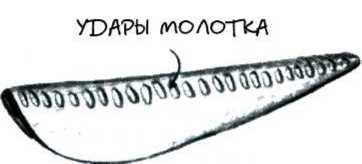
Проковка производится от центра к краям и осуществляется слегка закругленным бойком, не выходя за край складки, чтобы не повредить его. Удары молотка должны захватывать не более половины расстояния от сгиба до ее открытого края. Удары наносятся под прямым углом к сгибу складки. По мере искривления проковываемой складки позиция молотка корректируется так, чтобы угол к сгибу составлял 90°. Я обычно проковываю складку в три приема с отжигом между ними. В процессе проковки складка будет закручиваться.
После того, как проковка завершена, отожгите складку и аккуратно, не перегибая, разверните ее. Для начала воспользуйтесь лезвием ножа, но продолжайте раскрывать одними руками. Отжигайте по необходимости для равномерного открывания. Заметьте, что одновременно можно обрабатывать более двух слоев.

Складка Рюгера - результат «растягивания» складки и проковки края.
Эксперименты покажут вам, насколько различные результаты можно получить, применяя различные методы проковки.
Т-образные складки представляют огромное количество возможностей для исследования формы. Первое преимущество Т-образных складок состоит в том, что оба сгиба формируются одновременно. Основной тип Т-образных складок изготавливают, поместив свернутую вдвое полосу металла в тиски так, чтобы над тисками, когда они будут зажаты, возвышалась «петля». Металл между губками тисков становится «ножками». Оба края петли приколачиваются киянкой книзу (закрепление краев), оставляя середину приподнятой в виде «подушки». Это также определяет размер и расположение «столика» до того, как его приплющат киянкой к тискам.