S — степень замкнутости) определяется по рис. 1.21.
Сопряжение трех стенок под различными углами (рис. 1.22). Такое сопряжение отличается от предыдущего (см. рис. 1.21) тем, что в нем образованы два внутренних угла. Все величины определяют в этом сопряжении по методам, указанным для расчета их в предыдущем. Сопряжение более трех стенок в один узел не рекомендуется; например, сопряжение четырех стенок (рис. 1.23) необходимо выполнять по схеме трех стенок (см. рис. 1.22).
Конструирование пазов, полостей и отверстий. При конструировании литых деталей следует по возможности избегать глубоких пазов и узких полостей, для оформления которых могут потребоваться стержни. Ширина паза или расстояние между выступами или ребрами, образующими ширину и высоту его (рис. 1.24), могут быть выполнены при Я
< 2d, если для цветных сплавов d 1 мм, а для стали d 2,5 мм.
Рис. 1.21. График для определения степени замкнутости.
.
.
Рас. 1.23. Сопряжения четырех стенок под различными углами
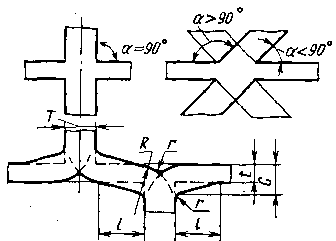
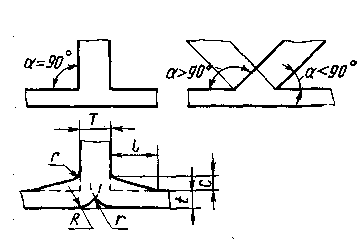
Рис. 1.22. Сопряжения трех стенок под различными углами:
Г
< 4f; 1^4 (T — i); C = T — t, r = = {T + t)/S-. R—T+t
Рис. 1.25. Выполнение полостей в отливках:.
а —- неправильное; б— правильное
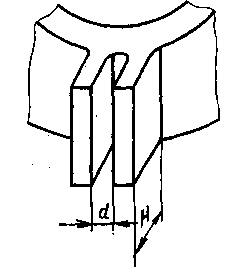
Рис. 1.24. Паз в отливке
Внутренняяполость отливкидолжна иметь выходные отверстия, достаточные для надежного и прочного соединения внутренней части оболочки с внешней. Выходные отверстия должны быть по возможности продолжением полости литой детали. Оболочка, образующая полость Л детали, изображенной на рис. 1.25, а, имеет только одно выходное отверстие, которое не может обеспечить устойчивое положение внутренней оболочки при прокаливании формы и ее заливке. В исправленной конструкции детали (рис. 1.25, б) полости А и В соединены и образуют общую полость С. Если отверстие используют как опорное для обработки или мерительного инструмента, его поверхность необходимо обрабатывать, так как литая поверхность отверстия для указанных целей непригодна. Если отверстие используют под болт свободной посадки, под смазочное отверстие, где не требуются жесткие допуски, то обрабатывать отлитую поверхность не нужно.
Получение малых отверстий, окруженных большой массой металла, вызывает известные трудности при литье в отличие от выполнения больших и простых по форме отверстий. Например, сквозное отверстие диаметром 5 мм легко получить при глубине его до 8— 10 мм, а при глубине 100 мм — только с помощью керамических стержней (см. п. 6.9). Если отверстие круглое, то применение стержней практически целесообразно, но если отверстия имеют специальный контур, то их получение обходится дорого, так как усложняется изготовление стержня. Получить в отливке глухое отверстие всегда значительно труднее, чем сквозное. Для получения в модели отверстий сложной формы можно использовать растворимые стержни, там где металлические стержни пресс-формы нельзя извлечь из модели (см. гл. 5). Целесообразно в ряде случаев армирование отливок (см. рис. 1.17).
Минимальные отверстия до 0,5 мм допускают в стенках деталей толщиной до 1 мм.
Применение литой резьбы. Литые резьбы следует использовать только в том случае, если они специальные и с крупным шагом, так как выполнение резьб литьем представляет большие трудносги, особенно при мелком шаге, когда усложняется изготовление моделей, а на отливках в углублениях резьб часто возникают дефекты в виде металлических приливов.
Щ Выполнение конусности или уклонов на отливках. При проектировании деталей конструктор должен иметь в виду, что модели следует вынимать из пресс-формы без поломок и нарушения их геометрии. Поэтому необходима конусность на поверхностях, перпендикулярных к плоскости разъема пресс-формы. Если модель оформляют в нескольких частях пресс-формы, то конструктор детали должен указать, какие поверхности могут иметь конусность, а какие нет.
Конусность в соответствии с ГОСТ 3212—80 может быть выполнена (рис. 1.26, а—в) тремя способами: увеличением толщины стенки, уменьшением ее или одновременным уменьшением и увеличением.
рис. 1.26. Конусность (уклоны) иа отливках.
.
Конусность относительно высоты стенки задается в градусах или миллиметрах. При этом она на одну и ту же высоту может быть различной в зависимости от материала пресс-формы.
Если вертикальные стенки обрабатывают, то конусность дают всегда «в плюс». Также «в плюс» дают конусность, если стенку отливки не обрабатывают, но толщина ее меньше 3 мм. При толщине стенки 3—6 мм конусность, как правило, дают «в плюс—минус», а при толщине больше 6 мм — «в минус». Конусность может исказить форму необрабатываемых поверхностей и увеличить массу отливок. Поэтому литой детали целесообразно придавать конструктивные уклоны.
Для упрощения изготовления и снижения себестоимости отливок желательно иметь простую разъемную пресс-форму, при которой исключалось бы применение сложных стержней и дополнительных манипуляций с пресс-формой и моделью.
Конструирование выступов, бобышек и заплечиков для выхода инструмента. В стенках отливок, где необходимо выполнять отверстия, в большинстве случаев делают специальные выступы и бобышки. Высоту выступа устанавливают в зависимости от диаметра отверстия или толщины стенки (рис. 1.27, а, б), обычно принимают Я = (4н-6) D или Я Ss 2,5t. Толщину етенки выступа назначают в зависимости от толщины стенки отливки t
= (14-1,5) t. Если отверстие механически обрабатывают и оно базовое, то диаметр выступа принимают минимальным. Если отверстие не базовое, то диаметр выступа назначают с учетом допусков на размер от базы до центра выступа. Если отверстие располагается на торце стенки, то форму выступа конструируют так, как показано на рис. 1.28. Размер Я = 2,25D, С — 0,5 В, А = 1,5 В. Выступы следует располагать на внешних поверхностях отливок, чтобы не усложнять конструкцию пресс-формы.
Литые заплечики для выхода инструмента часто положительно влияют на распределение напряжений. Их трудно получить механической обработкой обычным режущим инструментом. Для некоторых деталей выполнение заплечиков обязательно. Заплечики легче
Рис. 1.27. Выступы различной формы с отверстиями:.
а — на плоской стенке; б — в углу стенок; в — на торце в центре стенки; г — вдоль стенки; д — на внешней поверхности отлнвкн: неправильное (/) и правильное (2) расположения выступа.
.
обрабатывать шлифованием вручную, чем прямые внутренние углы (см. рис. 1.27, б). Рекомендуется принимать b^>h^ 3 мм (см. рис. 1.28).
Технологические базы и припуски на механическую обработку.
Желательно, чтобы литая деталь имела одни базовые плоскости для изготовления и проверки пресс-форм, для производства отливок и механической обработки. Базовые поверхности должны образовываться минимальным числом элементов пресс-формы, желательно — одним, например, если они расположены в одной половинке пресс-формы.
По каждой из трех пространственных осей координат необходимо иметь только одну главную базовую плоскость, а размеры ее должны быть возможно меньшими, следовательно, и допуск на базовый размер будет меньшим. Если невозможно получить общую базу для отливки и ее механической обработки, расстояние между принятыми базами нужно брать минимальным. В этом случае допуск на базовый размер будет наименьшим. Желательно, чтобы такие базовые поверхности были сторонами одной стенки, а еще лучше — находились в одной плоскости. Базовую плоскость необходимо располагать в центре литой детали. Тогда размеры от базы до самой удаленной поверхности литой детали, а следовательно, и допуски на эти размеры будут наименьшими.
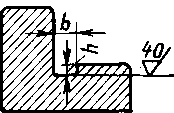
Рис. 1.28. Заплечики на отливках для выхода режущего инструмента
Рис. 1.29. Чертеж литой детали:.
.
.
.
Если допуски на размеры какой либо части литой детали по конструктивным или технологическим соображениям должны быть минимальными, то базовую плоскость следует помещать в этой части детали.
При отсутствии в детали плоскости, удовлетворяющей приведенным выше условиям для выбора базы, рекомендуется делать специальные технологические приливы и поверхности их принимать за базы. Размеры между литой и механически обрабатываемой поверхностями рекомендуется проставлять, как правило, только в тех случаях, когда обе поверхности являются базовыми; размеры до литой небазовой поверхности следует проставлять только от базовой литой поверхности. При простановке размеров цепочкой замыкающий размер (толщина выступа, фланца, стенки) может иметь значительные колебания, вызывающие брак деталей или необходимость дополнительной механической обработки и дополнительного припуска.
Припуски, мм, на механическую обработку
Наибольшие габаритные размеры отливки, мм | Номинальный размер отливки до | базы, | ММ | ||||
До. 30 | 30-80 | 80 — 120 | 120— 250 | 250 — 400 | 400-. 500 | 500— 80 Q | |
До 30 | 0,7 | ||||||
30—80 | 0,8 | 0,9 | |||||
80—120 | 0,9 | 1,2 | 1,3 | — | — | — | — |
120—250 | 1,1 | 1,3 | 1,4 | 1,5 | — | — | — |
250—400 | 1,3 | 1,4 | 1,6 | 1,8 | 2,0 | — | — |
400—500 | 1,5 | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | — |
500—800 | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,5 |
Примечание. Для отливок, выполняемых с повышенной точностью, прнпускн на механическую обработку назначают на 10 — 15 % меньше, а с пониженной — на 10—15 % больше указанных.
.
Размеры на чертежах литой детали должны правильно предопределять базовые плоскости и соответствовать технологическим процессам отливки и механической обработки.
На рис. 1.29 приведен чертеж литой детали, у которой литейные базовые плоскости находятся на минимальных расстояниях от базовых плоскостей для механической обработки (базовые поверхности 2, 3). Все ^основные размеры, подлежащие проверке в отливке, проставляют от одной базовой [поверхности 4, являющейся базой для механической обработки и для контроля отливки (размеры JI
). Проставлять эти размеры цепочкой (как Л
) не допускается. Для уменьшения допусков на размеры Е, Г, Т и для стенок, обрабатываемых с одной f стороны,
необходимо применять базу.
5. Размеры, ^подлежащие проверке, проставляют как размеры Л
Припуск на механическую обработку определяют расчетным путем. Он состоит из двух величин: минимально допустимого припуска Я и допуска на размер отливки D от базы механической обработки до обрабатываемой поверхности. Минимальный припуск Я на механическую обработку, необходимый при расчете числа переходов, режимов резания и других параметров, устанавливает технолог-механик.
Припуск, который надо выполнить на модели, состоит из минимального припуска с добавлением к нему минусовой части допуска на размер от базы механической обработки до обрабатываемой поверхности. Кроме того, нужно учитывать формовочные уклоны (см. рис. 1.28).
Средние значения припусков на механическую обработку отливок, изготовляемых по выплавляемым моделям, приведены в табл. 1.3.