 |
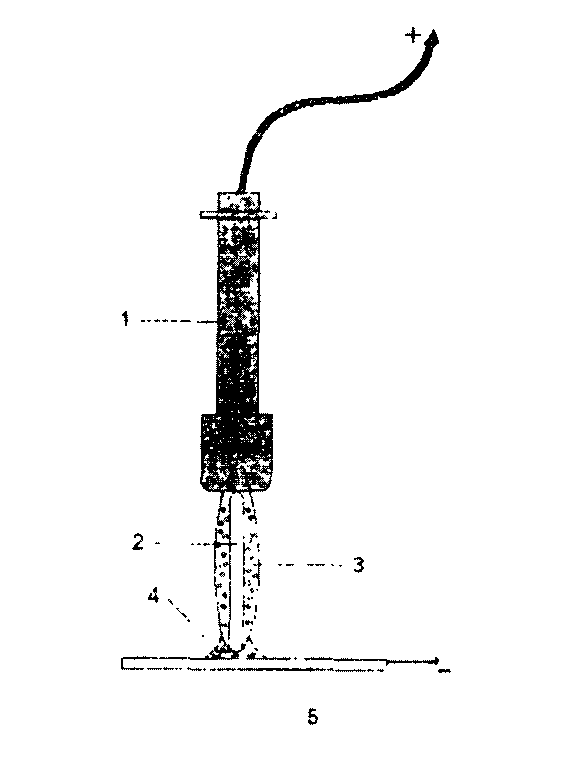
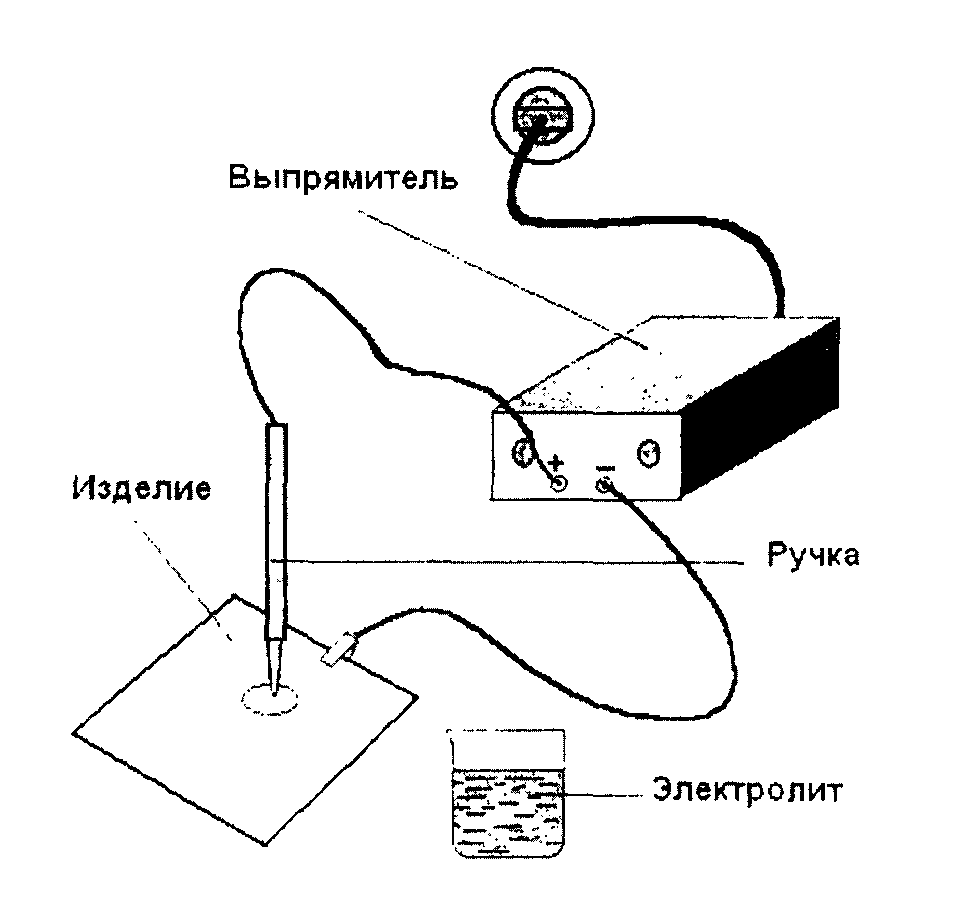
Рис. 2.8. Схема устройства для нанесения гальванических покрытий натиранием |
Вместо пера в ручке используется губчатый материал, который при помощи провода соединяется с положительным полюсом источника тока. Смачивая перо ручки электролитом, натирают обезжиренную поверхность изделия, которая соединена с отрицательным полюсом источника тока. При этом анод из губчатого материала, пропитанного электролитом, быстро движется по поверхности покрываемого металла и осаждает металл непосредственно на изделие.
Ручки для электронатирания состоят из кабеля, пластмассовой рукоятки (держатель) и анода, обвернутого в губчатой чехол (рис. 2.9).
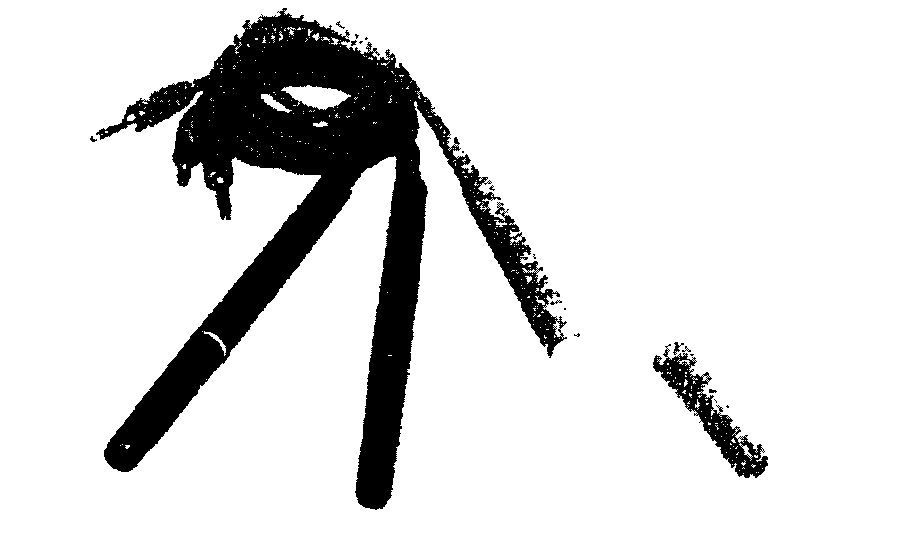 |
Рис. 2.9. 15 |
С помощью метода натирания легко проводить покрытие определенных мест поверхности изделий, а также покрытие изделий с закрепленными драгоценными камнями, когда есть опасность растрескивания камней при погружении их в горячий электролит.
Для нанесения покрытия методом натирания используют специальные электролиты с минимальным содержанием цианидов. Концентрация металла в этих электролитах гораздо выше, чем в обычных. Скорость осаждения в 5-Ю раз выше, чем при использовании обычных электролитов.