(б) изобретения ещё не закончены.
КОМБИНИРОВАННАЯ ОТЛИВКА ИЗ ДВУХ МЕТАЛЛОВ.
Этот прием используют при отливке изделия из более чем одного металла Так соблазнительно думать, будто вы можете положить в тигель два разных металпа, одновременно расплавить их и получить биметаллическую отливку, однако этому не бывать. Вы получите отливку сплошь состоящую иэ нового сплава. Это может быть интересный металл, но вряд ли у вас получится что-то стоящее. Металлурги работали в буквальном смысле веками, чтобы создать сплавы, сочетающие идеальные рабочие качества с привлекательным внешним видом. Результат этих изысканий - сплавы, которые мы обычно используем: стерлинговое серебро, золото разных проб и так далее.
Изготовление комбинированной отливки из двух металлов - процесс, состоящий из двух этапов. Фактически это две отпивки, сделанные одна над другой. В приведенном здесь примере речь идет о двух металлах, но, конечно можно также использовать три или больше Заливка каждого металпа -отдельная операция.
ХОД РАБОТЫ.
1. Изготовьте восковую модел > для первой детали. В зависимости от формы изделия вы можете вырезать (вылепить) ее отдельно, либо сделать цельную модель изделия и затем разрезать ее на две части.
2.
Отлейте первую деталь любым из предпочитаемых вами способов. Обрежьте литники, оттравите и обработайте, остановившись после шлифовки среднезернистой наждачной бумагой.
3.
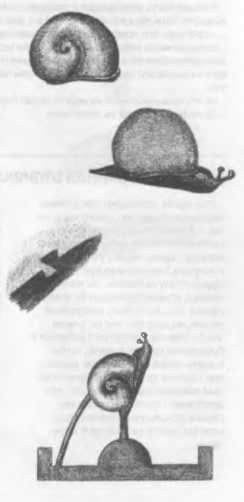
Сформируйте поверх первой детали оставшуюся часть модели из воска для резьбы или для пепки -смотря, что потребуется в соответствии с художественным замыслом. Хотя это и не является абсолютно необходимым, но результат будет намного лучше, если вы сможете предусмотреть механическое соединение между деталями, как показано на рисунке.
4.
Снабдите восковой участок литниками и укрепите модепь на куполе литниковой чаши (возможно, из-за веса первой детали модели потребуется дополнительная опора). Обратите внимание на то, что, поскольку эта подпорка не соединена с литником, она не будет поставлять металл в полость формы.
5.
Выжгите воск и сделайте отливку как обычно.
После отливки детали обычно выглядят соединенными, но это впечатление может оказаться обманчивым. Поскольку на первой детали при выжигании воска образовался оксидный слой, скорее всего, сплавление деталей по месту контакта не произошло. Представьте себе, что вы покрыли одну металлическую деталь воском и пытаетесь припаять ее к другой - и вы поймете, что шансы получить прочное соединение, невелики. Поэтому постарайтесь обеспечить механическое соединение между деталями.
По меньшей мере, такие замки удержат детали вместе во время очистки отливки от формовочной смеси. Оттравите и нейтрализуйте поверхность, затем офлюсуйте и как можно скорее пропаяйте линию контакта, пока последующее опиливание и зашкуривание не нарушило идеальную подгонку частей, достигнутую при литье.
Отливка трубок.
Трубки отливают для того, чтобы делать шарниры, наконечники, фурнитуру и оправы для камней. При этом могут возникнуть затруднения, так как если находящийся в трубке воздух не даст формовочной смеси затечь внутрь при отливке вместо трубки получится сплошной пруток Необходим стержень-сердечник.
Если трубка короткая, заполните ее формовочной смесью с помощью кисти или миниатюрного шпателя. Когда речь идет об одной или двух трубках, можно успеть сделать это во время обычного процесса формовки. Если нужно заполнить формовочной смесью много трубок, сначала затворите небольшое количество формовочной смеси и заполните трубки, а затем заформуйте модель как обычно.
Потрясающим материалом для стержней является графит, поскольку он выдерживает высокие температуры и не прилипает к расплавленному металлу. Удобный источник тонких графитовых