Нельзя в одной ванне проводить полирование белого и желтого золота. В ванне, где уже проводилась обработка изделия из золота желтого цвета, при полировании изделий из белого золота они могуг. окраситься и потускнеть. Изделия из белого золота (ЗлМН) должны полироваться только в своей ванне.
Простейший электролит для полирования таких изделий можно приготовить, растворив 90 і тиомочевины в 800 мл дистиллированной воды, куда после перемешивания вводят 10 мл концентрированной серной кислоты. Объем раствора доводят водой до 1 л, температура электролита 50-604.: в качестве катода используются пластины из гитана или нержавеющей стали.
Другой состав электролита для электрохимического полирования изделий из сплавов колота:.
Уксусная кислота СТЬСООН.......................................................10 г/л.
Серная кислота ITSO4..................................................................3 г/л.
Тиомочевина CS (NHi)
..............................................................25 г/л.
Плотность тока................................................................1,5-3,5 А/дм
Температура электролита..........................................................50-60 С.
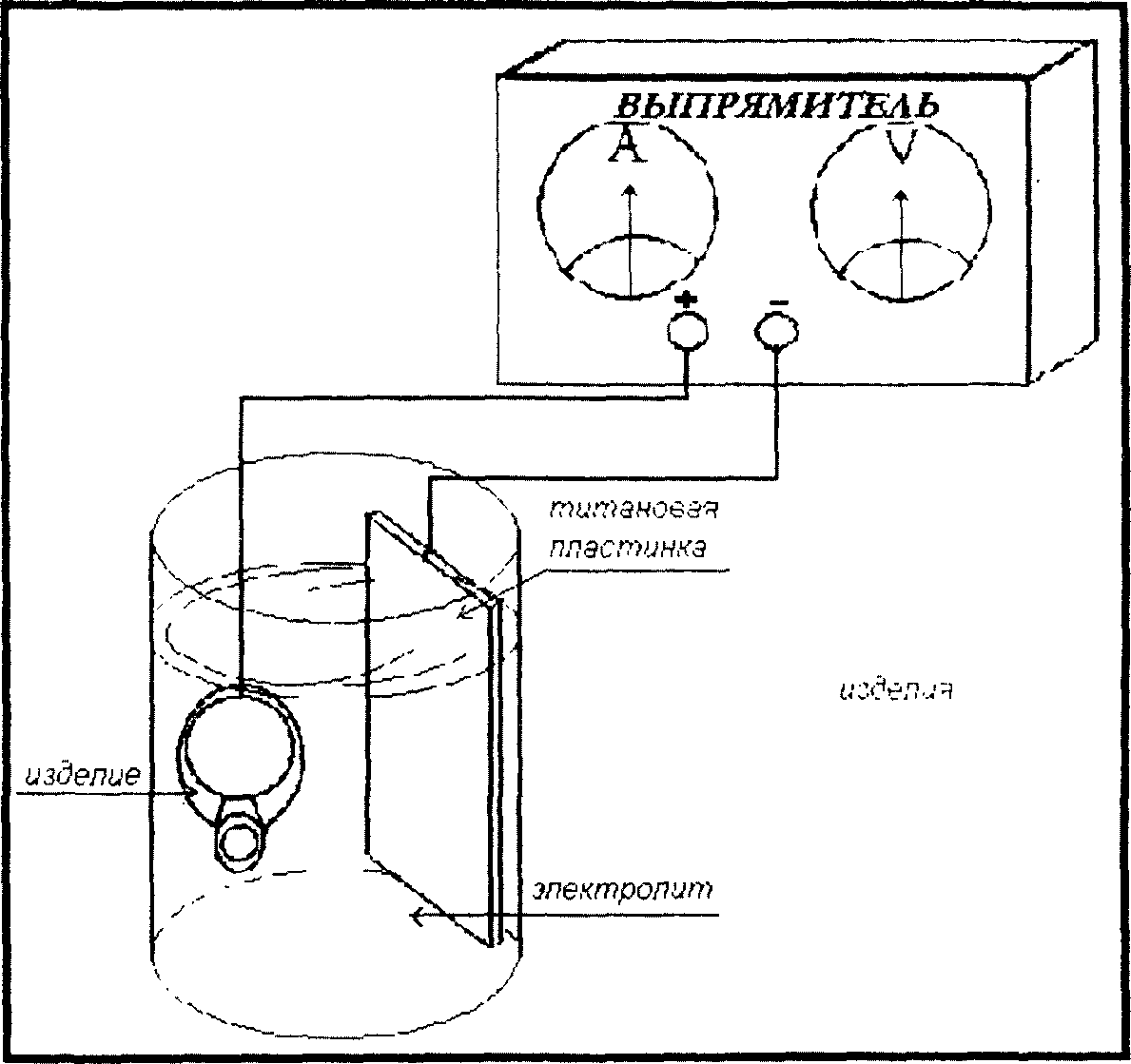
Процесс электрохимического полирования изделий из сплавов золота осу шееів.іяіоі при плотности тока на аноде (изделия) 3-5 А/дм на катоде 5-7 А/дм", температуре электролита 50-60 С. время полирования 1-3 мин. при визуальном контроле. Катодом обычно является титан или нержавеющая сталь; на катоде в процессе электрохимического полирования осаждается золото. Чтобы предотвратить осыпание золота на дно ванны и уменьшить разложение электролита, катоды помещают в чехлы из стеклоткани или перхлорвинилового полотна (ткани). Во время работы на дне ванны с электролитом образу ется осадок серы, содержащий некоторое количество золота и серебра.
В процессе эксплуатации ванны ее состав меняется. Изменение состава ванны происходит по следующим причинам: осаждения металла на катоде; выпадения выделяющихся на аноде солей металлов; уноса электролита при извлечении из ванны изделий; внесения в электролит промывочных вод.
Потери, связанные с уносом электролита, можно восполнить добавкой кислоты или друїих его компонентов. Если концентрация растворенного в ванне металла выйдет за определенные пределы. то полировальная ванна становится непригодной для дальнейшего использования. В этом случае электролит должен быть полностью или частично заменен.
После истечения определенного периода времени использования электролита, он исющаеіся и необходимо провести регенерацию (извлечения) из него золота (см. гл. 5).