Как известно, при штамповке благородных металлов получаются наиболее четкие, чем при литье, отпечатки узоров, выгравированных на стальной матрице, и весьма незначительная потеря материала. Использование прессового оборудования позволяет намного ускорить процесс изготовления желаемого (опытного) образца, так как штамп изготовить куда проще и быстрее, чем форму под заливку металлом. Технология изготовления перстня методом штамповки довольно проста.
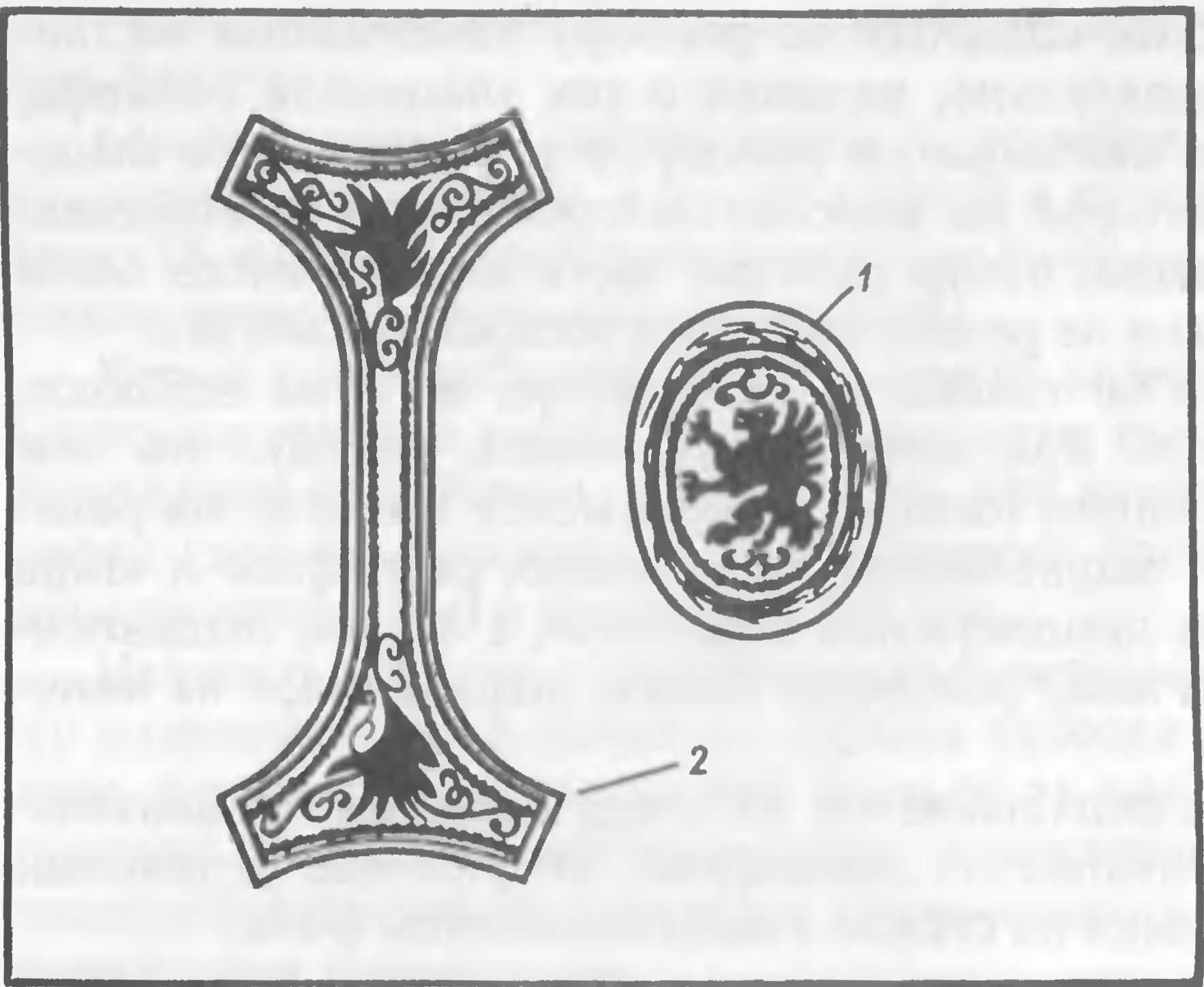
Для начала из проката благородного металла или прутка вырубают заготовки двух основных частей перстня - бляшки и шинки. Заготовка, предназначенная для получения шинки перстня, по длине должна соответствовать ее развернутому профилю на матрице штампа с выгравированным внутрь (углубленным) узором (рис. 19). Причем исполнение завитков и розеток орнамента должно быть в обратном изображении. Бляшку перстня гравируют тут же, на матрице, если позволяет место.
После штамповки и последующей опиловки облоя металла (наплывов) заготовку шинки перстня сгибают в кольцо. Для этого применяют различные инструменты, в том числе и несложное в изготовлении специальное гибочное приспособление (рис. 20).
Полученную таким образом шинку спаивают с бляшкой перстня в местах стыков. Места пайки тщательно опиливают надфилем, крацуют и полируют.
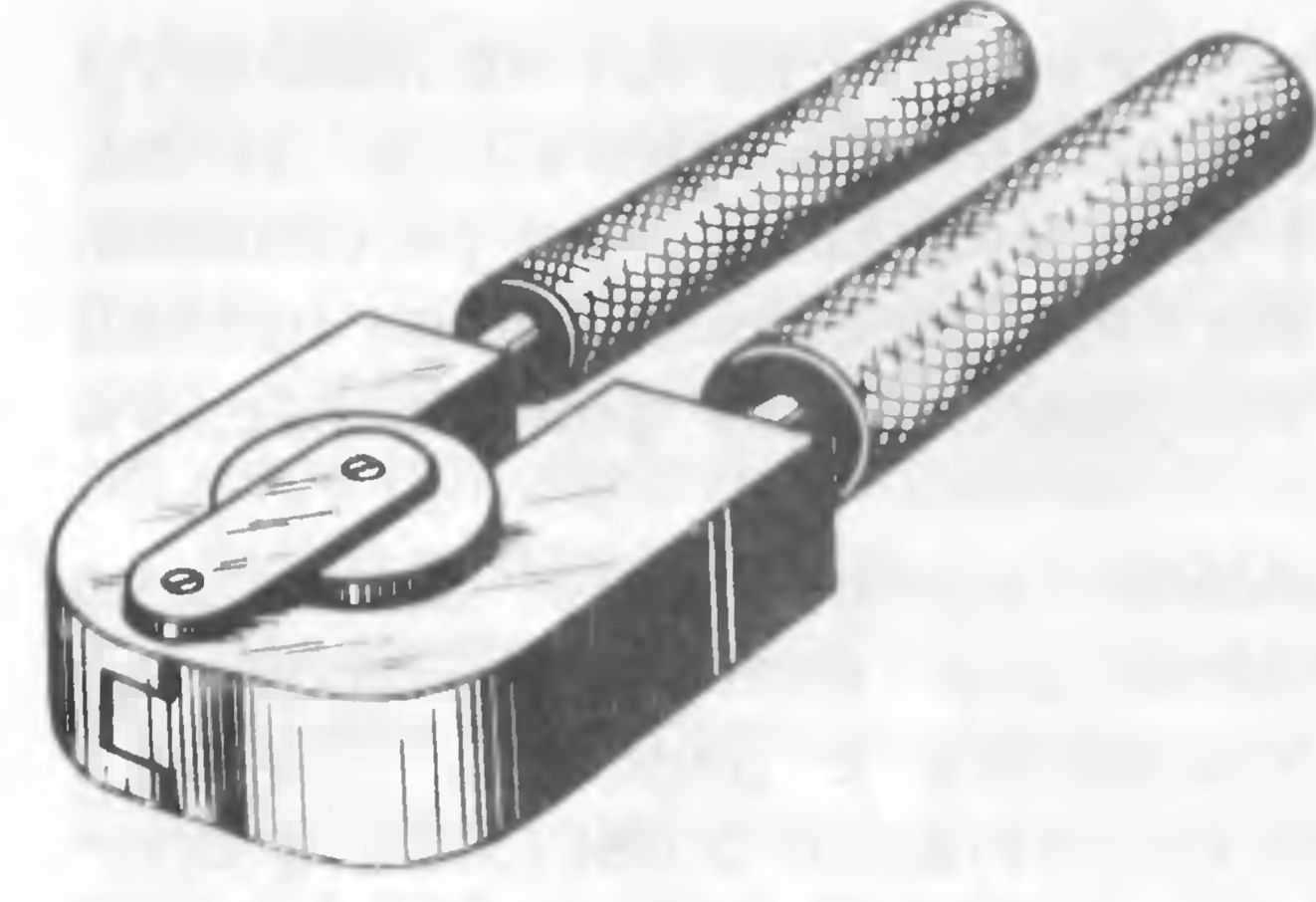 | Рис. 20. Гибочное приспособление |
Рис. 19. Матрица с изображением бляшки 1 и шинки 2 перстня, гравированных внутрь