 |
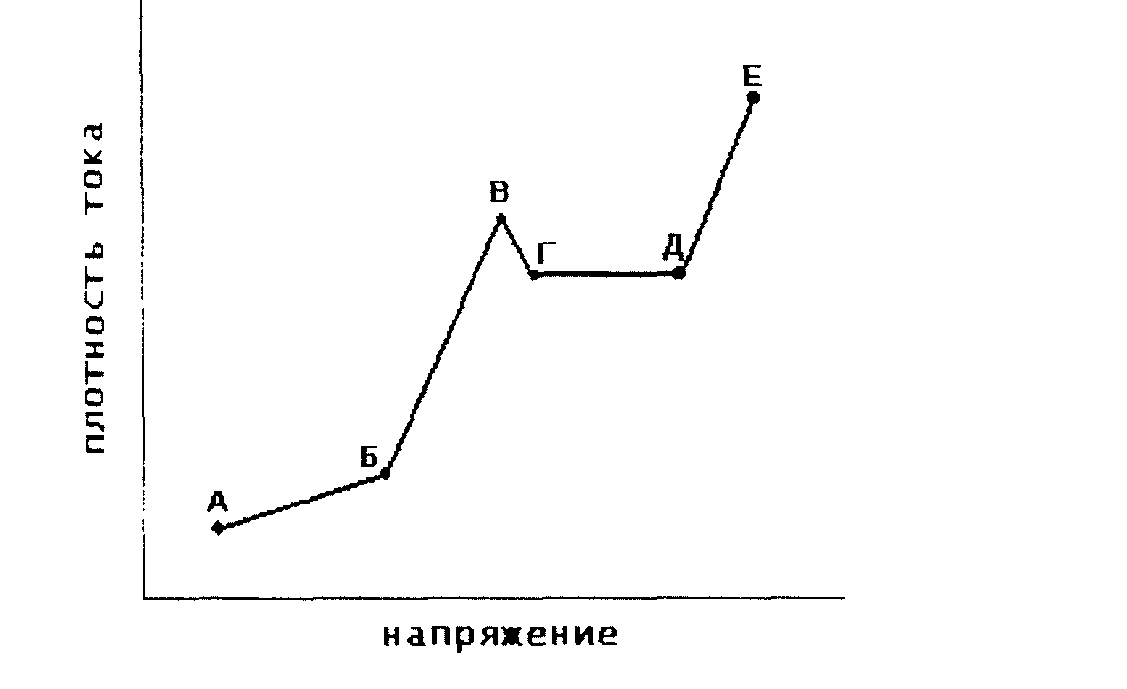
Рис. 3.3. Зависимость между плотностью тока и напряжением в ванне с электролитом |
Универсальный электролит, пригодный для полирования черных и цветных металлов имеет
следующий состав:.
Ортофосфорная кислота Н
Р0
..........................................65% (по массе).
Серная кислота H
S0
....................................................................15%.
Хромовый ангидрид CrOi..................................................................6%.
Вода..........................................................................................14%.
Температура электролита...............................................................80 С.
Плотность тока....................................................................50-70 а/дм".
Время полирования...................................................................3-5 мин.
После полирования изделия необходимо тщательно промывать в проточной воде. При недостаточной промывке в порах остаются частички электролита, приводящие к образованию налета, сыпи в виде ржавых пятен на поверхности полированного изделия.