Клейма изготовляют из стали У8Л при помощи штихелей, пуансонов, чеканов и надфилей. Они применяются для обработки таких материалов, как сталь, медные и алюминиевые сплавы, дерево.
Для изготовления ударных клейм по металлу не рекомендуется использовать легированную сталь, так как после термообработки она становится хрупкой и в процессе работы может крошиться.
Чтобы изготовить клеймо на удар, необходим следующий инструмент:.
чертилка, карандаш, линейка или штангенциркуль; надфили (плоский, квадратный и трехгранный); штихели (мессерштихель, шгшцштихель и флахштихель); керн, зубильце, сечка, молоток;
 |
Рис. 22. Обойма с набором пуансонов |
чеканы (фигурный - для занижения внутреннего контура, плоский - для подчеканки наружного контура клейма); ручные слесарные и шаровые тиски; пространственный угольник; оселок.
Для изготовления ударного инструмента следует выбирать заготовки длиной не менее 60 мм. Их можно нарезать из стального прутка, желательно квадратного сечения. Инструменты такой формы очень удобны в работе при установке их рабочих частей на линию разметки текста, нанесенного на изделие с соблюдением правильного расположения знаков в строке.
Приступать к работе следует с разметки силуэта буквы, зажав заготовку клейма в тиски. Обычно, если требуется точное построение, разметку производят штангенциркулем и чертилкой (при отсутствии трафаретной планки).
Затем, повернув шаровые тиски с заготовкой так, чтобы верх буквы оказался справа, мессерштихелем или шпицштихелем с постепенно возрастающим нажимом на полотно по ходу движения прорезают в металле каплеобразную канавку до соприкосновения с линией разметки горизонтальной перекладины у нижнего основания, например буквы А. Образовавшийся завиток стружки отрывают от основы тем же штихелем и прорабатывают поочередно его острием остальные углы, выдерживая направление резания к центру занижаемой фигуры (треугольника). После этого тут же треугольным по форме чеканом углубляют всю плоскость внутреннего нерабочего участка буквы. Для этого достаточно произвести один-два хлестких без замаха удара молотком по хвостовику чекана.
Затем слегка изменившему свои первоначальные размеры четырехугольнику рабочей части будущего клейма придают правильную форму, обстучав со всех сторон плоским чеканом. И, закрепив теперь уже в губках ручных тисков хвостовик заготовки, опиливают рабочую часть по наружному контуру буквы. Перед оконтуриванием нижнего основания буквы нужно квадратным надфилем со сточенными на наждаке щеками так, чтобы он по размеру соответствовал длине перекладины буквы, пропилить до линии разметки паз и трехгранным напильником крест-накрест убрать лишний металл.
Клеймо на удар должно иметь своеобразный профиль заточки, увеличивающий стойкость рабочих гребешков клейма к преждевременному выкрашиванию при резком внедрении в металл, обладающий большей массой. Поэтому, закрепив заготовку клейма в губках шаровых тисков, флахштихелем (плоским резцом) сводят на острие гребешки рабочих частей буквы, выдерживая при этом осевые линии согласно первоначальной разметке. Для более четкой проработки углов в местах соединения выпуклой фактуры рабочей части клейма можно использовать сечку или зубильце.
Одним из упрощенных вариантов изготовления клейм на удар является сначала черновая обдирка рабочих частей заготовок до габаритных размеров шрифта на наждачном кругу, затем обработка напильниками, надфилями и штихелями соответствующих профилей заточки. Изготовление клейма с обратным изображением цифры 1 является чуть ли не самым быстрым, так как исключительно все операции можно без труда выполнить трехгранным и полукруглым надфилями или напильниками (при гравировании крупных шрифтов).
Для этого зажимают заготовку в губках ручных слесарных тисков за хвостовик и, вложив в вырез деревянного бруска так, чтобы рабочая часть находилась в поле зрения, производят опиловку по очерченному контуру знака (в данном случае это цифра 1), соблюдая при этом угол заточки равным для всех граней. Вся процедура изготовления клейма занимает не более 10 мин. Аналогично изготовляется клеймо с цифрой 7, где используются лишь надфили и флахштихель.
Идентичной можно считать и работу по изготовлению клейм на удар с изображением таких цифр, как 2, 3 и 5, с той только разницей, что, прежде чем вооружиться надфилями, следует накернить центры имеющихся окружностей и тут же их занизить овальными или круглыми по форме рабочих частей чеканами. Флахштихелем, держа высоко поднятым локоть руки с зажатым в кулаке инструментом, желательно сразу выполнить подрезку внутренних частей на конус с целью выявления требующейся толщины обводки.
Верхний паз у цифры 5 тоже обрабатывают надфилями (сначала трехгранным вдоль горизонтальных линий разметки, а затем плоским или квадратным). Для более выразительной проработки паза применяют флахштихель с узким лезвием. В связи с этим уместно отметить, что выравнивание торцевой перемычки паза штихелем удобнее всего выполнять изнутри, используя рычажное движение с направлением лобовой грани лезвия вверх, обеспечивающее свободный выход лезвию к линии разметки на торце заготовки. Пропилы окружностей как у цифры 5, так и у цифры 3 вскрывают зубильцем, сечкой или трехгранным надфилем, а у цифры 2 - круглым.
Пуансоны. Пуансон, как и ударное клеймо, предназначен для набивки текста на какой-либо материал, но имеет не остроугольную форму выступающих рабочих частей, а плоскую с отшлифованной и
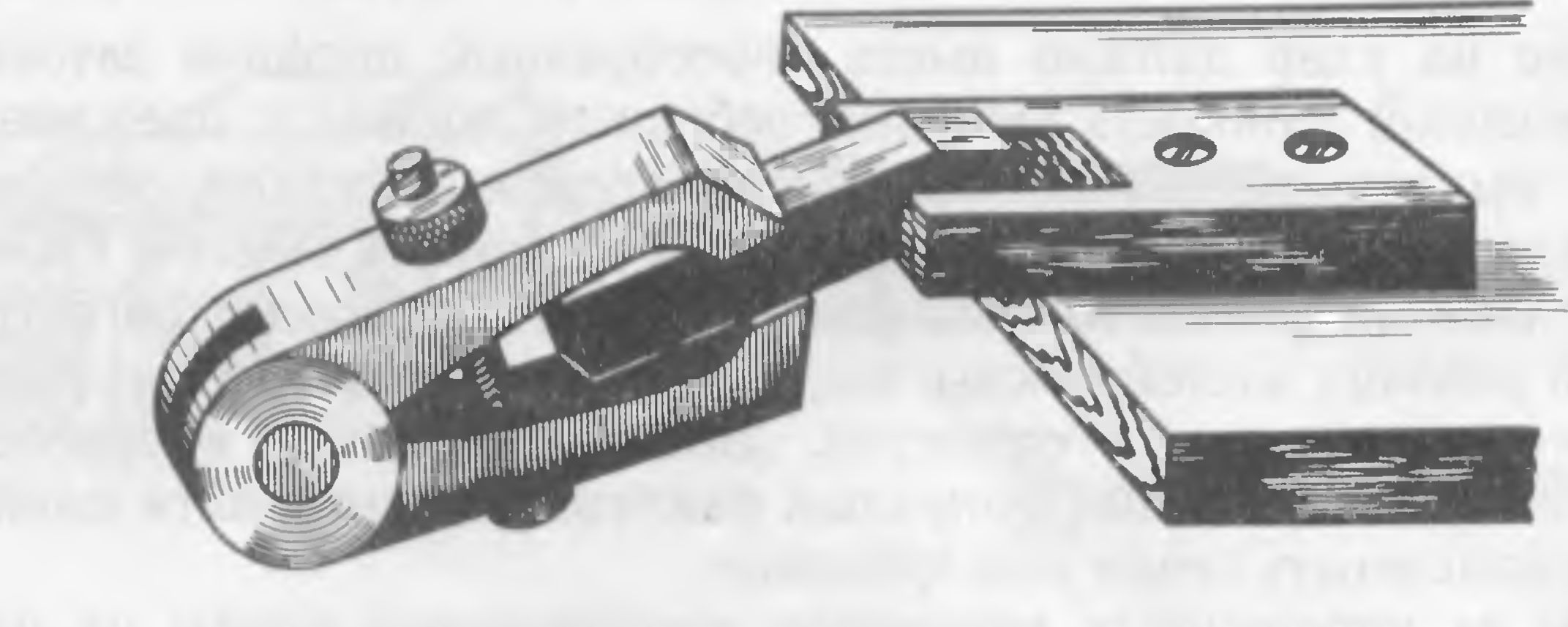 |
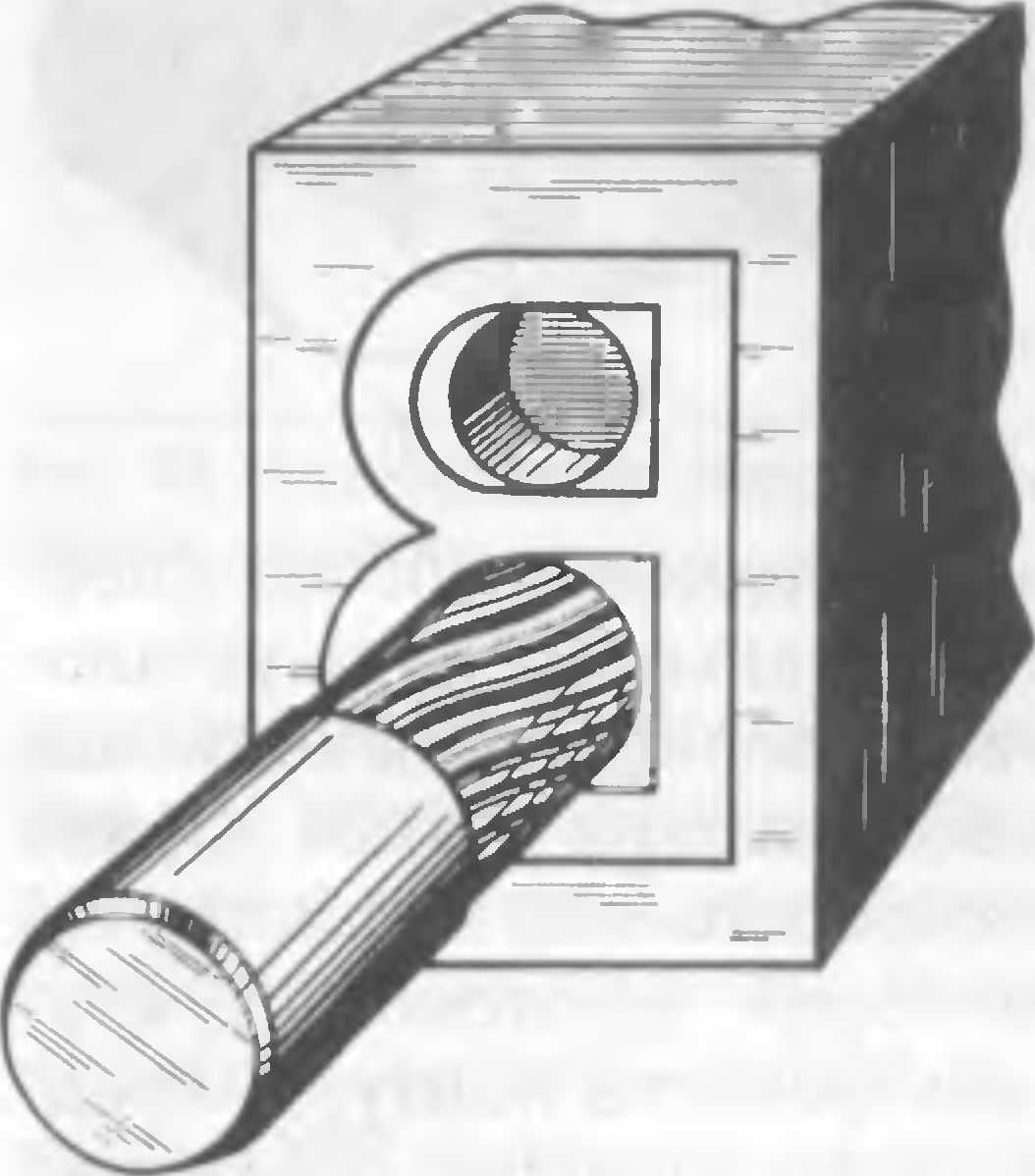
Рис. 23. Использование деревянного бруска с вырезом |
доведенной до блеска поверхностью гребешков силуэта знака. При этом у пуансона обязательно должно выделяться поле с идеально ровной и гладкой поверхностью, на котором как бы крепится буква. Необходимой чистоты поверхности поля внутри и вокруг буквы пуансона можно добиться растиранием разведенной на керосине пасты ГОИ палочкой из твердой породы дерева. Клейма такого поля, как правило, не имеют и изготовлять их значительно легче, так как опиловку наружных контуров букв и цифр в основном производят напильниками, надфилями, а затем подравнивают штихелями.
Чтобы выполнять верховые рельефные работы, или, как чаще называют, обронное гравирование, необходимо иметь несколько штихелей и чеканов с рабочими поверхностями, выполненными в виде овала, эллипса, треугольника, как правильного, так и неправильного, квадрата, прямоугольника и т.д.
Чтобы изготовить чекан, на торце его заготовки необходимо чертилкой или карандашом нарисовать букву так, как она читалась бы на бумаге, наметить для себя часть, которая будет нужна при занижении внутреннего контура буквы, которая будет гравироваться на пуансоне, а также часть, где будет срезаться лишний металл наждаком или напильником. Опиловку получившейся фигуры производят вдоль заготовки со всех сторон с незначительным уклоном, почти перпендикулярно ее торцу.
Для удобства выравнивания скосов напильниками и надфилями затыловочную часть заготовки чекана закрепляют в губках ручных слесарных тисков, а рабочую часть прислоняют к вырезу в деревянном бруске, прикрепленном шурупами или гвоздями к столешнице рабочего стола (рис. 23).
Рабочая часть чекана, как и любого другого ударного инструмента, должна быть обязательно закалена и иметь высокую твердость для предупреждения деформации острых углов фигуры во время работы на удар.
Чтобы выполнить работу с наименьшими затратами времени, необходимый инструмент должен быть подготовлен заранее. Подготовив
Рис. 24. Вид рабочей части чеканов, служащих для занижения внутреннего контура букв А (а) и В (б) | 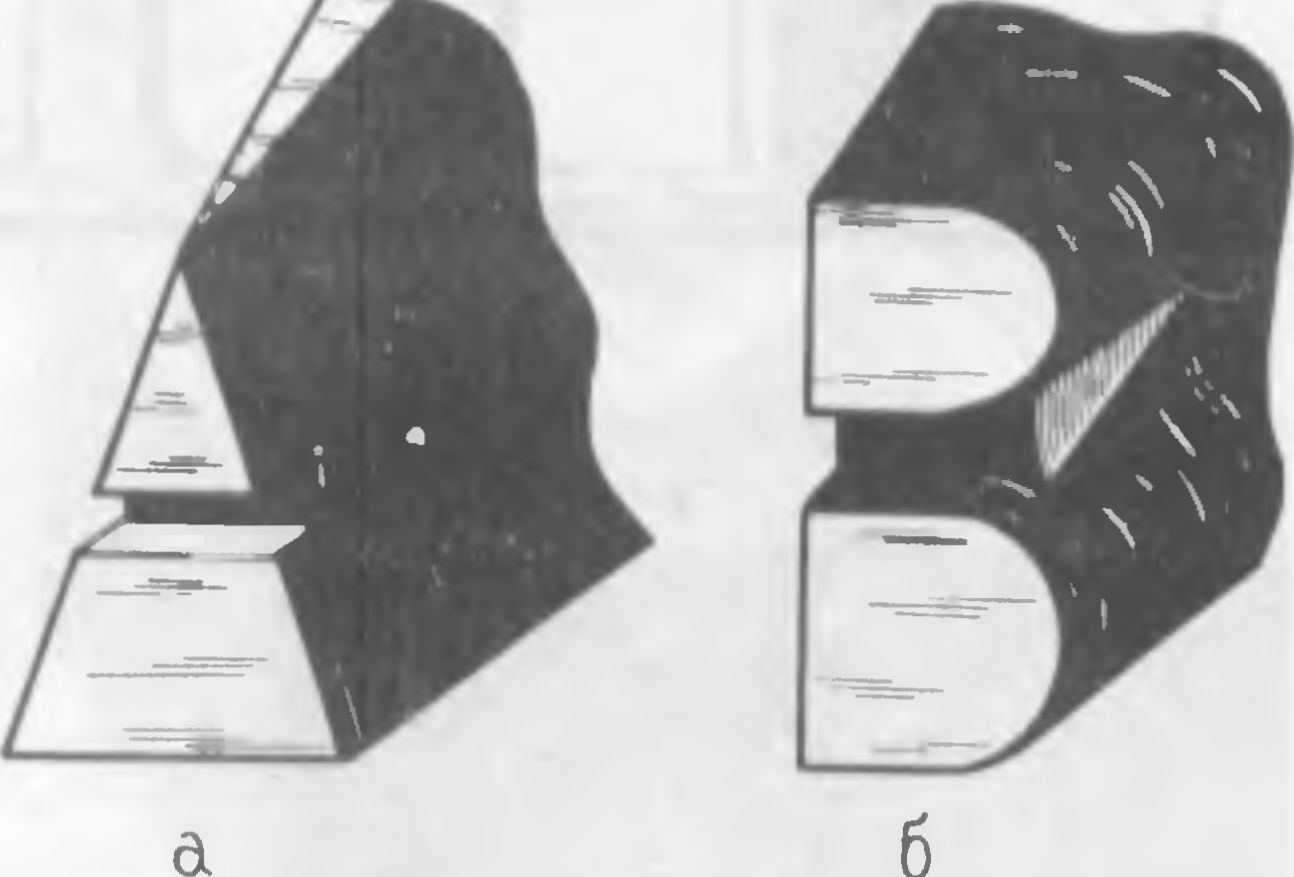 |
инструмент, зажимают в переносные тиски заготовку пуансона кверху его рабочей торцевой стороной. Тиски с деталью следует установить на подушке так, чтобы обрабатываемая поверхность находилась на уровне глаза. Близость гравируемого изображения в этом случае позволяет сконцентрировать внимание непосредственно на месте гравирования. Затем чертилкой рисуют на торце заготовки букву, соблюдая при этом основные размеры ее внутреннего контура, предназначенного под занижение чеканом. А чтобы рисунок отчетливо был виден, металлическую поверхность перед разметкой можно слегка протереть тряпкой, смоченной в водном растворе медного купороса.
Для занижения внутреннего контура, к примеру у буквы А, рабочий конец чекана должен иметь на своем торце фигуру, показанную на рис. 24, а, а для занижения внутреннего контура у буквы В фигуру, показанную на рис. 24, б.
Для достижения высокой точности разметки буквы на торце чекана и этой же буквы на торце пуансона, но уже в зеркальном (перевернутом) изображении с точным повторением размеров как внутреннего, так и наружного контуров используют трафарет (рис. 25), который изготовляют так. На полоске тонкого органического стекла правильно вычерчивают нужную букву (желательно весь алфавит) и, просверлив технологическое отверстие, по линиям разметки выпиливают лобзиком или на граверном станке сквозной контур буквы. Полученный трафарет можно использовать как для разметки буквы на торце чекана, который предназначается для обработки рабочей поверхности пуансона, так и непосредственно на самом пуансоне с той лишь разницей, что трафарет требуется прикладывать к металлическом поверхности обратной стороной.
Для облегчения и ускорения процесса занижения металла по всему внутреннему контуру нарисованнои буквы, перед тем как.
Рис. 2Ъ. Сверление с учетом занижения внутреннего поля чеканами
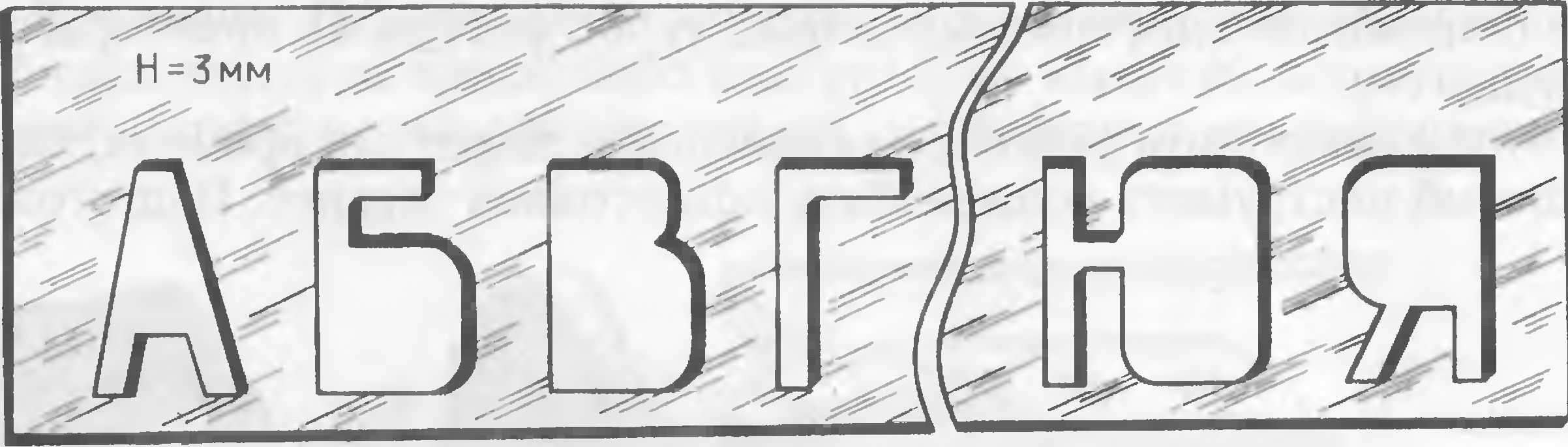 |
Рис. 25. Трафаретная планка |
 |
Рис. 27. Сечка |
взяться за чекан, высверливают глухие отверстия на глубину, соответствующую предстоящему занижению общего фона (поля) пуансона. Диаметр сверла выбирают в зависимости от размера внутреннего поля (рис. 26). Для гравировки мелких шрифтов сверловка не требуется, за исключением некоторых знаков.
Выборка сверлом лишнего металла облегчает последующую обработку чеканами внутреннего контура буквы и предотвращает нежелательный наклеп, влекущий за собой искажение рисунка отдельных ее элементов, а порой и Bcei ■ буквы. Поэтому набивку чеканом следует производить постепенно, в несколько приемов, гак как после нескольких несильных ударов по хвостоЕику рабочую часть чекана необходимо вынимать из углубления и удалять оттуда часть металла штихелями.
При изготовлении таких букв, как 3, О, С, а также цифр 2, 6, 8, 9 для занижения внутреннего контура, имеющего круглую форму,.
применять чеканы нет необходимости, так как металл можно просто высверлить подходящими по диаметру сверлами.
Наружный контур буквы лучше всего обрабатывать зубильдами и сечками (рис. 27) с последующей подчисткои заниженного фона штихелями и бархатным напильником. Начинать работу следует прежде всего с занижения металла заранее намеченных участков рисунка буквы (рис. 28), чю позволяет в дальнейшем точно выдерживать заданные размеры гравируемого знака.
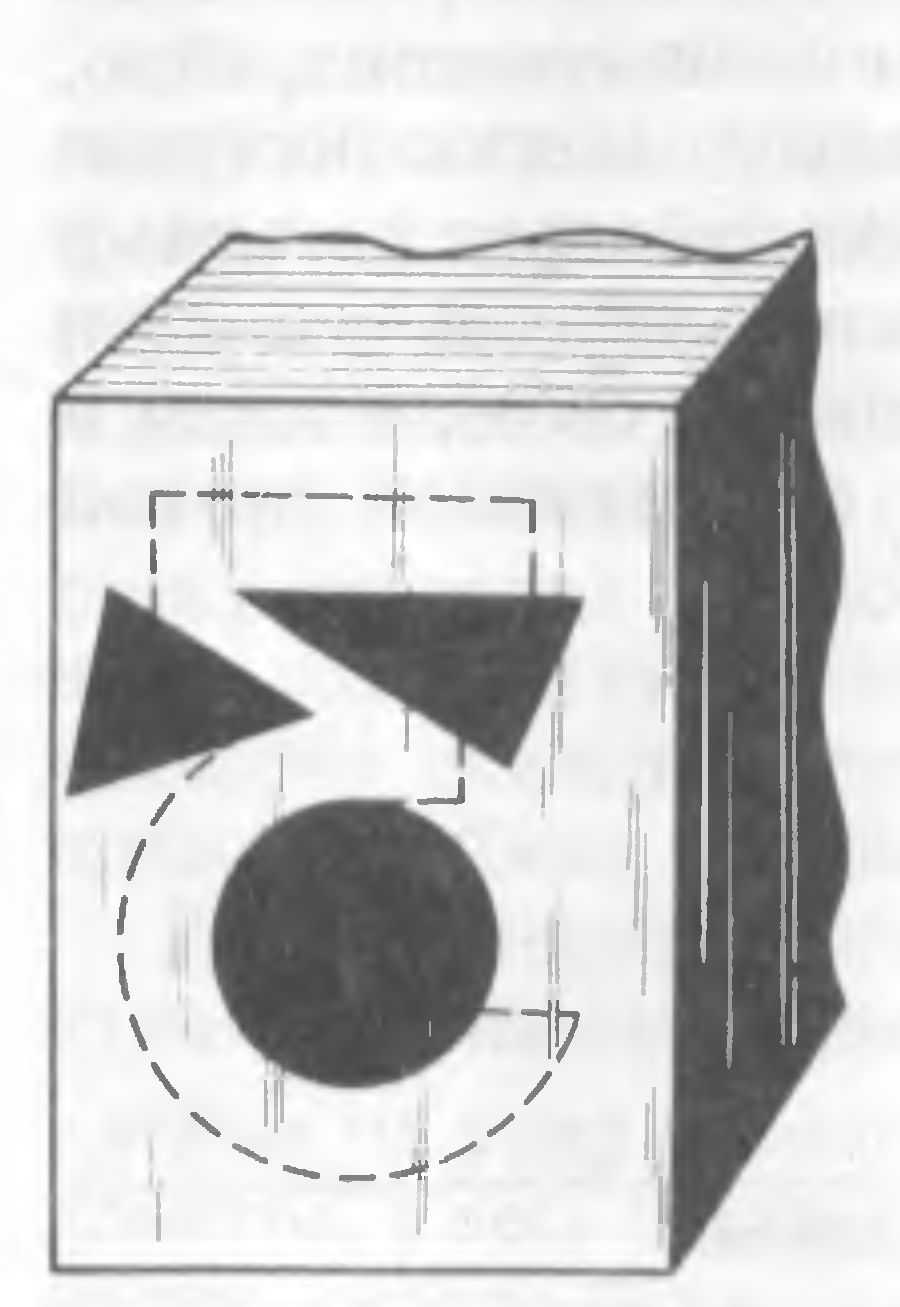 |
Рис. 28. Первоначальные участки (черный цвет) занижения металла чеканами |
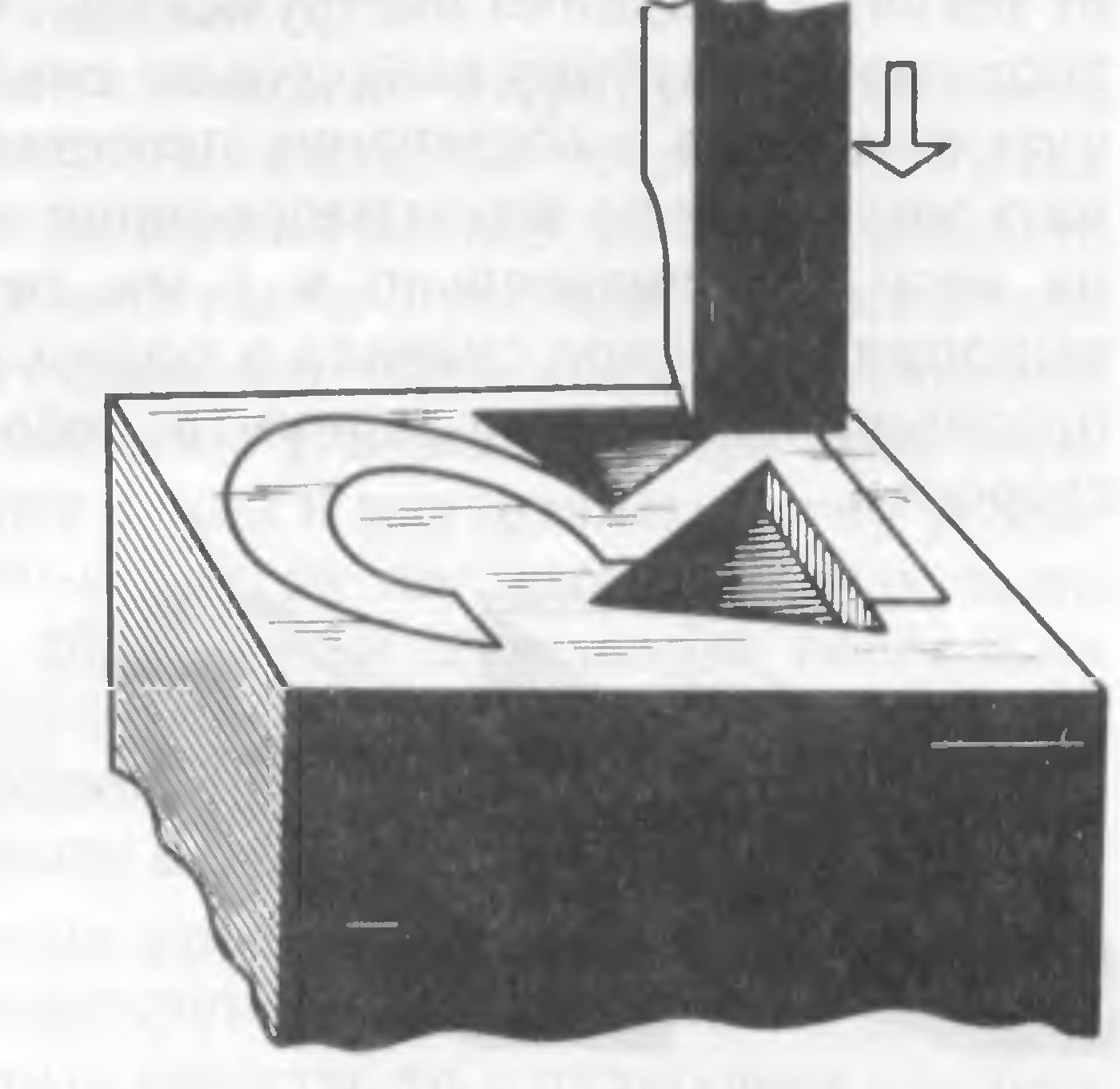 |
Рис. Обработка наружного контура сечкой |
Для достижения заданной толщины обводки рабочих гребешков получившейся выпуклой буквы с наружной ее стороны по всему контуру начисто проходят штихелем, подчищая оставшиеся незамеченными неровности. Для этого удобнее всего пользоваться плоским штихелем.
Для соблюдения высокого качества гравирования таких частей, как овал, изгиб и угол, определяющих в целим скелет буквы, прежде всего желательно по линиям разметки проити острым шпицштихелем. Затем, где это требуется, слегка углубленную штихелем разметку закрепляют сечког, ставя ее скосом в поле, а плоскби стороной к наружному котуру буквы (рис. 29).
Обычно это делают для обеспечения сохранности габаритных размеров первоначальной разметки буквы и для получения возможности последующего снятия сечкой или зубильцем лишнего металла с общего фона (поля) заготовки пуансона, чтобы не задеть случайно саму букву.
Если участок поля, с которого требуется убрать металл на заданную глубину, имеет сравнительно большую площадь, и штихелем, а.
тем более надфилем этого сделать невозможно или достаточно трудно, то лучше всего использовать зубильце. Зубилыде, как и чеканы, должно быть небольшим, но удобным для работы. Применять его нужно умело. Во избежание нежелательных наплывов и глубоких подрезов, влекущих за собой в дальнейшем затруднения по обработке металла, не следует наносить сильных ударов молотком по затыловочной части зубилыда.
В граверном деле качество обработки металла во многом зависит от техники владения инструментом. Чтобы срезать металл, соблюдая постоянную глубину выборки по всей площади поля пуансона, надо, чуть наклоняя и постепенно переставляя зубилыде, слегка постукивать молотком по его затыловочной части. Держа зубилыде пальцами на весу приблизительно в 1 мм от обрабатываемой поверхности, выполняют проход сначала в одном направлении (к себе), а затем в противоположном, повернув к себе тисочки с заготовкой другой стороной.
 | Рис. 30. Матикн |
Для предупреждения попадания в глаза металлической крошки рубку производят в защитных очках. Получившийся немного заниженный и как бы взрыхленный фон обрабатывают плоским штихелем. Для устранения последствий предварительной выборки металла зубильцем, не всегда получающейся равномерной по всей площади, перед зачисткой штихелем производят частичную обработку заниженных участков матиком (рис. 30) - чеканом с рифленой насечкой рабочей части.
После обработки матиком и зачистки штихелем предварительно заниженных участков приступают к дальнейшей рубке металла до тех пор, пока не добьются конечного результата. На этом, можно сказать, процесс гравирования завершается. Однако прежде чем наводить глянец на выступающих гребешках получившейся выпуклой буквы, а также заниженного поля вокруг нее и производить термообработку пуансона, следует выполнить окончательную (чистовую) обработку штихелем наружного контура выгравированного знака, предварительно подровняв плоскими чеканами участки с раздавшимся вширь металлом для водворения последнего на свое место. Дело в том, что применение при рельефных работах различного рода ударных инструментов (чеканов, зек и т.д.) влечет за собой обязательное проявление пластической деформации обрабатываемого более мягкого металла по сравнению с материалом инструмента, распространяющейся не только по направлению удара, но и во все стороны. Поэтому прежде чем приняться за оконтуривание штихелем, используют метод проработки отдельных участков плоскими чеканами. Затем сечкой слегка подрубают (обжимают) металл у основания знака. Это позволяет избежать нечаянных порезов поверхности поля пуансона острием штихеля и более точно выдержать при подчистке знака заданную общую толщину обводки, что играет ключевую роль для получения впоследствии четкого оттиска на поверхности обрабатываемого данным пуансоном изделия.
Для наведения и поддержания глянца на нетронутых чеканами поверхностях выпуклых элементов знака с целью создания удобства сравнения толщины обводки и подведения их под общую плоскость в угол с базовыми плоскостями заготовки пуансона, а также для определения и последующего устранения упущений в гравировке следует пользоваться пространственным угольником. При этом заготовку пуансона плотно прижимают рукой к внутреннему углу угольника, который ставят на доводочный брусок так, чтобы рабочая часть пуансона оказалась прижатой к абразиву, и производят несколько прямолинейных движений.
Для примера рассмотрим гравирование цифры 4, пожалуй, одного из самых сложных знаков арабского шрифта. Если при изготовлении.
клейма на удар основное внимание уделяют обработке внутреннего контура, а весь остальной металл вокруг цифры удаляют надфилями, на что уходят буквально считанные минуты, то с пуансоном следует повозиться.
Гравирование начинают обычно с проработки контуров острием шпицштихеля или мессерштихеля. Затем в местах соединения и пересечения линий разметки, немного отступя по биссектрисе угла, керном ставят глубокие лунки. Шпицштихелем или мессерштихелем сверху вниз, направляя острие к центру лунки, подрезают незаниженные закругления в углах как наружного, так и внутреннего контуров. После этого внутренний контур занижают и колибруют фигурным чеканом.
Деформированные части заготовки с разметкой цифры выравнивают плоским чеканом, подчеркивая грани и тем самым водворяя на свои места базовые участки рабочей части пуансона. Опасаясь, что металл может вновь поплыть от дальнейшего занижения чеканами поля пуансона вокруг цифры и повлечет за собой искажение разметки, остальную работу по удалению металла выполняют сечкой на заложенную в чертеже конструктором глубину. Образовавшиеся нерабочие участки срезают под общую плоскость плоским штихелем, а где и той же сечкой. И срезать металл следует не от цифры, а к цифре, при этом немного отступя от боковой базовой грани еще незаниженной поверхности поля пуансона, так как при последующей подрезке вдоль контура цифры нетронутый штихелем или сечкой выступ будет непременно снят.
Можно действовать и по-другому, если строго соблюдать правила техники безопасности при гравировании знаков на заготовках, имеющих острые кромки. Кромку поля пуансона можно сгладить надфилем или тем же флахштихелем провести фаску, выявляя возможность безопасного ввода режущей кромки полотна штихеля в поверхностный слой обрабатываемого металла.
Теперь разберем процесс доводки наружного контура цифры 4, где снятие металла производится сначала по направлению к верхнему ее основанию на выход за пределы поля пуансона от середины, а затем в обратном направлении до пересечения с хвостовой частью. Если контур цифры правильно обработан сечкой, то в данном случае основное внимание следует уделять лишь доводке углов при пересечении ее выступающих частей. Оконтуривание выполняют флахштихелем сначала с одной стороны угла к его центру, а затем с другой, прижимая к подушке большого пальца полотно штихеля боковой гранью (щекой).
Добиться строгости линий в углах и выравнивания прочих шероховатостей можно опять-таки флахштихелем, используя его в качестве скребка. При этом лишний металл надо срезать непременно от основания выступающей части над поверхностью поля пуансона к ее вершине, т.е. "на выход", а углы сверху вниз подравнивать шпицштихелем или мессерштихелем.
В настоящее время для облегчения и ускорения процесса изготовления ударных клейм и пуансонов применяют граверные копировально-фрезерные станки. Чистовую обработку и доводку рабочей части клейма гравер выполняет вручную, пользуясь лишь штихелями и зеками.
Закалка инструмента. Любая граверная работа может быть выполнена быстро и с должным качеством только при условии идеально изготовленного инструмента: остро отточенного и правильно термически обработанного. Для углеродистых инструментальных сталей, таких, как У7, У8, У10, У И, У12, следует выбирать температуру закалки в пределах 780°С, что соответствует красному цвету каления при визуальном наблюдении. Чем мягче материал, тем выше должна быть температура его разогрева.
Для создания условий качественной закалки стали У8 необходимо выдерживать пуансон или клеймо в печи при температуре 780° С не менее 8 мин. Для более резкой закалки в качестве охлаждающей среды используют соленую воду, а для более мягкой закалки, что характеризует термическую обработку легированных сталей, применяют трансформаторное масло. Твердость закалки измеряется контрольными приборами, где алмазным конусом при нагрузке 15 Н испытывают твердые материалы (измерение твердости по Роквеллу).
Твердость ударных клейм и пуансонов должна быть 58 62 HRC. После термообработки материал зачастую заметно деформируется (стальные стержни искривляются). Это связано и с несоблюдением процесса закалки, и со спецификой структуры данной стали, из которой изготовлено клеймо (или пуансон). Следует иметь в виду, что брак можно легко предупредить, если по вогнутой стороне клейма постучать молотком с бойком из твердого сплава, положив клеймо выпуклостью книзу на рихтовальную плиту. Достаточно хорошо поддаются рихтовке закаленные детали с сечением до 7 мм при твердости до 60 HRC; более толстые рихтуются хуже. Это связано с тем, что обратная отдача на молоток равна приложенной силе к данной детали при ее обработке. Волна удара должна доходить до сердцевины металла. Только в этом случае можно устранить поводку детали. При твердости металла 60 HRC и более упругая пластическая деформация практически равна нулю, и при ударе появляется хрупкое разрушение.
Выдержка инструмента в течение суток в густонасыщенном растворе поваренной соли позволит более длительное время сохранить его высокие параметры.
При изготовлении кернов, чеканов и других подобных инструментов, имеющих конусообразные рабочие части с сечением заготовки по диаметру не более 3 мм, их закалка производится путем втыкания раскаленной докрасна торцевой части прутка в заранее подготовленную плитку сургуча. Если сургуч активно плавится, то следует произвести еще несколько уколов до полного остывания рабочей части инструмента, которая к тому времени приобретет форму конуса. Если это будет чекан, то острие следует притупить алмазным надфилем или любым другим абразивом.
Кстати, чтобы избежать поводки нижней грани полотна мессерштихеля, шпицштихеля или фасетного резца в процессе закалки, можно также с успехом использовать сургуч, как бы перепиливая последний раскаленным металлом.