.
Металл.
С Пижановски я работал, в основном, с медью и куромидо. Они хорошо сплавляются друге другом и при патинировании дают сочетание насыщенных оттенков красно-коричневого и сине-черного. Куромидо стало очень трудно получать (из Японии), поэтому я начал экспериментировать с металлами, имеющимися в США. Я думаю, что лучше всего работать с чистыми металлами. При работе с ними возникает меньше сложностей, тем не менее, вы должны принимать во внимание их совместимость. Чтобы иметь устойчивый результат, вам необходимо знать состав каждого используемого сплава. Можно использовать латунь, стерлинговое серебро, нейзильбер и многие другие доступные металлы, но при работе с ними возникает больше проблем. Каждый из этих металлов в соседстве с медью имеет уникальную точку сплавления и температурный интервал для обработки. Например, стерлинговое серебро склонно к красноломкости. Другими словами, если его ударить молотком при красном свечении, оно, вероятно, расколется. Его лучше проковывать при черном свечении. Черное свечение появляется моментально после исчезновения красного. Больше всего я люблю работать с медью и чистым серебром. Они сплавляются при относительно низкой температуре, очень ковки, невзыскательны и создают яркий контраст даже без патинирования. Б этой статье мы будем рассматривать брикет мокуме, изготовленный из меди и чистого серебра.
Подготовка брикета.
Брикет, с которого мы начнем, состоит из 21 абсолютно плоской пластины площадью 5 х 5 см толщиной 14-16 B&S (1,6-1,3 мм). Используйте 11 медных пластин и 10 пластин из чистого серебра. При использовании нечетного коли-.
чества пластин вы получите один и тот же металл, медь, сверху и снизу брикета. С>го ж гите металл, чтобы он был мягким, и выровняйте его при необходимости. Это будет гарантией того, что, когда металлические пластины будут сложены в стопку, все они будут плотно прижаты друг к другу, и это предотвратит появление оксидной пленки между слоями. Отжиг проводите на чистой плоской поверхности огнеупорного кирпича или подставки для пайки. Отбелите, затем ошлифуйте каждую пластину при помощи пемзы и абразивной губки Scotch-Brite. Над раковиной на абразивную губку нанесите обезжиривающее средство, например, «Fantastik», а затем обмакните ее в пемзу. Очищайте пластины, удерживая их только по краям. Мои студенты проводят эту процедуру в хирургических перчатках, чтобы избежать соприкасания с металлом. (Слушайте, а почему я об этом не подумал раньше?) Споласкивайте металл в проточной воде. Металлическая пластина считается чистой, если вода стекает ровной пленкой. За один подход можно очистить 5-6 пластин, затем высушите их и начинайте формировать брикет. Лучше переусердствовать с очисткой, чем получить неудачный брикет из-за того, что металл был грязным. Листы НИКОГДА не соединятся, если они были грязными или покрытыми оксидной пленкой.
На подготовленную стальную пластину размером 75 х 75 х 6 мм (которая была предварительно просверлена с каждого края и покрыта желтой охрой) поочередно укладывайте пластины в стопку. Желтая охра не позволит медным пластинам сплавиться со сталью. Когда вы будете сверлить отверстия для бо;ггов в стальных пластинах, располагайте их по центру каждого края пластины, а не по углам. Между брикетом и болтами вам потребуется расстояние в 3 мм. После укладки слоев сверху положите вторую стальную пластину толщиной 6 мм (также покрытую желтой охрой и просверленную, чтобы отверстия совпадали). При помощи четырех болтов размером М 6x50 с шестиугольными шляпками соедините обе стальные пластины вместе. Пользуйтесь негальванизированными болтами, поскольку цинковое покрытие потенциально может заг рязнить брикет при выгорании в горне. Затягивайте болты при помощи двух гаечных ключей. Болты должны быть плотно затянуты, но, если вы перестараетесь, то вы их сломаете. Основной момент заключается в том, чтобы болты сидели плотно, но без напряжения. Проверьте, чтобы края брикетов были выровнены, и сам брикет располагался строго по центру зажимных пластин. Ключевыми моментами являются: равномерное давление и равномерный нагрев. Когда брикет, зажатый между пластинами на болтах, будет нагреваться, металлы будут расширяться и увеличивать давление на прижимные пластины, и это давление будет способствовать формированию соединительного слоя между слоями.

Фото: TTU Photo Services
Горн.
От угольного горна я в своих работах перешел на промышленный газовый горн, изготовленный компанией «Manckle». В прошлом я сконструировал несколько простых газовых горнов, используя огнеулюрные кирпичи, печные полки, мехи и стандартные фитинги для труб. Эти горны были собраны наспех и обычно оставляли желать лучшего. Несмотря на то, что они работали, я рекомендую промышленные горны, цена которых начинается от нескольких сотен до:таров и которые можно приобрести у поставщиков кузнечног о оборудования и оборудования для изготовления ножей. Если вы хотите сконструлфовать свой собст-.
венный горн, чертежи для изготовления хорошего газового горна можно приобрести в ABANA (Северо-американская Ассоциация Художников - Кузне-1 юв). Газовые горны обычно работают на пропане или природном газе. Каждому из них требу ются разные сопла для зажигания. Если вы не уверены в том, что вам нужно, я думаю, что местные газовые компании смогут вам помочь. Они могут не совсем понимать, что вы собираетесь делать, но они всегда делали все возможное, чтобы помочь мне решить проблемы, связанные с газом. Я использую один и тот же горн как для кузнечной сварки стали, так и для изготовления мокуме. Этот горн создает стабильный жар и контролируемую восстановительную атмосферу. Он также более чист, чем угольный горн и может работать где угодно. Мой горн присоединен к большому газовому баллону, но подойдут и балоны по 19л, которыми вы пользуетесь для домашнего барбекю.

Сплавление брикета.
Прогрейте горн в течение получаса. Заложите кирпичами или закройте отверстие iюсле того, как вы подожгли горн. Это будет способствовать более быстрому нагреву и равномерному распределению тепла. После прогрева уменьшите подачу газа и поддув. Если они будут подаваться таким же образом, как для сварки стали, то мой брикет мокуме за считанные секунды превратится в лужицу серебряного сплава. Слабые языки пламени, вырывающиеся из окна горна, и оранжевое свечение внутренних стенок указывают на то, что установилась необходимая температура (при желтом свечении температура слишком высока). Ограничьте подачу воздуха, чтобы поддерживать восстановительную атмосферу (лишенную кислорода) внутри горна для предотвращения окисления металлов. Поместите брикет горизонтально в центр горна. Для хорошего захвата верхней стальной пластины брикета используйте длинные стальные кузнечные щипцы. Возможно, перед закладкой брикета в горн вам будет необходимо немного попрактиковаться захватывать его щипцами. Когда он уже внутри, следите за цветом стальных пластин и брикета, чтобы определить, насколько равномерно металл нагревается. Ели один участок выглядит более горячим, переверните или поверните его в нужно положение. Пока брикет находится внутри горна, ваши глаза до;икны постоянно путешествовать по его поверхности и по поверхности стальных пластин. Это очень важно! Если один угол расплавится быстрее, чем будут готовы остальные, в итоге, вы.
отправите весь брикет в лом. В зависимости от горна вам, возможно, вовсе не понадобится поворачивать брикет. Для моего горна нормально, если я несколько раз переворачиваю и поворачиваю его вокруг себя.

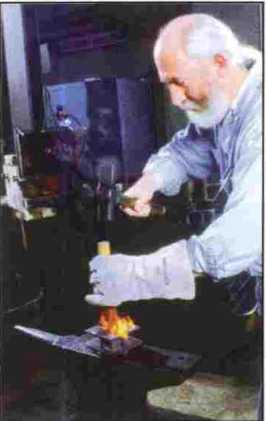
МЕРЫ ПРЕДОСТОРОЖНОСТИ: Вы в обязательном порядке должны работать в защитных затемненных очках. Из горна выходит огромный поток УФ-лучей. Доказано, что про-должите.льное воздействие этих лучей увеличивает возможность появ-.
ления катаракты и других проблем со зрением. Помогут даже солнечные очки. Позже, в процессе проковки, существует риск разбрызгивания на вас расплавленного металла. Необходима защитная одежда, т. е. толстые кожаные перчатки, хлопчатобумажная или шерстяная одежда и кожаная обувь. Я iтриношу cboi i извинения за то, что на фотографиях я представлен без защитных очков. Фотовспышка сделала это невозможным. Обычно в кузнице я всегда ношу затемненные защт ттные очки.
В газовом горне процесс сплавления брикета занимает около 15 минут. Лучше пусть этот процесс займет больше времени, чем его подгонять. Более длительное время в более прохладном горне означает, что вы постоянно равномерно прогреваете брикет. Если вы поторопитесь, внешние края брикета могут сплавиться до того, как середина прогреется до необходимой температуры. Пристально следите! Когда брикет начнет светиться, вы уже близко. Отелите за тем, что появляется в виде блестящей серебряной полоски между слоями брикета. Она будет выглядеть, как-будто расплавленный серебряный припой соединяется с «потеющим» металлом, или по краям брикета появляются маленькие бусинки - ВЫНИМАЙТЕ! Очень важно, чтобы вы вынимали брикет горизонтально и удерживали его в горизонтальном же положении. Если серебро немного горячее, чем следует, оно в буквальном смысле прольется при наклоне.
Положите брикет на наковальню до того, как он отвердеет. Я выжидаю около 1 минуты.

Проковка.
Когда брикет отвердел, но до сих пор светится, используйте большой деревянный брусок и кузнечный молот для его осадки. Для этого установите деревянный брусок по центру стальной пластины и ударьте по нему молотом. С этим легче справиться вдвоем: один держит щипцами брикет, а второй его проковывает. Удары молота должны быть умеренной силы и равномерными, а деревянный брусок должен перемещаться по поверхности стальной пластины. Это способствует укреплению соединительного слоя. Сейчас вы должны уменьшить толщину брикета лишь до такой степени, чтобы он свободно «болтался» между стальными пластинами.
Я зажимаю головки болтов в тисках и раскручиваю гайки при помощи гаечного ключа. Теперь выньте болты, и пусть брикет аккуратно упадет на наковальню. Сейчас для брикета вам, возможно, понадобятся другие щипцы. В течение всего процесса я пользуюсь тремя парами щипцов.
Первая пара - длинные, около 60 см, чтобы их можно было засовывать внутрь горна. Эти щипцы способны надежно удерживать стальную пластину толщиной около 6 мм. Вторая.
пара щипцов нужна для того, чтобы удерживать брикет сразу после сплавления, когда он имеет толщину от 25 до 32 мм. Когда он прокован до толщины около 20 мм или даже меньше, вам понадобится третья пара щипцов, которая сможет обеспечить его захват, когда он достигнет толщину в 0,5 см. Каждая пара щиппов имеет плоские губки, чтобы можно было захватывать за верх и низ бртткета. Иногда я также использую пару захватывающих клещей. У них длинные тонкие губки, и они имеют широкий спектр применений, но у них не такая сила хвата. Что же случилось с теми волшебными щипцами, которые могли схватить все, что угодно?.
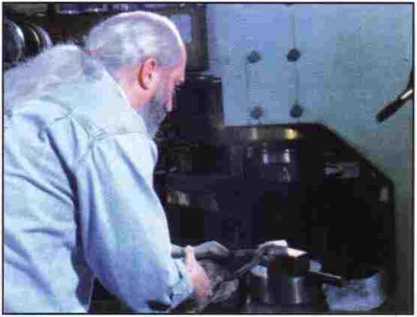
Брикет теперь нужно снова нагреть в горне до того момента, как он опять начнет светиться. Когда я думаю, что он достаточно нагрет, я щипцами вынимаю его из горна и выдерживаю его в тени ниже горна. Таким образом, я смогу увидеть цвет металла в действительности. Если я буду ждать до тех пор, пока металл начнет светиться тем же цветом, что и пламя в горне, он слишком нагреется и сможет расплавиться. Часто проверяйте, пока металл не нагреется до нужной температуры. Этим вы отожжете сплавленный брикет и сможете проковывать его, как масло. Проковывайте его на горячую сразу из огня. Эго можно сделать ручным кузнечным молотом, кувалдой (если вас двое) или моим любимым механическим молотом.
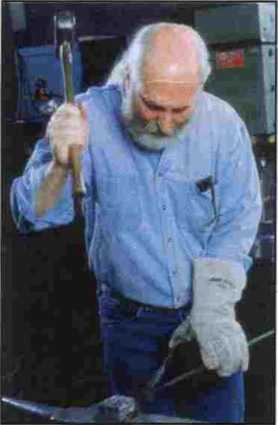
Для ручной ковки я использую килограммовый молоте квадратным бойком. Его квадратный боек должен быть слегка скруглен и отполирован. Этот молот будет довольно быстро сдвигать металл, и, когда вы к нему привыкнете, вы сможете проковывать, не оставляя практически никаких следов от бойка. Начальную ковку я провожу в кузнице на 70-килограммовой (или более) наковальне. Я бы предпочел полированную наковальню, но для начальной ковки это не так уж важно. Ковку я заканчиваю на полированной наковальне. Брикет, изготовленный из чистого серебра и меди, имеет огромную степень ковкости. Ковку можно проводить, начиная от температуры заметного свечения до комнатной температуры. Лучше всего ковка проходит при едва заметном свечении. Доведите брикет до температуры отжига и положите его на наковальню, пока он еще горячий. Зажав угол брикета щипцами, удерживайте их возле наковальни по направлению к ее центру. Таким образом, на наковальне для ковки будет находиться 2/3 брикета. Точно таким же образом вы можете производить ковку при помощи механического молота или кувалды. Чем больше молот, которым вы можете эффективно управляться, тем быстрее и лучше он будет сдвигать металл. При ковке держите локоть близко к телу, и удары совершайте вертикальными движениями вверх-вниз. Наносите удары по брикету, а не по наковальне или щипцам - это бесполезно. Обычно при работе с ручным молотом я довожу толщину брикета до 3 - 6 мм, а затем захватываю брикет за противоположный угол и выравниваю толщину. При следующем
отжиге я проковываю противоположную сторону и удерживаю брикет за другие два угла для снятия внутреннего напряжения в металле. Если я работаю молотом в 45 кг, я могу npi I двух отжигах довести толщину брикета до 10 мм. Никакой магии при работе с механическим молотом нет, он просто создает большее усилие. Удивительно то, что металл его выдерживает и быстро сдвигается. Несколько слов о предосторожностях: механические молоты могут быть очень опасны. Обязательно изучите инструкции и будьте очень осторожны. При каждом отжиге вы можете очень существенно сдвигать металл ковкой. Слишком частых отжигов не бывает, но бывает расслоение или растрескивание металла из-за редких отжигов. При отжиге будьте внимательны, чтобы не расплавить брикет, потому что он может распасться. Что и происходит, поскольку металл соединительного слоя имеет более низкую температуру плавления, чем медь и серебро. Если брикет перегреть, этот новый спчав расплавится и будет играть роль шарикоподшипника между слоями, поэтому они могут распасться. Если это начинает происходить, НЕ ПАНИКУЙТЕ! Подхватите брикет щипцами и положите на наковальню, удерживая его горизонтально. Слои перестанут сдвигаться, как только этот сплав отвердеет. Вы можете спасти эти брикеты, но процент отходов при этом возрастет. Будьте внимательны. Из всех брикетов, которые когда-либо изготовили я и мои студенты, мы потеряли только два. Оба раза это случилось из-за перегрева, и потому что мы не сразу вынули брикет из печи. Помните, если вы устали и не можете завершить ковку, вы в любое время можете к ней вернуться. Брикет также можно проковывать и на холодную. Проковывайте брикет до уменьшения толщины в 3 раза, а только после этого спиливайте рваные края при помощи ленточной или хорошей ножевой пилы. Края удаляются для того, чтобы предотвратить возможное появление трещин от недостаточного соединения металлов. Если трещины оставить, то они доберутся до центра брикета. Именно при срезании краев происходит наибольшая потеря металла.
Формирование рисунка.
11ослетого как вы проковали или прокатали брикет в вальцах до толщины около 6 мм, можно начать формировать рисунок. Конечно, это зависит от того, что собираетесь делать с материалом. Мне нравится создавать запас. Я изготавливаю брикет мокуме, когда у меня есть время, и слегка его проковываю. Потом я его откладываю, пока не соберусь изготовить из него изделие. Таким образом, я формирую рисунок в соответствии с формой изделия.
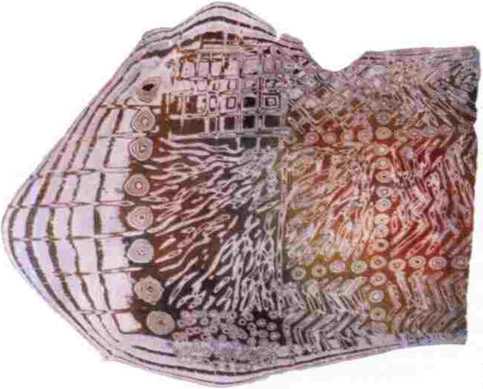
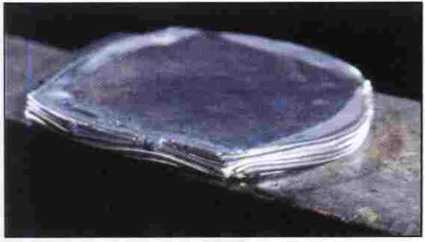
Лист мокуме гане: медь, чистое серебро. Роберт Куга}!.
Все составляющие моей работы находятся в тесной взаимосвязи. Я стараюсь работать с их энергией и ритмом, поэтому они улучшают мою работу. В текстуре древесины законсервирована текучесть, которая рождена развитием дерева. Я стараюсь думать об этом при создании своих изделий и узоров, которые их дополняют. Для пары своих ваз, полученных выколоткой, мне удалось создать такой рисунок, что узор вытекал из центра диска и устрем
1ялся к его краям. В своих ювелирных изделиях я использую узор для подчеркивания заложенного в дизайн движения. В ножах, которые линейны по своей природе, я стараюсь заставить мокуме подчеркнуть это движение или же иногда, для большей выразительности, противоречить ему.

Нож с лезвием в стиле тонто: дамасская шаль, медь, стерлинговое серебро, куромидо, розовое дерево.
Роберт Куган
С мокуме вы можете создать практически бесконечное количество вариаций узоров. Я предпочитаю, в основном, использовать ручные приемы, такие как ковку, кручение, резку и рубку. Для некоторых своих ножей я вырезал рукоятку из толстого брикета. При этом создается нежный полосатый рисунок мокуме, к которому нужно внимательно присматриваться, чтобы его разглядеть. Еще один из моих любимых приемов - выпилить прямоугольный участок из брикета, а затем выковать из него длинный стержень. Длина этого участка обычно равна длине, а ширина - толщине исходного брикета. Ковка уменьшает толщину и удлиняет выпиленный участок. Когда длины и диаметра достаточно, я простукиваю пруток молотом для придания ему округлой формы и скручиваю (если вы оставите его квадратным, то велика вероятность того, что по углам появятся трещины вследствие неравномерного напряжения). Затем я провожу отжиг и продолжаю скручивание. После скручивания я снова проковываю стержень до получения квадратного сечения (это дает мне более универсальную заготовку д чя дальнейшей работы и уменьшает риск возникновения трещин при расплющивании), а затем разрезаю посередине. Таким образом, внутри скрутки создается характерный звездчатый узор. Конечно, великолепных результатов можно добиться как при одном лишь скручивании, так и при сочетании его с другими способами формирования рисунка. Из мокуме гане я выковывал ложки и другие изделия. Видеть, как рисунок меняется и течет с изменением формы - захватывающее зрелище. Всю ковку, формирующую рисунок, проводят на холодную, предварительно хорошо отжигают. Брикет легче обрабатывать, когда он в холодном состоянии, но можно работать и на горячую. Пока изделие не станет таким маленьким, что я не могу его контролировать, я использую килограммовый полированный молоток. Также дчя выполнения этой работы я пользуюсь 70-килограммовой наковальней с полированной поверхностью. Она не должна бьггь отполирована до зеркального блеска, но обработана старой лентой для сэндинга 220 зернистости. Некоторая шероховатость предотвращает скольжение во время работы. Я часто проковываю заготовку в лист, а затем изготавливаю составные части для своих изделий. Для этого я больше всего предпочитаю использовать сечки (зуби-льца). Хотя это наиболее трудоемкий из всех способов формиро-он дает мне больше кем ггроля ся более органичного вида тые ранее, были изго-ния волнистых, пий длиной 2,5 а хности четыре вания рисунка, и позволяет добить-узора. Чаши, упомяну-говлены путем прореза-исходящих из центра ли-см. Рисунок прорезался в повер-раза, а металл проковывался тоньше, чтобы поддержать плотность рисунка. Я пользуюсь самодельной сечкой «бычий нос», которая оставляет след с закругленным дном. Дчя работы с сечкой мне нравится использовать тяжелый чеканочный молоток.
Когда я особенно агрессивен, я пользуюсь 300-граммовым слесарным молотком с шаровым бойком. Славная уловка, чтобы заставить сечку делать плавные резы -окунать ее кончик время от времени в легкое масло. Я удерживаю брикет при помощи двух С-образных струбцин с обрезиненными губками. Зажатый только в одной, он будет смещаться. При помощи такой сечки я прорезаю канавки, чтобы создать рисунок, который будет «струиться» по поверхности. С каждым проходом сечки снимается металл на глубину 1,5 мм. (Это, конечно, зависит от самой сечки и от того, кто ей работает!) Я прорезаю желаемый рисунок, обычно тот, который позволит мне контролировать «течение» рисунка по поверхности. Затем проковкой уменьшаю толщину до тех пор, пока большинство канавок не сгладятся, и я не смогу увидеть, где рисунок нужно доработать. Я продолжаю прорезать поверхность листа обычно, как минимум, 3 раза. (За получением более подробной информации об использовании сечки дня формирования рисунка смотрите главу IX.).
Теперь я могу заняться изготовлением составных частей так же, как это делает любой ювелир с одним большим исключением. Втулки ножей должны быть прочными (солидными). Вместо того, чтобы делать их полыми и легкими, как обычно поступают при изготовлении ювелирных изделий, я делаю их цельными. Для этого я ламинирую узорчатую заготовку мокуме с листом латуни толщиной 6 мм, а затем делаю серебряную кромку. При этом достигается солидный внешний вид и желаемый рисунок, который нельзя создать никаким другим способом. В конце концов, важно только то, что вы делаете с мокуме, и как это потом сочетается с готовым изделием.

Изготовление полукруглого резца «бычий нос».
Роберт Куган.
Сечка «бычий нос» для прорезания орнаментов канавками с закругленным дном достаточно проста в изготовлении. Используйте стальную заготовку 0,5 10 см шпi кусок свер ia соответствующего размера. Материал можно купить в магазине или заказать у поставщика инструментов. Спилите или сошлифуйте на круге один из концов иод Vi лом 45". Снизу У режущей кромки спилите металл под углом НУ, в то же время заузьте скругленный конец до 3 мм. Это предоставит вам возможность делать более узкие резы. Можно изготовить резцы для канавок любой ширины, все утлы даны приблизительно. С другой стороны сечки снимите металл под равномерным наклоном ло тех нор, пока не образуется площадка диаметром около 3 мм. Это поможет сконцентрировать удар молотка. Мне нравится пропиливать канавки вдоль верхней части резца, впоследствии они обеспечивают надежное удержание его в руке. Что более важно, эти канавки позволяют мне, не глядя, знать, что резец я держу правильно. Когда резец приобретет окончательную форму, ошкурьте его наждачной бумагой \>220.
Теперь вы готовы к термообработке. Эта процедура обеспечит поддержание остро™ резца во время работы. V. 1ерживайте резец в клещах или губках тисков и нагревайте рабочий конец (примерно на 2,5 см) до ярко-красного каления. Не допуская остывания, опустите его в масло. Это может быть оливковое или машинное масло. Перемещайте резец в верх и вниз, следя за тем, чтобы 2,5 - 5 см всегда были погружены в масло. Когда он достаточно охладится, так что масло перестанет на нем гореть, выньте его и отложите в сторону. По достижении резцом комнатной температуры очистите его и вновь зашкурьте. Твердость рабочего конца проверьте напильником. Он должен скользить, как по стеклу, и совершенно не оставлять следов. Если это не так, значит, вы недостаточно нагрели металл или взяли не ту сталь - повторите попытку. Если все в порядке, резец нужно отпустить. Отпуск устранит хрупкость, и резец не сломается при первом же контакте с металлом. Это можно сделать в бытовой духовке при 180°С влечение часа, но можно использовать и горелку, что более сложно и требует навыка. Держите зашкуренный до блеска резец в самозажимном пинцете. Мягким пламенем горелки начните нагрев резца в 2,5 см от закаленной режущей кромки. Появятся ивета побежалости, сначала соломенно-желтый, затем голубой и так далее. Вы должны остановиться, когда соломенно-желтый цвет достигнет острия. Внимательно следите за медленным продвижением цвета к острию. Фокус в том, чтобы вовремя убрать горелку 11 позволить продвижению цветов остановиться самостоятельно. Иногда резец охлаждают в жидкости, когда режущий край становится соломенно-желтым. Я считаю, что качество инструмента лучше, если обойтись без этого. Если передержать горелку, инструмент получится слишком мягким, и его вновь 11 ридетея закаливать.