Ложка.
Ингус.
Вальцы и две крепкие струбцины.
Циайзен (или фильеры, или волочильная доска).
Крацовочная щетка.
Мотор.
Полировочные пасты, мел или зубной порошок.
Полировочные щетки (щетинные и матерчатые).
Газовый баллон с трубкой, горелкой и насадками к ней (или, если вы решили работать с бензином, мехи, горелка, бензиноупорные трубки, бачок для бензина и бензин).
Пинцет.
Ювелирные весы.
Магнит.
Монтажный набор включает флацанги (маленькие плоскогуб-чики, которые не имеют засечек на рабочих поверхностях), круглогубцы (внешне похожи на флацанги, но имеют вместо призматических губок конические), шило и маленькие кусачки, которые можно заменить маленькими (но не маникюрными) крепкими ножницами с режущей поверхностью не более 2 см (рис. 1-6).
На рис. 1—6 изображен шабер
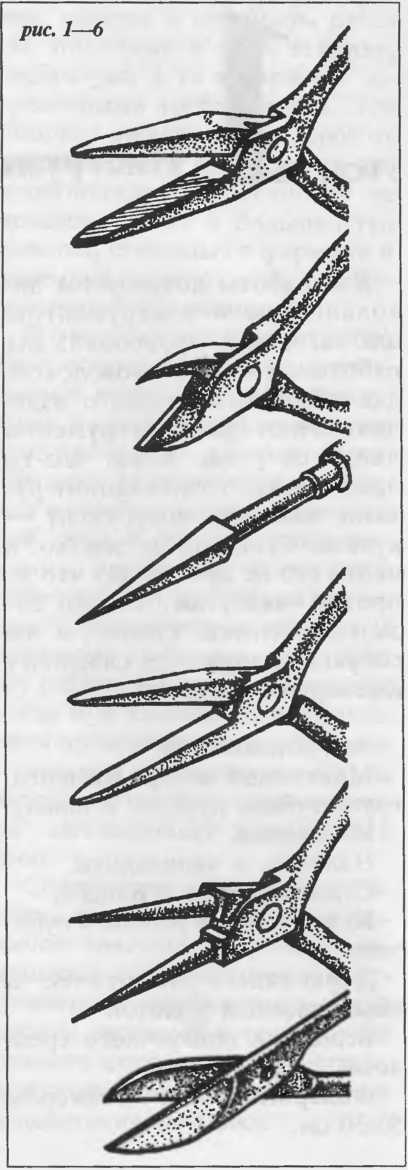
— специальный инструмент, рабочая поверхность которого представляет собой вытянутую трехгранную призму. Он служит для соскабливания с металлической поверхности заусенцев и неровностей. В филигранных работах он не так уж часто нужен, но тем не менее возникает необходимость в его использовании (когда нужно удалить наплывы припоя с поверхности контура изделия). Изготовить его проще всего из трехгранного надфиля, удалив на точильном станке зубчатую рабочую поверхность и сделав очень острыми ребра граней. По ходу эксплуатации ребра, чтобы они оставались рабочими, правят на оселке.
Филигранные корнцанги купить, скорее всего, вам не удастся, и поэтому их придется изготовить самостоятельно. Корнцанги — это специальный пинцет, способный захватывать очень мелкие детали и выгибать проволоку по заданной форме. Рабочая часть корнцангов — г бки, игловидные стержни, служащие для захвата и гибки, и щечки — плоский широкий участок, в котором осуществляется правка изготовленного элемента.
Основа корнцангов — две одинаковые полосы из крепкой закаленной стали, а лучше титановые (титан менее всего подвержен воздействию кислот и к тому же не имеет той хрупкости, которой обладают инструментальные стали).
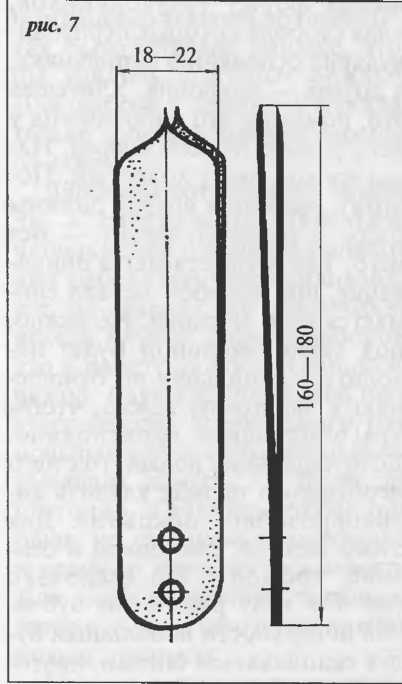
Толщина каждой 1—1,2 мм, ширина 16—20 мм и длина 10— 12 см (не запутайтесь в размерах) (рис.7).
Размеры корнцангов, как инструмента ручного, зависят от размера ладони для удобства работы. На рис. 49 (стр. 56) показано положение корнцангов в руке. Рассчитайте их габаритные размеры, чтобы они точно подходили к вашей ладони.
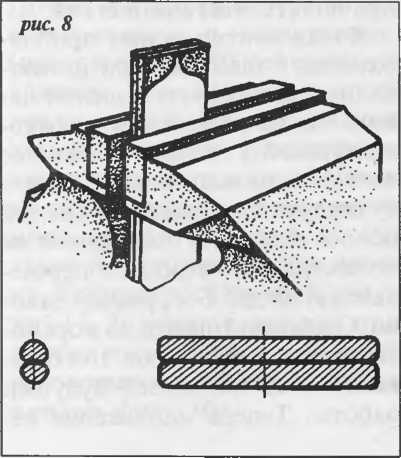
Сделайте разметку (лучше построить и вырезать бумажный шаблон, а затем приклеить его к полосе, если глазомер у вас не слишком хорош), закрепите две совмещенные полосы в больших тисках вертикально так, чтобы сверху губок оставалось 2,5 см, и начинайте опиливание плоским напильником с грубой насечкой (рис. 8).
Зубчики насечки напильника.
имеют форму треугольников, одна сторона которых перпендикулярна основанию напильника, а другая — наклонна. Учитывая это, помните, что рабочий ход у него только от себя вперед. Назад же ход будет холостым. Поэтому движения вперед должны быть с усилием, назад — без него. Так осуществляется опиливание, при котором металл снимается слой за слоем. Не важно, под каким наклоном будет находиться напильник по отношению к заготовке, важно, чтобы это опиливание происходило. Если напильник новый, то с него необходимо прежде удалить антикоррозийное покрытие. Для этого щеткой, смоченной в бензине, промойте его несколько раз. По ходу работы на зубчатой поверхности напильника будут скапливаться опилки, поэтому его следует время от времени прочищать жесткой щеткой.
Когда контур станет приближенным к шаблону или разметке, нужно поменять плоский напильник на сегментный (двояковыпуклый), чтобы успешнее выбирать металл дальше. Доводку следует произвести на каждой полосе отдельно, поглядывая на иллюстрацию, чтобы не переделывать, не дай Бог, работу заново. Особенно тщательно поработайте над губками, от этого зависит качество вашей будущей работы. Теперь опиливание необходимо вести надфилями. Лучше, если это будет двояковыпуклый надфиль, имеющий в сечении форму выпуклой с двух сторон линзы. Он предназначен для работы над вогнутыми поверхностями. Готовой полоса будет тогда, когда на ней не будет заусенцев и углов. Совмещенные губки должны образовать окружность диаметром 0,4—0,5 мм, при этом углы срезов по форме губок и щечек должны быть надфилем слегка скруглены (рис. 9).
Чтобы скрепить две уже обработанные части корнцангов, нужно, предварительно разметив
I разметку делают точной линейкой и чертилкой, если ее нет, можно воспользоваться шилом), высверлить по два отверстия диаметром 3 мм на каждой полосе. Диаметр будет, скорее, зависеть от диаметра купленных вами алюминиевых клепок.
Проверьте качество своей работы: зазор между губками корнцангов в нерабочем состоянии должен быть в 2—2,5 мм; губки должны без усилия зажимать мелкие вещи и цепко их держать, а щечки не должны иметь заусенцев.
После того как вы поупражнялись и приобрели хорошие навыки в работе с напильником, приведите в рабочее состояние круглогубцы. У круглогубцев, которые вы приобрели, губки представляют соОой два усеченных конуса. Для филигранных работ необходимо, чтобы рабочие губки имели коническую форму. Для этого, закрепляя поочередно каждую губку в тисках (нужно зафиксировать так, чтобы удобно было обрабатывать с любой стороны), произведите равномерное опиливание сначала напильником с грубой насечкой, потом — со средней. Доводку выполните надфилем или наждачной бумагой. Следите за тем, чтобы по ходу работы обрабатываемые поверхности не слишком нагревались.
Выполнив опиливание и доводку, надфили и напильники необходимо тщательно промыть, как было описано раньше, чтобы удалить стальные опилки. При работе с серебром нежелательно соприкосновение серебра со сталью.
Далее вам потребуются надфили — специальные маленькие напильнички для мелких слесарных работ (заточки, опиливания и т. д.) (рис. 9). Не обязательно искать разные номера наборов, это в работе над филигранью не важно. Двух-трех надфилей простого сечения: треугольного, разновыпуклого и прямоугольного, имеющих номер 2, 3, будет достаточно. Главное, чтобы они были не слишком сношенными и время от времени их заменять. Для удобства работы надфилем купите ручку с цанговым или боковым зажимом.
Нужны также напильники с грубой и средней насечкой прямоугольного и сегментного (разновыпуклого) сечения, но, главное, при покупке напильника помните, что все ювелирные напильники, в отличие от слесарных, остроносые. Насечка напильников обозначается номерами (1, 2, 3, 4, 5, 6). Чем выше номер, тем мельче насечка. Напильник с грубой насечкой (1,2) нужен будет для приготовления припоя, который применяется в филиграни в виде опилок (рис. 10).
Запаситесь некрупной стальной сеткой (не покупайте рулон!). Она понадобится при пайке, чтобы добиться более равномерного прогревания спаиваемых деталей ювелирного изделия. Кроме того, небольшие кусочки ее можно использовать как биндру (стальную проволоку, применяемую для закрепления элементов узора при пайке), а также как связочный материал. Медной, латунной и пр. проволокой пользоваться не следует.
Пинцет нужен для захвата горячего изделия или его деталей.
Лучше для работы иметь пинцет титановый, выполненный из листа по принципу корнцангов, но имеющий узкие ровные губки. Титан, как уже говорилось, в отличие от других металлов не растворяется в кислоте, поэтому он более универсален и может использоваться при работе с кислотным раствором при отбеливании готового изделия. Медицинский пинцет из нержавеющей стали более точен в изготовлении, и им удобно пользоваться (рис. 11).
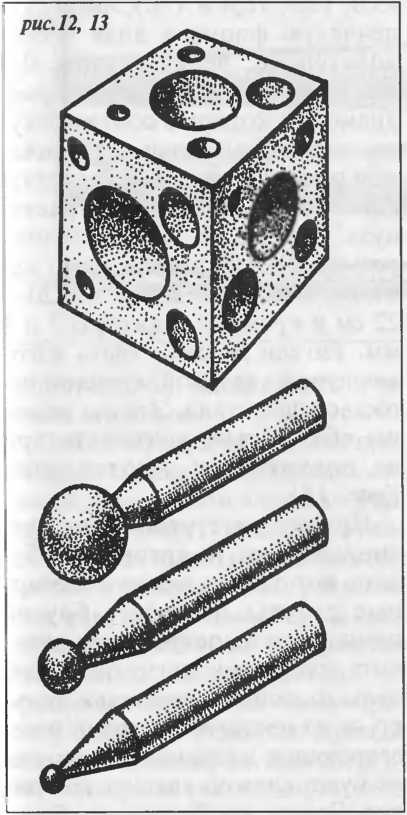
Для придания элементам узора верхней наборки полусферической формы вам потребуется кусок толстой (от 1,5 см и больше) резины и два-три пуанзела от 7 до 15 мм. Это избавит вас от необходимости покупать дорогостоящий комплект, состоящий из анки — металлического куба с полусферическими выемками и целого набора пуанзелов (рис. 12, 13).
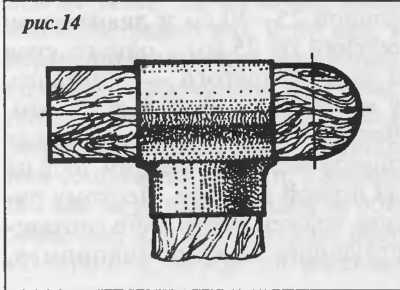
Изготовьте из древесины твердых пород специальный молоточек, одна из поверхностей которого имеет полусферическую
ревянный (текстолитовый) молоточек нужен для работы постоянно: будь то выгибка проволоки на ригеле и других ювелирных приспособлениях или выравнивание поверхности плоского филигранного набора. Он не нарушает фактуры серебра, металла мягкого, но достаточно крепок, чтобы менять форму или объем серебряной заготовки (рис. 14).
Березовая дощечка поперечного сечения послужит при изготовлении корнеров (известно, что • березовые угли жарче горят). Размеры ее произвольны, но чем толще она будет, тем дольше прослужит. Подготовить ее следует таким образом: обожгите ее горелкой с одной стороны до образования угольного слоя в 3 мм. Не делайте этого в квартире, а то, не дай Бог, угорите? так и не начав заниматься таким интересным делом.
Несколько слов об инструменте специальном, которого не купишь в обыкновенном магазине.
форму. Иногда вместо дерева использую текстолит — пластик из ткани, пропитанной смолой. Этот материал необычайно прочен, не боится температуры и сможет долго прослужить в отличие от деревянного. Размеры молоточка произвольны, обычно они немного меньше слесарного. Обыкновенный вам тоже пригодится — для ковки, но де
Посетите недавно открытый павильон на ВВЦ. Там помогут вам приобрести необходимое. Художественный салон на Никольской предлагает широкий ассортимент (правда, очень уж дорогой) ювелирных инструментов. На Птичьем рынке есть целый ювелирный ряд (недалеко от торговцев рыбками), где торгуют не только ювелирным инструментом, но и “сопутствующими” товарами. Побывайте на развале у хозяйственного магазина, расположенного рядом с м. “Электрозаводская” (все адреса московские). Но не спешите покупать все подряд, опросите сначала друзей, знакомых, родственников, может быть, найдется отставной ювелир, готовый отдать или недорого продать необходимый инструмент.
Уверяю вас, такое случается!.
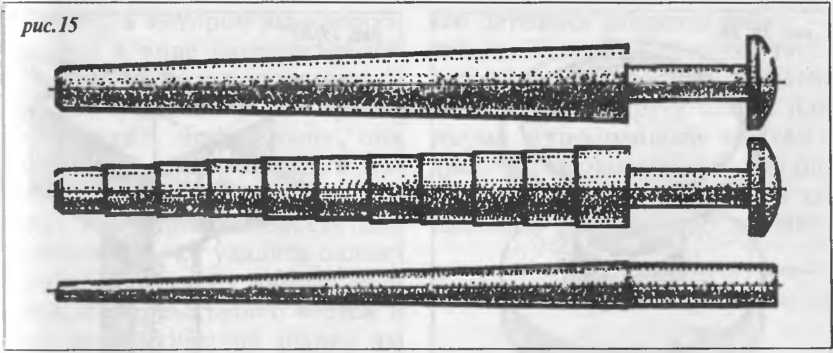
Итак, вам следует приобрести ригели: два — для гибки и правки колец, перстней, третий — для выгибки элементов узора верхней наборки. Ригель представляет собой вытянутый усеченный конус (рабочая поверхность) длиной 25—30 см и диаметрами сечений от 25 мм с одного края и до 20 с другого — у первого, у второго — от 19,5 до 15 мм. Всякий знает, что размер кольца определяется диаметром пальца на первой фаланге. Поэтому ригель должен иметь либо соответствующие насечки (например, 15,0; 15,5; 16,0 и т.д.), либо ступенчатую форму в виде последовательно, через каждые 0,5 мм, уменьшающихся цилиндров, диаметры которых соответствуют диаметрам колец. Ступенчатый ригель имеет свои недостатки: на нем невозможно “растянуть” кольцо, то есть увеличить размер. Третий ригель имеет немного меньшую длину — 20— 22 см и крайние диаметры 3 и 8 мм. Ригели должны быть изготовлены из твердой, крепкой нержавеющей стали. Это вы должны обязательно учитывать при их покупке или изготовлении (рис. 15).
Присмотрите маленькие ювелирные тиски, на которых вы будете выполнять мелкие слесарные работы, зажимать брусок припоя, когда потребуется наточить его. Тиски могут быть сделаны из любого материала, только не из цветных металлов и несгорающих материалов, так как их будет сложно удалить из опилок. Важно, чтобы тисочки были крепкими, чтобы удержать брусок припоя. Учтите на будущее: напильник, применяемый для этих целей, нужно держать отдельно от других и не использовать его для опиливания заготовок, чтобы потом не завысить пробу припоя (рис. 16).
Магнит требуется для очистки лома, серебряных опилок, припоя от возможных вкраплений стали. Он может быть и не очень мощным.
Пайка осуществляется, как правило, на специальном приспособлении, называемом «леткал». Размеры его могут немного отличаться по высоте и диаметру рабочей поверхности, главное, при покупке учитывайте, какого размера изделия вы собираетесь изготовлять. Детали леткала нетрудно изготовить на самом простом токарном станке по данным на чертеже размерам. Важно, чтобы его рабочая поверхность (круглая площадка диаметром 10—12 см) легко вращалась. Вра
щение, как правило, обеспечивает стальной шарик, уложенный между сборными деталями. Вращающаяся поверхность поможет вам разглядеть спаиваемое изделие со всех сторон, равномерно его прогреть и тем самым даст возможность более тщательно отследить процесс пайки и ее завершение (рис. 17, 18).
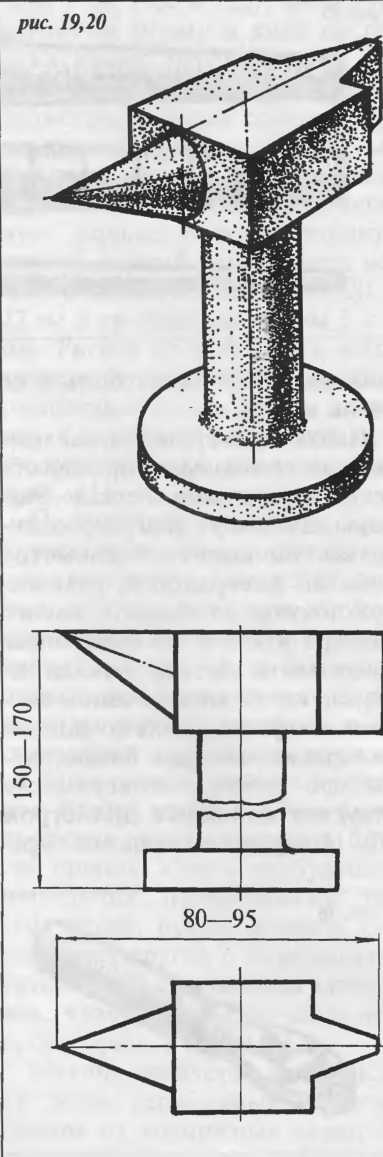
Далее шперак — универсальное приспособление для самых разнообразных работ: гибки и правки проволоки, выплащива-ния нижнего набора, а также для придания ему цилиндрической или конической формы. Шперак всегда стоит на рабочем месте ювелира, равно как и леткал, и деревянный молоток, и корнцанги и др., потому что все последовательные операции по изготовлению ювелирного украшения сопряжены с ними. Размеры его так же произвольны и не обязательны, как и у леткала. Важно лишь то, чтобы он имел все
поверхности, изображенные на рисунке: конус, параллелепипед, призму (рис. 19, 20).
Для плавки металла вам нужна будет обыкновенная столовая ложка из стали (если такой нет, можно использовать и мельхиоровую, но не алюминиевую). Можно купить специальный керамический тигелек, но гораздо удобнее использовать ложку, покрытую несколькими слоями асбестовой бумаги.
Нужна также изложница — ингус. Он представляет собой металлическую форму (лучше чу-.
гунную), в которой выфрезеро-зан паз в виде параллелепипеда, одна грань которого расположена чуть наклонно. Нерабочая стенка у ингуса выше, она служит экраном, который направляет расплавленный металл в паз. Наклонная плоскость паза позволяет легко удалить охлажденный слиток из ингуса. Рассмотрите внимательно чертеж и рисунок ингуса; на рынке вы можете увидеть и другие его формы и размеры (с вертикальной заливкой, например, или разъемные), но для вашей работы эта — лучшая (рис. 21).
После отливки сплав выглядит как брусок. Из него и придется делать тончайшую проволоку. Первая операция, ведущая к достижению этой цели — вальцевание, при котором брусок, уменьшаясь в сечении и удлиняясь, превращается в пруток. Осуществляют вальцевание при помощи вальцов. Это довольно сложный инструмент, основными
его деталями являются валки — два цилиндра из твердой закаленной стали, которые притягиваются друг к другу одним или двумя прижимными винтами (рис. 22). Поворачиваясь по параллельным осям (рис. 23) и захватывая брусок, валки с усили-
ем обжимают его (или тонкую проволоку, когда ее надо расплющить) и утоньшают. Для прокатки бруска в валках должны иметься так называемые ручьи (рис.24), треугольные или трапецеидальные проточки, расположенные по периметру диаметра валков. Форма этих проточек не столь уж важна, главное, что они должны быть откалиброваны, то есть точно совпадать по калибру (размеру и форме) и месту. Важно, чтобы у ваших валков проточки располагались, во-первых, не по всей длине валков, во-вто-рых, чтобы их было не меньше пяти и, в-третьих, чтобы они последовательно уменьшались до калибра (просвета) в виде квадрата или шестиугольника со стороной не более 1 мм. Валки такой конфигурации избавят вас от необходимости приобретать и гладкие валки, которые в работе также нужны, и периодически их заменять.
Следующая операция по изготовлению проволоки — волочение. Волочение осуществляется в циайзене (его еще называют фильерами или волочильной доской; запомните эти названия, они пригодятся вам при покупке). Он представляет собой небольшой прямоугольной формы стальной лист с двадцатью и более последовательно уменьшающимися (через каждые 0,05 мм!) отверстиями-фильерами, начиная от 2 мм и кончая 0,2 мм. Такая последовательность обеспечит протяжку заготовок. Иногда фильеры продаются отдельно. Обычно они изготовлены из победита, сверхтвердой стали. Их можно вставить в стальную доску самостоятельно, если имеются навыки в токарной работе. По ходу волочения проволоки через циайзен в смазочную входную воронку фильеров подают натуральный воск. Лучше всего оставлять оболочку от сыра (желтую или красную). Разрез матрицы-фильера и схема процесса волочения показаны на рис. 25, 26.
Как правило, волочильную доску закрепляют в обычных слесарных тисках (рис. 27), которые должны иметь мощные губки для зажима, а для закрепления вальцов вам необходимо купить пару крепких струбцин (рис. 28). Нужно отме-
тить, что процесс волочения в начальной стадии довольно трудоемкий, поэтому сами тиски также должны быть надежно прикреплены к верстаку или столу.
Вальцы и, особенно, циайзен — приспособления, которые трудно изготовить даже очень хорошему токарю, поэтому их придется купить. Стоят они довольно дорого, но, к счастью, не так уж часто нужны, и мой вам совет: кооперируйтесь. Найдите одного или лучше двух друзей-единомышленни-ков, убедите их в целесообразности кооперации. Во-первых, вы сэкономите деньги, во-вторых, заготавливать проволоку лучше вдвоем или втроем, потому что на первых порах вам одному не управиться. Домашние вам не помощники, ведь они не знают предмета вашего увлечения, но взаимопомощь и вза-имоподсказки (как говорят: одна голова — хорошо, а две — лучше) будут хорошим подспорьем в работе.
При покупке вальцов обязательно разглядите ручьи (проточки) у валков, их калибровку (последовательное расположение проточек и их совпадение); пом-
ните, что вам надо, и не берите что попало. То же и с циайзе-ном: вам нужен интервал между диаметрами отверстий в 0,05 мм, другой вам не годится. Бывает, предлагают циайзен с отверстиями, начиная с 3 мм. Фильеры от 3 до 2 мм вам совершенно ни к чему (вы попросту не сможете вручную протянуть проволоку такого сечения, каким бы вы Геркулесом ни были), ну а то, что они стоят гораздо дороже, и говорить не приходится.
Для отделочных работ вам потребуется специальный мотор со стержнем-шпинделем или цан-гом, в котором крепятся различные полировочные насадки (щетинные щеточки и др.). Можно использовать для полировки малооборотистую дрель, а также бормашину. Если у вас есть техническая смекалка, вы без особого труда соберете домашний полировочный станок (закрепите мотор на станине, приспосо
бите выключатель, цанг или шпиндель) (рис. 29).
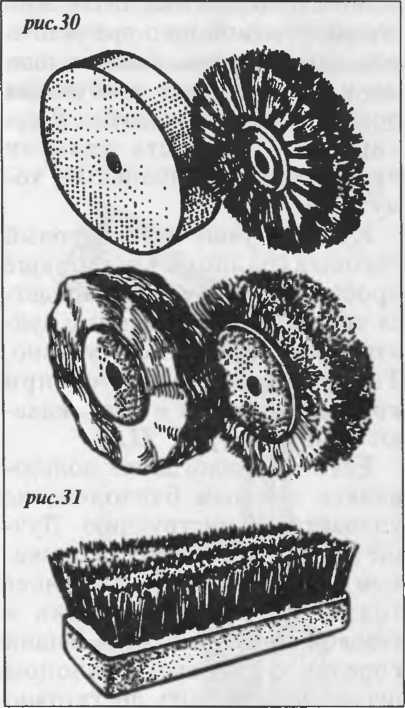
Для полирования филигранных изделий применяют щетинные или волосяные дисковые щетки. Для придания им нужной жесткости волоски можно укоротить. Для окончательной полировки используют матерчатые круги (чаще всего из бязи, фланели и т. д.). Такой диск можно сделать вручную: несколько слоев ткани закрепляют с двух сторон дисковыми щечками и оформляют круг ножницами. Нитяные круги применяются для наведения глянца на поверхности изделия (рис. 30).
На поверхность любого круга наносят полировочные пасты. Лучшая — паста ГОИ — оксид хрома, тонкий абразивный порошок насыщенно зеленого цвета, в котором в качестве связки присутствуют технические жиры, стеарин (поэтому на ощупь она слегка масляниста), а также двууглекислая сода, олеиновая кислота. Для активизации процесса полирования в пасту добавляются скипидар или керосин. Годят-ся и другие пасты, но лучше выбирать мелкозернистую. Для первичной обработки используют более грубую, а для доводки — мелкозернистую. Пасту выпускают в виде цилиндрических стержней. Наносят ее на полировочный круг легким касанием при вращении дисковой щетки. Мел.
или простой, без добавок, зуб-шй порошок не заменяют поли-: овочных паст, но придают изделию добавочный блеск, поэтому позаботьтесь, чтобы то или другое у вас было.
После отбеливания ювелирное изделие становится матово-белым, и, чтобы полировка после чернения шла лучше, его крацу-ют специальной медной или латунной щеточкой. Крацовочная щетка снимает матовый налет с серебряного изделия, которое после этой операции блестит, как полированное. Щетка может быть и дисковой и насаживаться на шпиндель мотора или зажиматься в цанге, как полировочные круги (рис. 31).
Для взвешивания металла вам потребуются ювелирные весы. В принципе не важно, какой конструкции весы вы приобретете, лишь бы они были достаточно точными (рис. 32).
Ну, и, пожалуй, последнее: огонь. Проще всего — приобрести газовый баллон и горелку с насадками. Это выйдет дешевле, чем бензиновая горелка, к которой потребуются мехи, бензиноупорные трубки, бачок для бензина и специальная горелка с жиклером — рассекателем огня, а также бензин. При пайке филигранных изделий практически никогда не пользуются узким пламенем, разве что при изготовлении корнеров. Поэтому.
можно пользоваться бессменно одной насадкой и во время плавок, когда нужно мощное пламя, и во время паек, требующих ровного широкого огня. Регулировать жесткость пламени нужно лишь специальным хомутиком.
Купить лучше пятилитровый газовый баллон. Он дольше прослужит, и вам реже придется обращаться в обменные пункты, работающие нерегулярно. Такие пункты имеются при крупных вокзалах и обслуживают дачников (рис. 33).
Если вы никогда не пользовались газовым баллоном, не уповайте на инструкцию. Лучше обратитесь к тому, кто знаком с его устройством, знает тонкости установки трубки и газовой горелки. Соединяющий горелку с газовым баллоном шланг должен быть достаточно прочным для высокого давления газа и иметь надежные крепления на штуцерах. Газовый аппарат обеспечивает температуру нагрева в пределах 1100° С.
Когда баллон готов к работе (газ свободно поджигается, ровно горит, не “плюется”), вам нужно из полоски в 1 см любого нетвердого металла изготовить хомутик, который будет регулировать жесткость пламени. Следите, чтобы он был хорошо подогнан: не двигался бы по поверхности самостоятельно, но в
то же время не требовал бы особых усилий при его перемещении, чтобы добавить или убавить воздух, который подается через отверстия трубки (рис. 34).
Вам нужно некоторое время.
поупражняться в поджигании, выключении горелки, а также в регулировании пламени хомутиком, чтобы приобрести устойчивые навыки и уверенно чувствовать себя в дальнейшей работе.
Возможно, вы предпочтете бензиновый аппарат (рис. 35). У него есть определенные преимущества. В отличие от газовой горелки, он дает большую температуру (1300° С). При помощи мехов воздух подается в бачок, наполненный небольшим количеством бензина, и, возгоняя его пары, подает газовую смесь в горелку. Регулирование пламени в горелке происходит не только количеством подаваемого мехами воздуха, но и с помощью переключателя (смеси
теля), который направляет пары бензина по одной из трубок горелки. Равномерность пламени обеспечивает жиклер — специальное приспособление в виде
диска с отверстиями, вставленное в трубку горелки (рис. 36).
При сборке бензинового аппарата важно (будьте внимательны!) правильно присоединить шланги к входному и выходному каналам бензинового бачка, так как при неправильном направлении подачи воздуха произойдет выплеск горящей смеси из горелки. Шланг от мехов должен присоединяться к каналу, имеющему длинную трубку внутри бачка. Бензин для работы должен быть отменного качества с высоким октановым числом (лучше использовать так называемый авиационный бензин). Пары его при горении не должны образовывать копоти, кото-
рая препятствует пайке (37, 38).
При работе с любыми паяльными аппаратами необходимо соблюдать элементарные правила техники безопасности: рядом не должно быть легковоспламеняющихся предметов, работу следует вести при простейшей вытяжке во избежание скопления газа или паров бензина в помещении.
Для предотвращения перегрева ювелирных приспособлений вам потребуется огнеупорный материал: асбестовый картон или асбестовая бумага. Кроме того, вам будет нужно изготовить асбестовый леткал — деревянную доску размерами 50x15x4 см (размеры произвольные), обитую с одной, широкой стороны асбестовым картоном, который можно закрепить по периметру алюминиевым уголком (рис. 39). Поверхность асбеста со временем “срабатывается”, становится бугристой и пористой от наслоений применяемых флюсов, остатков припоя, копоти. В этом случае асбестовый слой сменяют. В выточенный паз вращающегося леткала также укладывают несколько слоев вырезанного по размеру рабочей поверхности асбестового листа или картона.
Теперь о металлах и химических веществах, с которыми вам придется работать.
Прежде всего это серебро, в чистом виде белого цвета пластичный, тягучий металл, легко ггжется даже ножом, великолеп-ю полируется, имеет высокую отражательную способность. Температура плавления чистого :гребра — 960,5° С. Среди прочих выдающихся способностей.
— высочайшая электро- и теплопроводность. В обрамлении серебра, относящегося к разряду драгоценных металлов, прекрасно смотрятся драгоценные и полудрагоценные камни. Серебро устойчиво к воздействию влаги, кислот. Даже “Царская водка”, состоящая, как известно, из двух концентрированных кислот и растворяющая золото, на серебре образует защитную пленку. Но от воздуха, а главным образом от сероводорода, входящего в его состав, серебро темнеет. Серебро легко взаимодействует с серой, поэтому чернение серебра производят чаще всего серной “печенью”. Основными источниками серебра являются руды, в которых, как правило, помимо серебра содержатся и другие металлы. Извлекают серебро из руды промышленными способами и очищают его по принципу аффинажа (очистки) — растворения серебра на аноде и кристаллизации на катоде. Если вас заинтересуют химико-физические процессы, лучше обратиться к специальной литературе.
В любом доме всегда найдут
ся старые серебряные полтинники, различный лом (старые, сломанные серебряные украшения, ложки, подстаканники и т. д.). Можно смело взять из столового серебряного сервиза пару-тройку серебряных стопочек или, например, молочник с чуть помятым бочком. Не используйте только немецкое серебро (обычно оно 700-й пробы), потому что в нем есть, кроме меди, другие добавки, которые делают его более твердым. Вам же нужно для работы мягкое и податливое серебро.
На серебряном изделии всегда стоит проба (не берите серебро без пробы!). Старинная проба обозначалась в виде двузначного числа (например, 84). Это значило, что в 96 золотниках (максимальная проба) сплава содержится обозначенное цифрами количество серебра (84 золотника). Современные новые пробы представлены трехзначным числом: 875, 916, 925. Эти числа обозначают количество миллиграммов чистого серебра в одном грамме сплава. Так, проба 875 означает, что в одном грамме сплава содержится 875 миллиграммов чистого серебра. Существует и каратная система проб из расчета максимальной пробы 24, но она предназначена только для золотых сплавов. Иногда проба обозначена символом. Чтобы подробно ознакомиться с различными пробами, нужно обратиться к соответствующей литературе. Со временем, работая с серебром, вы научитесь наверное определять, серебро перед вами или нет. Сейчас же доверяйте только клейму.
Проверить сплав серебра можно и при помощи химических реактивов. Для пробирования серебра используют в основном хромпик, состоящий из двухромового калия, растворенного в дистиллированной воде с добавлением серной кислоты (на 100 г воды берется 6,7 г концентрированной кислоты и 9,4 г соли калия). Под воздействием хромпика серебро высокой пробы реагирует красно-кровавым цветом. Бурый, буро-красный цвет говорит о более низкой (600—700-й) пробе сплава.
Для филигранных работ используется серебряный сплав, один грамм которого должен содержать 960 миллиграммов чистого серебра (остальное медь). Надо отметить, что серебро легируется только медью. С серебром в чистом виде очень приятно работать, оно очень пластично, податливо, не “горит” при пайке, но изделия, выполненные из него, легко подвергаются деформации. Добавка же небольшого количества меди придает серебру жесткости, но понижает температуру плавления сплава. Чем больше добавляется меди, тем тверже становится сплав и ниже температура плавления (правда, до определенного процентного состава, затем кривая изменений заметно меняет направление). 960-я проба обеспечивает в сплаве оптимальную твердость и высокую температуру плавления. Встретить ее сейчас трудно (в 50-х годах, когда советское филигранное искусство переживало своеобразный расцвет, в продаже было много изделий этой пробы), поэтому такой сплав придется изготовить. Для этого необходимо приобрести чистое, или, как его еще называют, техническое, серебро. Можно обратиться к знакомым химикам, которые вам помогут очистить имеющееся у вас серебро. На рынке радиолюбителей в московском микрорайоне Митино вы можете найти у продавцов тумблеры (переключатели) старинного образца. Одна из его деталей (полый цилиндр) содер-кит 1,5 г чистого серебра. Цилиндр с медным стержнем вас не } строит. Удалить его довольно сложно. Если игнорировать медное включение, то при плавке получится низкопробный сплав. Требуемое количество серебра вы определите для себя сами, исходя из расчета, что на одну часть пробного серебра необходимо две части чистого.
Для изготовления припоя потребуется чистая медь. Медь — металл красно-розового цвета, очень пластичный, мягкий и теплопроводный. По физическим качествам она сходна с серебром: также легко паяется и полируется. Температура плав-тения меди — 1083° С. Медь широко применяется в сплавах (латунь, бронза, мельхиор, нейзильбер, альпака), в том числе и драгоценных.
При отливке расплава предварительно нагревают и смазывают ингус. Смазку осуществляют при помощи высококачественного воска. Лучше всего подходит пчелиный.
Для очистки серебряного сплава при плавке используют селитры — натриевую и калиевую. Селитра, нагреваясь, выделяет кислород, который взаимодействует с элементами шихты и переводит их в оксиды.
Контур и набор филигранного узора прикрепляются к бумаге при помощи клея БФ-2 или.
БФ-6. Можно использовать для этих целей бесцветный столярный, вишневый (камедь) или нитролак.
Пайка серебряного изделия осуществляется при помощи припоя и флюса, вещества, которое очищает поверхности спаиваемых деталей. В качестве флюса в филиграни применяют буру и борную кислоту. Бура — натриевая соль тетраборной кислоты, продается в виде порошка в фотомагазинах. Иногда буру, предварительно прокаленную, смешивают с опилками припоя в соотношении 1:1. Однако при пайке случается, что нагревающаяся бура вспучивается и может повредить пайке. Лучше использовать водный раствор буры и борной кислоты в следующей пропорции: на 100 г воды (лучше дистиллированной) добавляют по 20 г буры и борной кислоты (в порошке).
Спаянное изделие всегда отбеливают. Отбеливание обеспечивает 20-процентный раствор серной или 5-процентный раствор соляной кислоты. Кислоту концентрированную нужно хранить со всеми предосторожностями, какие необходимы. Лучше сразу заготовить нужный раствор той или иной кислоты и, надписав, убрать повыше.
Для чернения изделий необходимы сера и поташ, которые являются составляющими серной.
«печени». Серу в виде желтого порошка скорее всего можно купить в магазинах, торгующих различными химикатами или химически чистыми веществами. Поташ, гидрокарбонат калия, продается в фотомагазинах.
Для полирования филигранных изделий, как уже говорилось, нужны пасты, зубной порошок или мел.
Итак, вот перечень материалов и химикатов, необходимых в работе:.
серебро пробное и чистое;.
чистая медь;.
селитра;.
бура;.
борная кислота;.
воск (сырный или пчелиный);.
клей БФ-6 или БФ-2;.
асбестовый картон или бумага;.
соляная, серная кислота;.
сера;.
поташ;.
полировочные пасты.
Что ж, если все подготовлено, пора приступать к работе.