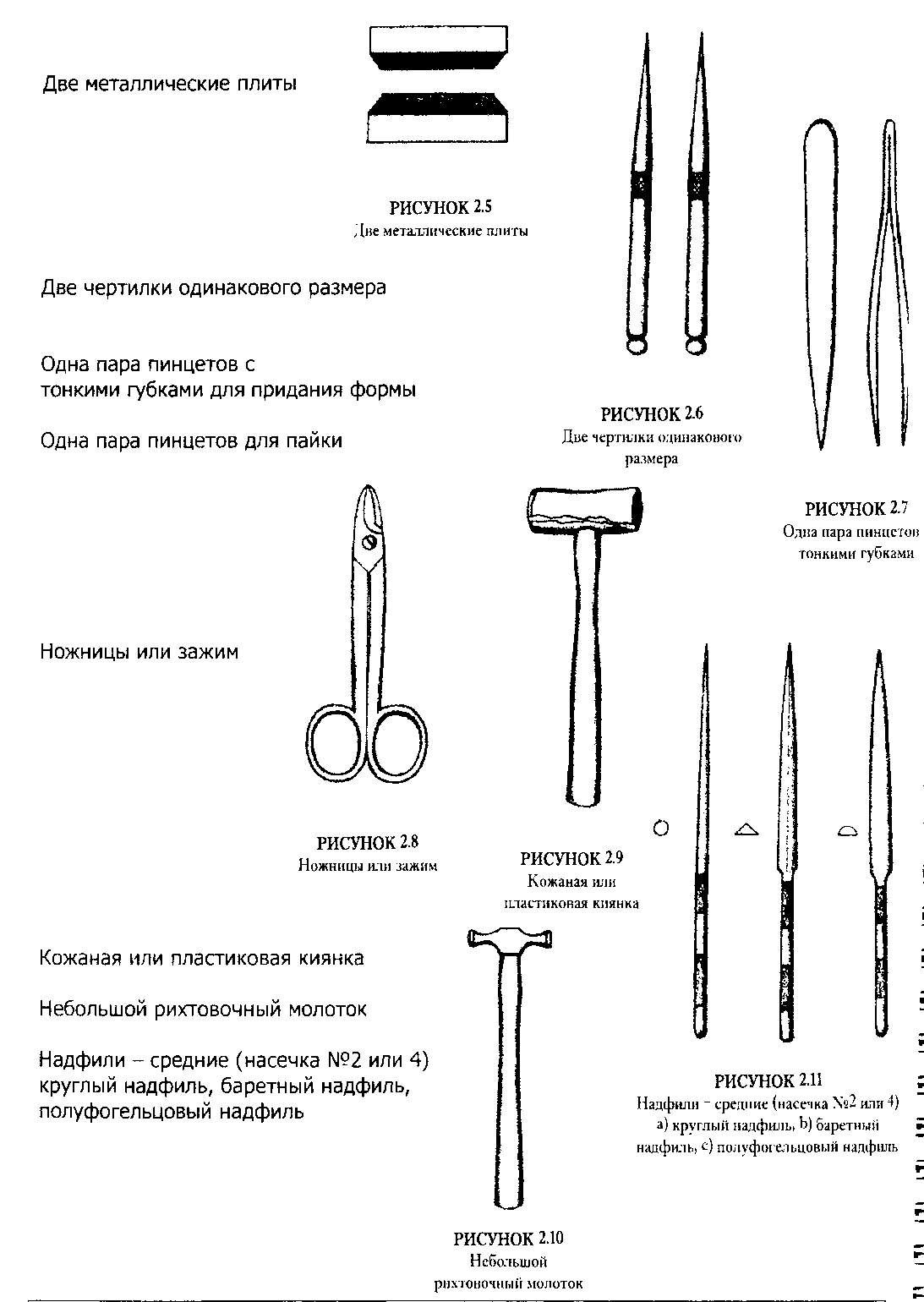
Тарелка для воды, изоляционная лента, бумажные полотенца, ручка с несмываемыми чернилами, линейка.
РИГЕЛИ.
Подготовка звеньев начинается с навивки проволоки на ригель. Ригели могут изготавливаться из дерева или металла; в большинстве случаев может использоваться любой из этих двух типов, но в некоторых инструкциях может указываться конкретно тот или иной ригель. Если необходимо использовать деревянный или металлический ригель, то это указывается в инструкциях. Длина ригелей, используемых для навивки проволоки, составляет около 6 дюймов (150 мм) и в них должно быть небольшое отверстие, просверленное близко к одному из торцов.
Для изготовления многих базовых цепей используются ригели диаметром 5/16" и 7/16". Хотя для изготовления цепей, приведенных в данной книге, используются ригели не всех размеров, но, в конце концов, пригодится полный комплект ригелей. Комплект включает в себя ригели следующих размеров: 1/16", 3/32", 1/8", 5/32", 3/16", 7/32", 1/4", 9/32", 5/16", 11/32", 3/8", 13/32", 7/16", 15/32", 1/2", 9/16", 5/8", 11/16", 3/4" и 7/8". Некоторые из приведенных размеров не выпускаются в серийном масштабе, но их можно найти в наборе для соединения каких-либо деталей, или в качестве стержня, или в качестве хвостовика сверла. Деревянные ригели обработаны с наличием погрешности, и естественно получающиеся отклонения могут приводить к получению звеньев необычных размеров.
щипцы_.
Большая часть работ по приданию звеньям формы и их сплетению осуществляется при помощи щипцов и очень важно, чтобы эти инструменты были достаточно маленькими и соответствовали размеру звеньев, чтобы ими можно было легко манипулировать во время работы. Общая длина самых маленьких щипцов (или щипцов часовщиков) составляет около 4" (100 мм); необходимо, чтобы круглоплоские щипцы и круглогубцы были такого размера. Длина губок этих круглогубцев должна быть около 7/8" (22 мм), диаметр на конце - около 1/32" (0,8 мм), диаметр основания - 5/32" (4 мм). Необходимы также и большие круглогубцы с губками около 1"-1 1/2" (25 - 40 мм), диаметр на конце - 1/32" (0,8 мм), диаметр основания - 5/16" (8 мм). Кроме того, целесообразно сточить оправки на паре маленьких щипцов до меньших размеров, если вы собираетесь изготавливать цепи с крошечными звеньями с использованием проволоки малого диаметра.
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ СПЛАВЛЕНИЯ И ПАЙКИ.
Надлежащее нагревание и обработка пламенем являются существенными факторами в изготовлении цепи «звено в звене», и для достижения данной цели необходимо соответствующее оборудование.
ГОРЕЛКИ И НАКОНЕЧНИКИ.
Ацетиленовые, пропановые и кислородно-ацетиленовые горелки могут использоваться, когда необходимо достаточно легкое и небольшое пламя. Далее приводится информация по использованию систем, которые можно найти в мастерских ювелиров в Соединенных Штатах.
СИСТЕМА «Prestolite».
Наконечник №1а обычно используется для проволоки любого диаметра за исключением тех калибров, которые используются при изготовлении больших тяжелых звеньев, когда необходимо использовать наконечник №2. Если особое внимание уделяется поддержанию четкого контроля над пламенем, то для изготовления звеньев любого размера может использоваться наконечник №2, но не нужно пытаться применять его без наличия достаточного опыта в технике сплавления.
РЕГУЛЯТОР (SMITH» И ЕГО КОМПЛЕКТУЮЩИЕ.
Наконечники №00 и 0 хорошо подходят для изготовления звеньев любых размеров.
У горелок данного типа пламя сильное и в некоторой степени оно трудно поддается регулировке; однако, с их помощью можно успешно осуществлять сплавление после практического овладения техникой контроля пламени.
КИСЛОРОДНО-АЦЕТИЛЕНОВЫЕ ИЛИ КИСЛОРОДНО-ПРОПАНОВЫЕ ГОРЕЛКИ.
Регулятор и наконечник должны быть выбраны для того, чтобы получить небольшое легкое пламя. Данные смеси газов горят жарче, чем ацетилен или пропан и воздух, поэтому необходимо провести несколько опытов для определения оптимальной настройки, наилучшего расстояния от звеньев и техники применения нагрева, что приведет к получению желаемых результатов.
ПЕЧИ.
Для проведения сплавления звеньев из чистого серебра и для отжига проволоки желательно использовать небольшую электрическую печь. Диаметр зоны нагревания должны составлять 3" (75 мм) и съемная верхняя крышка; см. Приложение с информацией по печам. Хотя возможно сплавлять серебряные звенья без применения печи на угольном блоке или огнеупорном кирпиче, но опыт показал, что доля успешных попыток, особенно у начинающих, обычно выше при использовании печи совместно с горелкой.
ВНИМАНИЕ: Когда крышка не снята, печь может нагреться до такой степени, что расплавит серебро очень быстро сразу же после помещения туда звена или проволоки. Для того, чтобы это предотвратить, не закрывайте крышку после помещения звена или проволоки на нагревательную поверхность. Как только звено помещается на нагревательную поверхность, то на него необходимо обратить пристальное внимание до завершения сплавления. Если звено расплавится в печи, то очень важно сразу же удалить весь металл с нагревательной поверхности до продолжения сплавления других звеньев. Для этого используйте пламя горелки, чтобы нагреть расплав серебра, прилипший к поверхности печи, пока он не расплавится и не превратится в шарик. Коснитесь шарика металла жалом паяльника или металлической лопаткой. Шарик пристанет к инструменту и его можно извлечь. Если получится несколько кусочков расплавленного серебра, то соберите их вместе и затем извлеките.
УГОЛЬНЫЕ БЛОКИ.
Требуется, по крайне мере, один угольный блок. Угольные блоки используются для нескольких процедур; они должны быть новыми или отшлифованными, чтобы поверхность была ровной без флюса или других возможных загрязнений. Лучше было бы купить новый большой блок. Одну сторону можно использовать для изготовления звеньев и отжига, а вторую сторону можно использовать при работе над изделиями, которые требуют сплавления и применения флюса. Перед использованием блока обязательно намотайте бандаж из проволоки вокруг внешних краев для защиты от возможного разлома в процессе работы.
РИСУНОК 2.15.
Угольный блок с бандажом из проволоки.
.
Звенья из золота могут легко сплавляться непосредственно на угольном блоке, и многие студенты могут также использовать блок для сплавления звеньев из серебра. Особенно начинающие часто убеждаются, что звенья из серебра имеют больший процент потерь при сплавлении на блоке без помощи нагревания в небольшой печи. Студентам следует экспериментировать с обеими процедурами для того, чтобы определить, какая из данных двух процедур является наиболее приемлемой. ВНИМАНИЕ: Некоторые ювелиры успешно перешли к использованию угольного блока вместо огнеупорного кирпича.
ПРИПОИ И ФЛЮСЫ__.
Поскольку изделия, приведенные в данной книге, планируется изготавливать из чистого серебра, то следует использовать только серебряный флюс, желтый жидкий или голубой жидкий.
ОСНОВНАЯ ТЕХНИКА ИЗГОТОВЛЕНИЯ СПЛАВЛЕННЫХ ЗВЕНЬЕВ.
ДЛЯ ВСЕХ ТИПОВ ЦЕПЕЙ «ЗВЕНО в ЗВЕНО»-_.
Сплавленное звено используется во всех типах цепей «Звено в Звено» и процедуры, используемые в изготовлении данного звена, не изменяются, хотя применяется проволока различных диаметров и ригели различных размеров. Опытные ювелиры обычно не испытывают трудностей в изучении изготовления сплавленных звеньев, а тем, у кого меньший опыт в нагревании металла и использовании горелок, сначала может оказаться трудным изготовление нужного числа звеньев, их попытки могут оказаться неудачными. По мере приобретения практических навыков, сплавление звеньев станет легким и обычным делом. Перед началом сплавления звеньев для первой цепи вы можете изготовить и проверить несколько звеньев; после выполнения данной работы и после повторного прочтения инструкций детали процедуры часто становятся более понятными.
ОТЖИГ___.
Отжиг является очень важным моментом на всех стадиях процесса изготовления цепей «Звено в Звено», поскольку звенья могут деформироваться или ломаться вследствие нагартовывания металла. В инструкции по изготовлению цепи указывается, когда производить отжиг, и это необходимо выполнять. Кроме этого, если вам кажется, что металл теряет гибкость, то обычно для надежности нужно провести отжиг. Если есть причины, по которым отжиг нельзя производить в определенный момент, например, когда крепятся бусины, то об этом сказано в инструкции.
Для того чтобы подготовить проволоку для отжига на угольном блоке или в печи, она наматывается на два пальца, и концы проволоки заматываются или закрепляются проволокой.
РИСУНОК 2.16
Моток проволоки, подготовленной для отжига.
.
Для отжига на угольном блоке проволока готовится и нагревается докрасна легким пламенем, которое постоянно перемещается вдоль мотка, затем охлаждается путем погружения в воду (размер факела зависит от объема работы). Метод нагревания на угольном блоке может использоваться для отжига проволоки перед намоткой на ригель, для отжига спирали проволоки перед резкой, для отжига звеньев во время изготовления изделия и для отжига цепи во время и после плетения.
При отжиге в печи моток проволоки нагревается докрасна, затем охлаждается в воде. Метод нагревания в печи может использоваться для отжига проволоки перед навивкой на ригель и для отжига отдельных звеньев во время изготовления. Всегда используйте данный методдпя очень тонкой проволоки.
Отожженная или не отожженная проволока может навиваться на ригель и резаться для изготовления звеньев цепи, но если используется один тип отжига звеньев, то он должен применяться для всех звеньев, используемых при изготовлении этой цепи, если не указано иное. Поскольку проволоку необходимо плотно навивать на ригель, то гибкая отожженная проволока обеспечивает более ровную намотку, и это является результатом того, что звенья, изготовленные из отожженной проволоки являются немного меньшими, чем те, которые изготовлены из неотожженной проволоки. Эти различия могут исказить внешний вид изделия.