КРАТКИЙ ОБЗОР ПРОЦЕССА
1.
Изготовьте пустотелую восковую модель.
2.
Прикрепите литники питатели, прибыли, выпоры вставьте держа тели стержня (жеребейки) и т.д.
3.
Заформуйте модепь и заполните стержень.
4.
Выжгите воск.
5.
Расплавьте и залейте металл.
6.
Прочеканьте отливку, сварите детали, сделайте исправления.
7.
Очистите и, если хотите, патинируйте отливку.
В идеале эти действия плавно перетекают одно в другое и находятся в тесной взаимосвязи. Каждое изделие привносит свои технологические проблемы и имеет свои особенности, так что лучшее, что здесь можно сделать - дать обобщенную последовательность действии Здесь мы подразумеваем, что модель сделана из глины гипса или дерева Когда заканчивает свою работу скульптор, ему на смену приходит профессиональный литейщик. Конечно может быть так, что художник и литеищик -один и тот же человек.
Определение количества, длины и расположения каналов, по которым в литейную полость будет поступать расплавленный металл - сложное и, в конце концов, весьма субъективное дело. То, что последует ниже - некоторые общие принципы, за каждым из которых стоит практическим опыт.
Главная задача каждого элемента литниковой системы - обеспечение интенсивного незавихряющегося потока металла в литейную полость. Для выполнения этой задачи необходимо следующее:
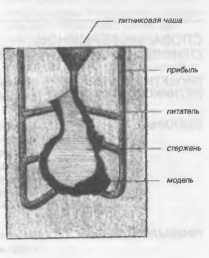
СЛОВАРИК ТЕРМИНОВ, ОТНОСЯЩИХСЯ К ЛИТНИКОВОЙ СИСТЕМЕ.
ПРОЕКТИРОВАНИЕ ЛИТНИКОВОЙ СИСТЕМЫ | Наука и искусство размещения литниковых ходов, стояков, прибылей и выпоров. |
ВЫПОРЫ | Восковые стержни (в дальнейшем каналы), через которые из формы вытекает расплавленный воск и выходит воздух при заливке расплавленного металла. В английском языке для выпоров есть также образное название - «свистки» (whistlers) -из-за звука, который они издают, когда расплавленный металл вытесняет из формы воздух. |
ПРИБЫЛИ | Полости (широкие каналы) в литеинои форме, которые служат резервуарами расплавленного метвлла, замедленное твердение которого обеспечивает подпитку формы при усадке отливки во время её охлаждения. Иногда их еще называют питателями. |
ЛИТНИКОВЫЕ ХОДЫ | Каналы, по которым в литейную форму поступает расплавленный металл. Большой главный литник называется стояком. |
ЛИТНИКОВАЯ ВОРОНКА | Воронкообразное расширение на входе в литнико вый канал ипи стояк. |
ИНГЕЙТ | Место, где литник соединяется с моделью. |
1.
Воскоеые стержни должны быть гладкими, с фиксированным диаметром, их размер должен последовательно изменяться (большие, средние и маленькие, в зависимости от того, какое количество металла будет поставлять каждый из них).
2.
Соединения между стержнями должны быть надежными, гладкими и снабженными небольшими галтелями.
3.
Ингейты должны слегка сужаться по направлению к модели.
4.
Чтобы литейная полость заполнялась в нужной последовательности, второстепенные литники всегда должны быть направлены вверх.
Эти простые утверждения - являются основой при составлении схемы расположения литников. Начертите такую систему питателей, которая обеспечит затвердевание