При формовании металла с использованием ручных техник вы учитесь чувствовать, когда металл нагартовывается и перестает тянуться. Молоток начинает издавать другой звук, и вы больше не видите того, что металл меняет форму. Вы учитесь тому, чтобы остановиться и отжечь металл прежде, чем он станет достаточно хрупким, чтобы потрескаться или порваться. В прессе этот момент наступает быстро, и его часто трудно предвидеть.
При некоторых процессах штамповки стабильных результатов можно добиться, только если насос снабжен манометром. Манометр не скажет вам, что металл уже нагартован, или какое усилие действительно прилагается. Манометр покажет вам, сколько фунтов сейчас приходится на квадратный дюйм плунжера гидроцилиндра. Способов же предугадать, какое именно усилие понадобится, не существует, поскольку каждый штамп имеет уникальный размер и форму, кроме этого на результат влияет используемый металл и его толщина.
Стабильность и повторяемость возможны, поскольку при конкретном показании прибора результат всегда будет одним и тем же. Вам придется поэкспериментировать, чтобы определить, что подходит для каждого штампа, записывая показания манометра, толщину металла и количество отжигов. Таким образом, вам не нужно будет экспериментировать в следующий раз, когда вы будете работать с этим штампом. Это нетрудно и применимо только к некоторым процессам штамповки.
Таблица в приложении (стр. 75) приводит среднее значение усилия, необходимого для различных типов штампов, и сравнивает показания для различных систем. Несмотря на то, что вам дается грубое представление о том, какое значение манометра можно ожидать, оно в действительности зависит от типа, размера и сложности штампа и типа и толщины обрабатываемого металла.
“Бутылочные домкраты”, как их иногда называют, продаются без манометров в промышленных или автомагазинах. Модифицировать бутылочный домкрат и снабдить его манометром самостоятельно возможно, но это предприятие технически сложное и потенциально опасное. Домкраты отличаются по внутреннему устройству.
Вам нужно просверлить отверстие и нарезать резьбу в правильном месте, иначе вы испортите домкрат и можете пораниться. Исходя из вышесказанного, я рекомендую в этом случае воспользоваться услугами специалистов одного из поставщиков, приведенных в приложении.

Альтернатива бутылочному домкрату - гидравлическая система, собранная из комплектующих, как показанный на стр. 16 регулируемый пресс. Она состоит из отдельного двухскоростного ручного насоса и цилиндра, соединенных гидравлическим шлангом, и манометра. Представленная система смонтирована из комплектующих производства компании Епеграс . Преимущества этой системы: ручным насосом легко работать, манометр крупный и легкосчитываемый, широкодоступный сервис. Недостатком этой системы является ее существенная стоимость.
В И, наконец, существует гидравлический пресс, снабженный электрическим насосом. Вместо ручного накачивания вы просто нажимаете кнопку. Скоростная и легкая в использовании, такая система рекомендуется для поточной работы и для любого, кому необходима работа, требующая меньше физических усилий. Несмотря на то, что скорость и сила - это хорошо, вы теряете уровень контроля, который обеспечивает ручной насос. Для достижения точных и стабильных результатов, а также чтобы сохранить четкий контроль, превосходящий даже тот, что дает работа с ручным насосом, я рекомендую добавить регулятор давления и использовать крупный манометр. Такая система была разработана компанией Power Team.
При работе на гидравлическом прессе помните следующее:.
• Никогда не выходите за рамки возможности домкрата. Для 20-тонного домкрата она немногим меньше 9000 psi. Если у вас нет манометра, остановитесь в тот момент, когда ручка насоса начинает гнуться. Внимание: удлиняя ручку насоса и/или меняя ее на стальную, вы снижаете усилие для накачивания, но, таким образом, вам будет легче перескочить рекомендуемое давление.
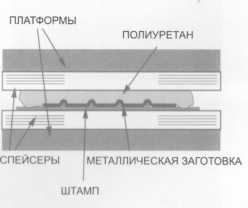
• Гидравлические прессы работают наиболее эффективно, когда поршень выдвинут не на максимальную величину. Другими словами, если длина поршня 15 см (6 дюймов), используйте один или более спейсеров, чтобы, когда.
вы почувствуете сопротивление или заметите давление на манометре, поршень будет выдвинут на величину не более чем в 10-12 см (4-5 дюймов).
• Когда пресс не используется какой-то промежуток времени, плунжер должен находиться в ".нижнем ” положении.
• Хотя обычно насос не требует заливки масла, вам иногда это будет нужно делать. Используйте только масло для гидравлических прессов. Его можно приобрести в промышленном или автомагазине. Для заливки масла насос должен быть отсоединен от пресса. Наклоните его набок и снимите клапан с отверстия для заливки при помощи тонких узкогубцев. Вы можете воспользоваться воронкой, но будет быстрее, если вы возьмете “желобок”. (Его можно сделать из воронки, разрезав ее вертикально.) Заполните до края отверстия и поставьте клапан на место. Для этой цели хорошо подходит 3-миллиметровый (1/8 дюйма) бородок, который можно купить в автомагазине.
• Если насос длительное время используется при максимально выдвинутом поршне, может возникнуть две проблемы: при среднем ходе насос не будет работать на полную силу, и в нижнем положении плунжера из-под гидрораспределителя будет подтекать масло.
О Всегда используйте один или несколько спейсеров при работе с
полиуретаном и матрицей или чеканочными штампами, так чтобы в процессе работы поршень не выдвигался полностью.
Для предотвращения или исправления подобных проблем вы можете проделать маленькую дырочку в резиновом клапане заливного отверстия. Положите насос набок, выньте резиновый клапан при помощи тонких узкогубцев и просверлите в нем небольшое (сверлом 0,9 мм / №60) отверстие. Поместите клапан на место при помощи бородка.
Полиуретан - жесткое резиноподобное вещество. При использовании вместе с одночастными штампами он становится второй половиной штампа. Q В отличие от резины, которая сжимается, уретан под давлением “течет”, равномерно распределяя дивлснис по большой площади. После использования полиуретан возвращается к своей первоначальной форме и может быть ноиторно исиолыован тысячи раз. На качество работы не влияет даже егоТпероховатая поверхность после продолжительного использования. Можно использовать обычную резину, но по сравнению с полиуретаном результаты неудовлетворительны. Резина просто не формует металл так, как полиуретан, она быстро изнашивается и делает результат непредсказуемым.
Полиуретан формует металл мягко и равномерно, оставляя гладкую, неповрежденную поверхность. Время на финишную обработку значительно снижается. Некоторое искажение возникает при придании контура плоской заготовке, но травленый металл, текстурирован-ный, в том числе прокаткой в вальцах, ретикули-рованный или осаженный, можно формовать, не опасаясь повредить поверхность. А поскольку равномерное давление поддерживается по всей поверхности работы, мокуме, биметаллические заготовки,заготовки, инкрустированные припоем, и ламинаты формуются с меньшим риском расслоения. Полиуретан выпускается различной степени
жесткости (дюрометрии): 95 единиц - самый жесткий и чаще всего используется; 80 единиц -слегка мягче, сдвигается под давлением и используется для особых целей.
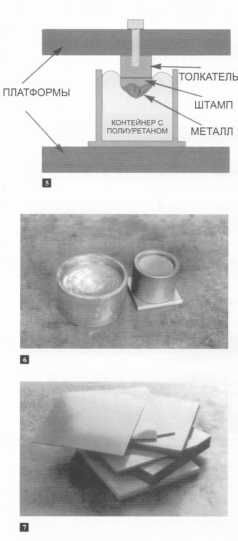
В Поскольку полиуретан ".течет " под давлением, ограничивайте его со всех возможных сторон и заставьте течь вокруг и внутрь штампа, а не наружу. В Контейнер с полиуретаном представляет собой отрезок стальной трубы со стенками толщиной 6 мм (1/4 дюйма), не полностью заполненный полиуретаном. Можно использовать контейнеры без дна, но, если приварить дно, они работают даже более эффективно.
В Полиуретановые пластинки выпускаются различной толщины и используются со многими приспособлениями для формования металла и штампами, которые не входят в контейнер. Используемая толщина зависит от глубины и размера инструмента или штампа. Крупные штампы, где необходима более глубокая формовка, требуют более толстых пластинок (1,2 - 2,5 см /1/2-1 дюйм). Очень тонкие (1,5 - 3 мм / 1/16 -1/8 дюйма) пластинки используют для чеканки. Полиуретановые пластинки необходимо использовать в сочетании с одним или более спейсерами, чтобы сократить холостой ход поршня в его верхней точке. Идеальные спейсеры получаются из акриловых блоков размером 15 х 15 х 2,5 см (6 х 6 х 1 дюйм) (см. иллюстрацию на предыдущей странице). Избегайте использовать спейсеры меньшего размера, чем штамп, или изготовленные из сжимаемого материала (как дерево или ДВП).
Полиуретановые пластинки и контейнеры поставляются компанией Bonny Doon таких размеров и такой жесткости, которые наиболее применимы для работы с металлами. Я пришла к выводу, что хорошо иметь набор полиуретановых пластинок и блоков различных размеров, толщины и жесткости. Для различия по жесткости пластинки в 80 единиц окрашены в желтый или оранжево-желтый цвет, 95 единиц - в оранжевый или красный. У промышленных поставщиков в продаже имеются большие листы полиуретана различных цветов.
Когда я впервые начала применять полиуретан для штамповки, для наполнения контейнера и для нарезки пластинок я использовала двухкомпонентный матерал - Flexan®. Я перестала это делать, когда узнала, что при смешивании, заливке и полимеризации выделяются опасные токсины. Респираторы с фильтрами не защищают должным образом, и даже очень низкий уровень воздействия может привести к тяжелой реакции. Кроме этого, журнал ACTS FACTS (сентябрь 1990) сообщает: найденные во флексане химикаты являются потенциальными канцерогенами. (За информацией о широком круге мариалов и процесах, применяемых мастерами, обращайтесь к книге Мононы Россол (Monona Rossol) The Artist’s Complete Health and Safety Guide.
Если у вас уже есть пластинки и блоки из флексана, они безопасны в использовании. Полиуретан (включая флексан) режется ножницами или острым ножом. Никогда не нагревайте, не поджигайте, не пилите и не шлифуйте полиуретан, поскольку при этом снова выделяются токсичные газы, и даже небольшое их количество может быть губительным.
В Пресс можно использовать для придания металлу куполообразной формы, гибки и штамповки с помощью приспособлений, разработанных Ли Маршалом. Эти приспособления можно использовать с любыми прессами с тремя технологическими отверстиями в верхней платформе и 15-сантиметровой (6 дюймов) рабочей зоной. (Расположение отверстий см. в Приложении).
Q “Толкатели” - стальные цилиндры высотой 2,5 см (1 дюйм), которые прикручиваются к верхней площадке пресса. Поскольку контейнер с полиуретаном заполнен не полностью, толкатели необходимы для вдавливания штампа.
Толкатели также выполняют роль спейсеров, увеличивая рабочую зону штампа на 2,5 см (1 дюйм), где поршень работает более эффективно.
Большинство приспособлений работают как одночастные штампы. Они разработаны так, что крепятся к верхней платформе пресса, и для формования и гибки металла используются в сочетании с полиуретаном.
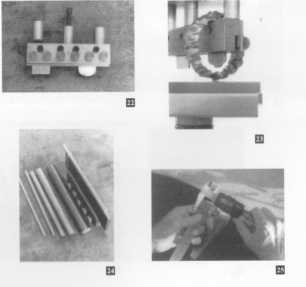
Их можно использовать в качестве “общих” инструментов, как они есть, или модифицировать и адаптировать под специфические нужды. Q0 “Мастер-держатель” удерживает хвостовики инструментов в вертикальном положении по центру верхней площадки. Он снабжен установочным винтом с латунным кончиком, такой держатель предназначен для хвостовиков диаметром 19-25 мм (3/4 - 1 дюйма).
Ш Т-образные стойки разработаны специально для использования в сочетании с мастер-держателем, их можно модифицировать, придавая им различную форму опиливанием. Их обычно используют с полиуретановыми пластинами 90 ед. 2,5 см (1 дюйм) толщиной.

Всегда работайте с отожженным металлом и избегайте вдавливать в полиуретан металл с острыми краями. Смотрите за тем, что происходит в прессе, а не только на манометр. Давите до тех пор, пока металл полностью не погрузится в полиуретан. Скорость формования металла зависит от общего размера, жесткости и толщины металла, а также от сложности формы. Для процесса штамповки скорее характерно ступенчатое формование с одним или более отжигами, а не полностью все за один раз.

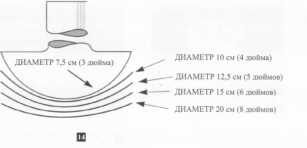
ЕЕ (В Мастер-держатель также используют с большими круглыми и грибовидными пунзелами с хвостовиком 1 дюйм (25 мм). Круглые пунзела наиболее эффективно работают с контейнером, заполненным полиуретаном на 5 см (2 дюйма), а грибовидные - 7,5 см (3 дюйма).
Ш Грибовидные пунзела выпускаются с основаниями, различающимися по диаметру сфер, которые их образуют, от 7,5 до 20 см (3-8 дюймов). Шляпка гриба 7,5 см (3 дюйма) формирует наиболее выпуклый купол, а 20 см (8 дюймов) - наиболее пологий. [Б В продаже также имеются стальные чашки - анки радиусов, соответствующих шляпкам грибов. Таким образом, появляется возможность объединить в одну операцию штамповку и чеканку. (См. иллюстрации на стр. 68).
Ш Поскольку грибообразные пунзела изготавливаются не из закаленной стали, их следует “защитить” при работе с анками в случае возможного контакта “металл-металл”. Просто оберните шляпку гриба латунным листом толщиной 1,3 мм (16 B&S) и закрепите его двухсторонним скотчем. Латунь можно заменить при необходимости. Ш Инструменты с более узкими хвостовиками (1/8 - 3/4 дюйма / 3 -19 мм), в том числе обычные небольшие пунзела, можно крепить в мастер-держателе при помощи цанги из набора адаптеров для пунзелов. Небольшие пунзела нужно вдавливать в полиуретан с осторожностью. При их использовании есть опасность разрыва полиуретана или поломки хвостовика под излишним давлением.


В гидравлическом прессе можно использовать стандартные круглый штампы, клейма и декоративные штампы. Эти штампы также можно использовать в сочетании с адаптерами в мастер-держателе. Штампы и клейма используются без полиуретана по жесткой поверхности. Преимущество заключается в том, что достигается идеальное вертикальное положение, и можно равномерно подавать точно выверенное давление. Однако всегда помните, что требуется очень небольшое давление, чрезмерное давление очень опасно. Стальной хвостовик может пройти сквозь металлическую заготовку и повредить поверхность штампа или даже поломаться и ранить человека, управляющего прессом. Неплохо выполнять работы такого типа внутри цилинра из оргстекла диаметром 10 см (4 дюйма). Тогда в случае поломки инструмента его осколки не смогут причинить вред.
Гибочные штампы - плоские металлические штампы с углом используются для разнообразной гибки металла. 03 П-образный фиксатор привинчивается к верхней площадке и удерживает гибочные штампы. К нему идет длинный гибочный клин для выполнения прямого угла длиной до 15 см (6 дюймов) и

набор коротких пальчиковых клиньев для сгибания прямого угла на заготовках длиной 1,3-14,5 см (1/2 - 5 3/4 дюйма). Короткие гибочные клинья используются для изготовления коробок и рамок, когда необходимо ввести штамп в частично сформированное изделие.
ВЗПри использовании гибочного штампа в прессе просто прочертите маркером линию там, где должна пройти складка, совместите ее с краем клина и приложите давление, пока угол не достигнет 90°. Край клина не выглядит острым, но он прорежет полиуретан, если штамп выходит за края заготовки.
ЕЮ Вы также можете изготовить свои штампы подобного типа из стали или алюминия толщиной 9 мм (3/8 дюйма). Гибочный край вырезают и опиливают под различными углами и в виде различных изгибов. ЕН Последовательные гибки, выполненные штампами типа гибочных клиньев могут создать уникальный эффект. ЕЕ К П-образному фиксатору также выпускается набор проставок. Для того чтобы закрепить и отставить инструмент от верхней платформы по центру фиксатора крепится длинный винт и трубчатый спейсер. Цельные спейсеры
помещаются по краям, чтобы сохранить расстояние. Штампы необходимо использовать с “аутригером” для минимизации напряжения. Благодаря набору проставок можно формовать рельеф изнутри замкнутых изделий, например, браслетов.
Еще один вариант гибки -трубогиб. При помощи стальных ригелей от 6 до 25 мм (1/4 -1 дюйм) в диаметре можно формировать U-образные желобки и трубки со швом длиной до 15 см. Стальные ригели удерживаются на “направляющей” при помощи резиновых колец или двухстороннего скотча.
Для формирования трубки вокруг ригеля необходимо точно рассчитать ширину заготовки. Ширина зависит как от диаметра ригеля, так и от толщины используемого металла. Формула и таблица для определения ширины заготовок приведены и приложении. После вырезания заготовки прочертите по центру осспую линию.
Для сглаживания готового шва по краям необходимо снять небольшую фаску. Проще всего это сделать, пока заготовка еще плоская. ES Начните формовать ригелем большего диаметра, чем готовая трубка. Поместите ригель на отметку по центру заготовки и вдавливайте его в пластинку полиуретана толщиной 12 - 25 мм (1/2 -1 дюйм) жесткостью 90 ед., пока не получите U-образный желоб. После отжига полученной формы, для того чтобы закрыть ее, поместите ее на ригель нужного диаметра.
Совместите центральную линию желоба с ригелем и поместите заготовку между двумя пластинками полиуретана толщиной 12 мм (1/2 дюйма), повернув щель в сторону, как показано на рисунке. (Чтобы не допустить смещения, можно прикрепить заготовку к ригелю с обоих концов двухсторонним скотчем). Используйте полиуретановую пластинку 95 ед. снизу и 80 ед. -сверху, сжимайте сначала с

одной стороны, затем переверните заготовку и сожмите другую сторону.
Наконец, сожмите трубку с ригелем между 2 пластинками 80 ед. толщиной 12 мм, снова повернув шов в сторону. Шов практически закроется. Выньте ригель и отожгите еще раз. 63 Затем, не помещая внутрь ригель, осторожно закройте шов кожаной или пластиковой киянкой. На этом этапе не страшно, если трубка слегка утратит круглую форму. После пайки и удаления излишка припоя поместите ригель внутрь трубки и выгладьте шов и саму трубку молотком. Немного масла облегчит удаление ригеля.
Трубки длиной более 15 см (6 дюймов) можно изготавливать таким же образом, используя более длинные ригели. На первом этапе лучше, если ригель не будет жестко прикреплен к держателю, а будет скользить вдоль него. Начните формовать с ссрсдины заготовки и делайте это поэтапно, понемногу, работая от середины по направлению к концам заготовки.

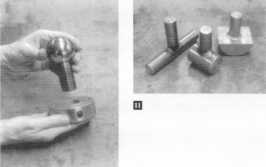
Гидравлический пресс с усилием 20 тонн нельзя рассматривать как замену пресса ударного действия, но при определенных условиях для штамповки (металла по металлу) можно использовать небольшие (меньше 2,5 см в диаметре) стальные штампы. В) Двучастные штампы (называемые комплектами) для точного совмещения требуют использования обоймы. QJ Штампы, как приведенные на иллюстрации, должны быть изготовлены профессионально. Поставщики приведены в приложении.
ES3 В прессе можно использовать стандартные круглые вырубные штампы, которые можно приобрести у большинства поставщиков ювелирных инструментов. Можно легко вырубать диски до 2,5 см (1 дюйм) в диаметре из металлов толщиной до 1,3 мм (16 B&S). При использовании штампов такого типа в прессе необходимо внимательно следить за тем, чтобы не сломать пуансон. Как.
только вы услышите щелчок вырубаемой заготовки, прекратите давить! Выньте вырубку из пресса, чтобы извлечь заготовку и разделите пуансон и матрицу.
В прессе также можно использовать пуансоны с Сообразными рамками, разработанные для промышленного применения. В рамках можно получать диски диаметром более 2,5 см (1 дюйм), а также и другие формы. Поставщики такого рода приспособлений приведены в приложении.

Штамп компании Quicksilver. Дизайн Майкл Стюарт.

Одночастные пресс-формы предоставляют возможность для спонтанности и импровизации. Они состоят только из одной части и могут быть быстро изготовлены из материалов, легко поддающихся обработке. Одночастные штампы используются в сочетании с полиуретаном, котрый служит ответной частью. Благодаря этому можно создать новый дизайн, опробовать его и переделать, не тратя времени и денег; штампы можно использовать разнообразными способами, получая различные конечные продукты.