Голтование.
Голгование - это полирование изделий во вращающихся или вибрирующих барабанах с помощью различных наполнителей (рис. 2.10).
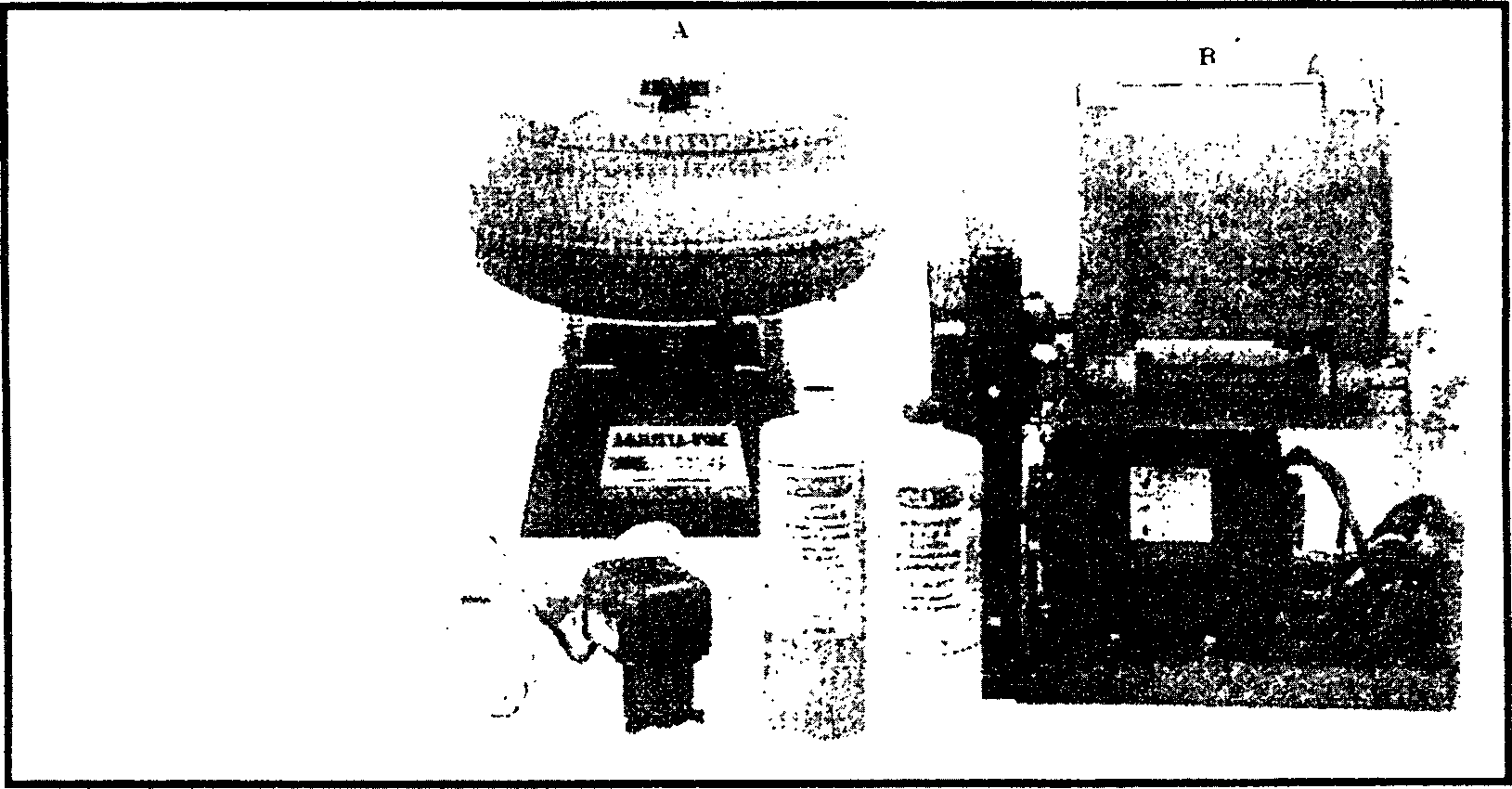 |
Рис. 2.10. Установки для голтования: А - Виброголтовка; В - Роторная голтовка |
Скорость вращения барабана 60-80 об/мин. Продолжительность процесса голтовки 2-10 часов. При вращении барабана отливка и наполнитель непрерывно перемешиваются в растворе с моющими средствами. Моющие составы удаляют грязь с поверхности и ускоряют процесс полирования. Голтование может устранять такие дефекты литья, как облои, некоторые виды пористости и др.
Наполнителями могут быть стальные шарики, иглы, керамические частицы различных форм, ракушки и т. д. (рис. 2.10 - 2.11). Обычное соотношение объемов изделий/наполнителя 1/8.
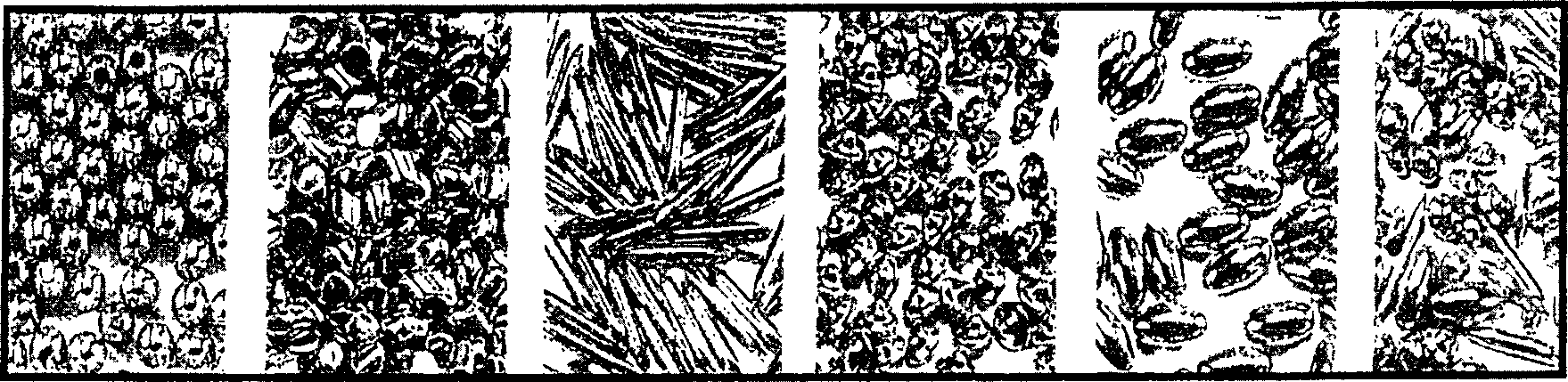 |
Рис. 2.11. Наполнители из нержавеющей стали |
В состав моющих средств могут входить мыльная стружка, моющие порошки, раствор соды, аммиак, хлорная известь, гидроокись натрия и хлористый натрий. Барабан загружают на 50-80%. Моющего раствора должно быть столько, чтобы наполнитель полностью скрылся в нем. Моющие растворы выполняют три функции:.
1) увеличивают абразивную способность наполнителя;.
2) смазывают изделия и наполнитель, чтобы они не царапали друг друга:.
3) очищают изделия и наполнитель.
Виброголтовка оснащена массивным барабаном на пружинной подвеске (рис. 2.10,А). Для того чтобы провести полную полировку с помощью виброголтовки надо сначала использовать наполнитель, который быстро удалит излишки металла и царапины с поверхности металла, затем более мелкие наполнители для шлифовки и полировки.
Все шлифовальные и полировочные наполнители используются только с моющими растворами.
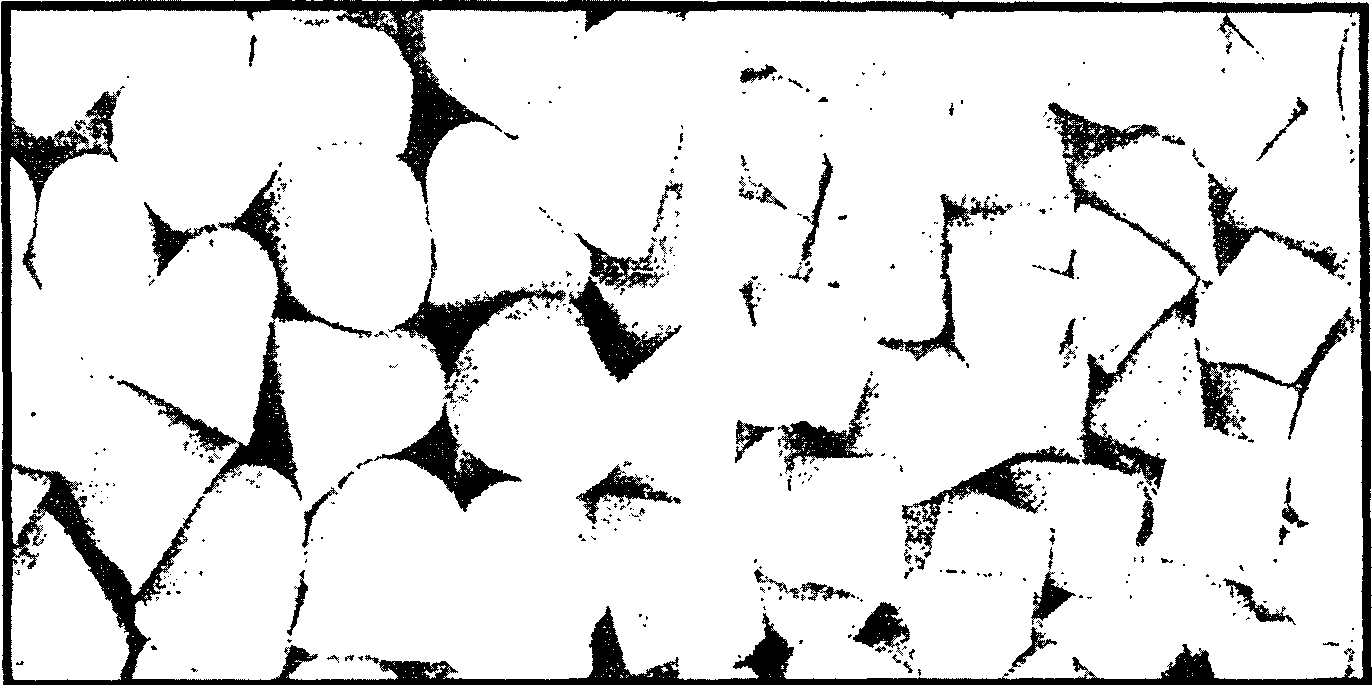 |
Рис. 2.12. Наполнители из керамики 2.5.2. Крацевание. Крацевание - обработка изделий при помощи металлических щеток (рис. 2.13). Щетки изготавливают из стальных или из бронзовых проволок с сечением 0,08-0.15 мм". |
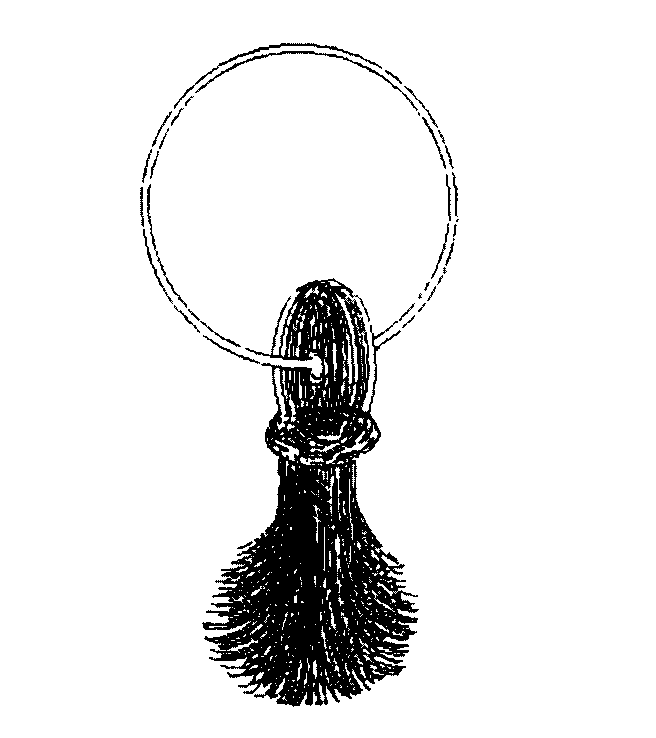 |
Рис. 2.13. Щетка для крацевания изделий |
Цель крацевания - очистка поверхности отливок от окалины, снятие заусенцев, придание поверхности блеска и т. д. При обработке отливок жесткими щетками они приобретают законченный вид с характерной матовой поверхностью. При обработке мягкими щетками поверхность отливки приобретает блеск.
Для крацевания изделия все время смачивают старым пивом или квасом.