Чтобы понять разницу между традиционным процессом ламинирования мокуме и способом изготовления мокуме в электрической печи, необходимо обладать определенными знаниями того, как происходит процесс ламинирования. При каждом из способов металлические пластины, предназначенные для ламинирования, очищаются, укладываются в стопку и зажимаются между двумя стальными пластинами.
Ожерелье: серебро, медь, латунь, золо/по 750 пробы (1SK).
В традиционном процессе собранный брикет помещается в печь или горн, где в качестве топлива используется древесный или каменный уголь или газ (как в мини-печи Стива). Там он нагревается до тех пор, пока металл на поверхности не заблестит или не засверкает. Затем брикет вынимается из печи и, возможно, подвергается быстрой проковке для того, чтобы затвердел соединительный слой. Ключевым моментом в сплавлении слоев яв.ляется появление «сверкания». Если брикет слишком долго выдерживать в печи после появления блеска, ламинат, вероятнее всего, перегреется, оставив вам лужицу мокуме. Поэтому вы должны следить за брикетом ястребиным взором, чтобы прореагировать в нужный момент. Заметьте, появление блеска - очень любопытная вещь: металл сияет так, как будто он расплавлен, но он все еще тверд! Дело в том, что расплавлено лишь небольшое количество металла в брикете, и именно оно соединяет слои металлов вместе. А теперь: как при наличии в нем расплавленного металла брикет не превращается в лужицу? Чтобы это понять, необходим небольшой экскурс в металлу ргию.
Чистый металл, как чистое серебро или золото 999 пробы (24К) плавится при вполне определенной температуре, которую мы обычно называем точкой плавления. В металлургических терминах температура, при которой металл становится жидким, называется точкой ликвидуса, а температ
ра, при которой он затвердевает при остывании - точкой солидуса. Если чистый металл нагревается до температуры ликвидуса минус 1 градус, он все еще твердый; как только он нагрет выше точки ликвидуса, он становится жидким. И наоборот, когда металл остывает до температуры немного выше точки солидуса, он все еще жидкий, когда он остывает до точки солидуса, он снова становится твердым.
Во многих сплавах отдельные металлы сочетаются таким образом, что все зерна имею т один и тот же состав. Например, если вы изготовите сплав из 60% серебра и 40% золота, каждое зерно в сплаве будет состоять из 60% серебра и 40% золота. В металлургических терминах это однородный твердый раствор. Золото и серебро взаимнорастворимы и при любых соотношениях будут образовывать однородный твердый раствор. Однородный твердый раствор ведет себя, как чистый металл, это означает, что у его точек солидуса 11 ликвидуса одно и то же значение температуры.
У серебра и меди, однако, совершенно другая история. В сплаве меди и серебра интервал между точками солидуса и ликвидуса может измеряться десятками и сотнями градусов. В качестве примера, стерлинговое серебро становится блестящим и начинает плавиться при 778°С, но не достигает точки ликвидуса до 892°С. При охлаждении из жидкого состояния оно не отвердеет, пока не достигнет температуры в 778°С. Такое поведение металла является следствием того факта, что в стерлинговом серебре отдельные элементы распределены неравномерно. Некоторые зерна в сплаве могут иметь состав 94% Ag (серебра) и 6% Си (меди), некоторые- 94% Си и 6% Ag, а все оставшиеся -72% Си п28% Ag.
Точка ликвидуса зерен 72Cu/28Ag - 778°С, точка ликвидуса зерен 94Cu/6Ag
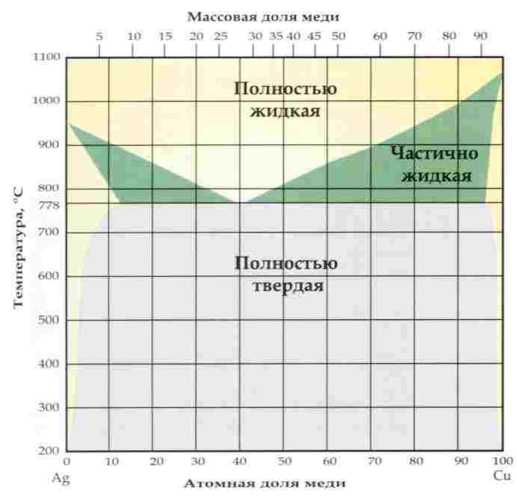
близка к точке плавления чистой меди, а зерна 6Cu/94Ag тавятся при температуре немного выше 892°С. При нагреве сплава выше температуры в 778°С зерна 72Cu/28 Ag расплавятся, но зерна с содержанием 94Cu/6Ag и 6Cu/94Ag будут все еще находиться в твердом состоянии. Сплав будет сохранять свою форму, но будет состоять из жидкости, содержащейся в твердой кристаллической матрице. Выражаясь в металлургических терминах, при одной температуре вы имеете и жидкую, и твердую фазу. Насколько она жидкая или твердая, зависит от температуры. При увеличении температуры сплава серебро растворяет все больше меди, и твердые зерна растворяются. Как только температура достигнет 892°С, все зерна перейдут в жидкую фазу.
Теперь мы можем говорить о том, что происходит с брикетом мокуме, когда его нагревают до того момента, когда поверхность начинает блестеть. При этой температуре в сплаве присутствуют зерна, которые достигли температуры ликвидуса и расплавились. Если условия соблюдены (очищенная поверхность металла, отсутствие оксидов), то они начнут течь или смачивать поверхности всех пластин. Когда легкоплавкие зерна плавятся, они начинают вытекать из кристаллической матрицы и покрывать все большую площадь. На них во-действует капиллярное притяжение, и они заполняют промежутки между пластинами и покрывают все незащищенные поверхности точно так же, как ведет себя серебряный припой на очень чистом участке металла. Они оставляют после себя пористую матрицу с более тугоплавкими зернами. Эта пористая область - очень слабый участок в ламинате. Чтобы это.
исправить, брикет нужно слегка проковать, чтобы сжать эту область, когда только его вынули из печи. Это помогает придать пористой области более плотную, прочную структуру. Если этого не сделать, то пористая область будет потенциальным очагом для расслоения при последующей обработке.
В традиционных способах сплавления для определения нужного момента для удаления брикета из печи или горна требуются некоторые навыки и опыт. С некоторыми комбинациями металлов работать легко, частично благодаря широкому интервалу между температурой солидуса и ликвидуса одного или более металлов в брикете. В сплаве с широким интервалом плавления фаза с низкой температурой расплавится и потечет, создавая «сияние», но в металлических пластинах все же будет сохраняться твердая структура из нерасплавленных фаз с более высокой температурой плавления. Если интервал плавления узок, тогда к тому моменту, когда вы увидите блеск, весь сплав уже практически расплавится. Также очень трудно сплавлять многослойные брикеты, поскольку возникают трудности в поддержании равномерного нагрева всего брикета. Наружные края могут нагреться до соответствующей температуры, а внутренние области будут все еще холодными для сплавления. В древней Японии не было выбора; вы бы работали в угольном горне и просто преодолевали бы все трудности этой техники.
Сегодня терморегулируемые электрические печи позволяют вам полностью контролировать время и температуру процесса сплавления. Контролируя эти два параметра, вы можете увеличить процент успеха и работать с большими объектами.
Между традиционным способом ламинации и сплавлением в электрической печи существует основное отличие. Металл никогда не нафевается до температуры ликвидуса ни одной из составляющих его фаз ни одного используемого металла. Вместо этого металл нагревается до температуры, близкой к температуре ликвидуса и выдерживается при данной температуре в течение нескольких часов. Теперь, когда у вас есть прибор, который позволяет осуществлять точный контроль, как вам выбрать подходящую температуру? Чтобы ее вычислить, нам нужно продолжить разговор о металлургии.
Выражаясь металлургическими терминами, температура отжига также известна, как температура рекристаллизации. Одним из процессов, происходящих с металлом, когда он нагрет до этой температуры, является снятие напряжения, которое образовалось в процессе холодной механической обработки, как ковка, прокатка или волочение. Нам же интересен другой аспект этого явления. Когда чистый металл или сплав нагревается до этой температуры, в нем снова начинают расти кристаллы. Ести две или более чистых, очищенных от оксидов металлические пластины поместить в тесный контакт друг с другом и поднять температуру до отметки немного выше точки рекристаллизации для используемых металлов, то кристаллы будут расти поперек границы их соприкосновения. Атомы каждого металла будут перемещаться посредством диффузии из одного металла в другой. В процессе передвижения эти атомы будут собираться в упорядоченные структуры, которые определяются относительным размером атомов и количеством каждого типа атомов. Упорядоченные структуры атомов называются зернами. Ести брикет выдерживать при такой температуре достаточнодолго, он превратится в однородный сплав всех металлов в брикете (для этого требуется много-много времени). Обычно область диффузии в мокуме намного меньше 0,025 мм. Композиция зерен в области диффузии изменяется в зависимости от того, насколько быстро атомы каждого металла двигаются относительно атомов других металлов. Именно рост новых кристаллов в точке соприкосновения пластин металовв и образует соединительный слой, который их связывает.
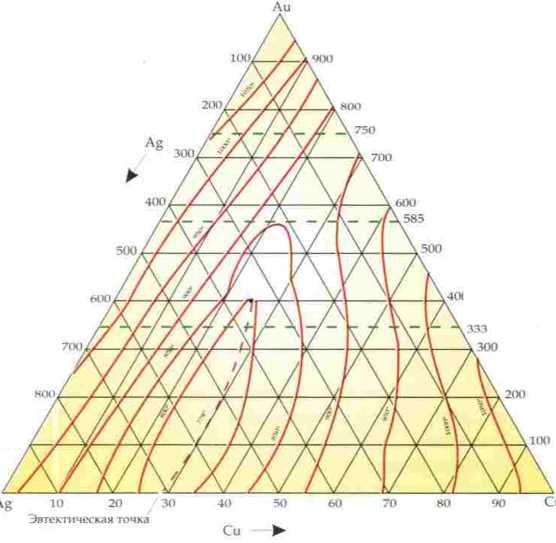
Для определения необходимой температуры для ламинирования вам нужно знать некую особенную температуру дня самого легкоплавкого сплава из всех комбинаций металлов, которые соприкасаются поверхностями. Это не означает самую низкую температуру плавления металлической пластины в брикете. Давайте в качестве примера возьмем лам «нацию меди и чистого серебра. Мы знаем, что медь плавится при температуре 1083°С и чистое серебро - 960°С; но если вы настроете свою печь на температуру в 926°С, то, когда вернетесь, обнаружите лужицу расплавленного металла. Необходимо понимать то, что сплав может плавиться при более низкой температуре, чем температура плавления любого составляющего его металла. В счучае с серебром и медью сплав с наименьшей температурой плавления состоит из 28% серебра и 72% меди; он плавится при 778°С. Этот сплав называется эвтектическим. Именно он является наиболее легкоплавким сплавом меди и серебра и ведет себя, как чистый металл, т. е. переходит из твердого состояния в жидкое без промежуточной стадии плавления. Некоторые молекулы меди и серебра будут составлять именно такой сплав, который будет плавиться, если вы приведете эти металлы в тесный контакт и нагреете их до 778°С. У металлургов имеется множество диаграмм, которые показывают точки плавления комбинаций из двух и более элементов, называемые фазовыми диаграммами. Внизу показана тройная (три элемента) фазовая диаграмма для золота, серебра и меди.
Фазовые диаграммы для всех сочетаний металлов можно найти в справочниках для металлургов. Их также можно найти в Интернете. Фазовая диаграмма - самый точный способ определить температуру для ламинадии. Просмотрев точки плавления большинства известных сплавов, вы сможете сделать предположение, которое не будет далеко от истины. Например, если вам нужны точки плавления золотых, серебряных и медных сплавов, на тройной фазовой диаграмме вы увидите, что минимальная температура плавления составляет 778°С. Поэтому вы можете быть уверены в том, что любая комбинация золота, серебра и меди в сплаве не расплавится при температуре ниже 778°С. Следовательно, если вы зададите печи температуру в 760°С, вы обнаружите, что золото/серебря но/медные сплавы успешно зала минируются без расплавления. Обычно я задаю температуру на 15-30°С ниже температуры солидуса на случай, если печь прогреется неравномерно, или появятся горячие очаги, которые смогут привести к локальному расплавлению.
Оборудование.
Большинство оборудования, необходимого дтя изготовления мокуме в электропечи уже имеется в хорошо оснащенной ювелирной мастерской, однако у вас может и не оказаться кое-чего из выше перечисленного.

Недорогая печь с датчиком температуры, подходящая для мокуме. Фото с любезного разрешения Paragon Industrie$
Печь:.
Первое, что вам i (еобходимо - электропечь с терморегулятором, который позволит вам задать и поддерживать точную температуру. Такие печи могут удерживать температуру с точностью до одного градуса по Цельсию. Газовые печи обычно не используются, поскольку их нельзя просто или недорого отрегулировать для поддержания точной температуры.
В системе цифрового термостатирования есть три основных части. Первая - сам терморегулятор. Он представляет собой особого рода микропроцессор, который при помощи сенсора считывает температуру внутри печи и посылает сигнал к электронному выключателю, который включает или выключает нагревательные элементы печи, чтобы поддерживать желаемую температуру. Термопара типа «К» - наиболее часто используемый сенсор. Он с большой степенью надежности может измерять температуру в пределах от комнатной до температуры немного выше 1100°С. Выключателем может служить либо реле, либо полупроводник, который используется для включения и выключения нагревательных элементов. Вы сможете все это приобрести, затратив меньше $300. Возможно модифицировать п уже имеющуюся электрическую печь, установив на нее терморегулятор. Модификацию не стоит проводить собственными силами, если вы не знакомы с правилами безопасности при установке электроприборов. Это должен сделать 11рофессиона;iьныи электрхiк.
Вентилятор:.
Я использую его для того, чтобы высушить металл после очистки. Важно быстро высушить влажный металл, чтобы он не успел окислиться при контакте с водой. Я использую недорогой бытовой пылесос, но исключительно для этой цели. Рукав прикрепляется к выходному отверстию пылесоса и используется для подачи потока чистого, прохладного воздуха под большим напором. Вы можете использовать и фен, выключив нагрев. Если воздух подавать горячим, то он ускорит процесс окисле» i ия, поэтому этого делать не нужно. Не нужно испо льзовать воздух из компрессора, поскольку он будет содержать небольшое количество воды и масла и загрязнит металл.
Материалы.
Пемза:.
Пемза или бытовой порошок для чистки медных поверхностей или нержавеющей стали, как Clean King, используется для очистки металлических пластин перед их укладкой в брикет.
Гранулированный древесный уголь фракция 4-12 меш.:.
Этот тип древесного угля используется в аквариумных фильтрах, которые вы можете приобрести в местном зоомагазине. Его также можно приобрести в компаниях, которые поставляют реактивы для лабораторий, но по более высокой цене. Можно использовать и обычный древесный уголь для гриля, предварительно его нужно измельчить до кусочков размером примерно 6 мм, а это - очень грязный процесс.

ScotchBrite:.
Абразивные губки ScotchBrite вместе с пемзой нужны для оч истки металла.
Зажимные пластины на болтах.
Две стальные пластины необходимы, чтобы между ними с усилием зажать брикет, который вы собираетесь ламинировать. Обычно я использую пластины, толщина которых составляет 20 - 25 мм, а площадь достаточна для того, ч тобы брикет был зажат между болтами.
Перед каждым началом работы для удаления оксидов и зазубрин после предыдущего брикета я обрабатываю их внутренние поверхности при помощи наж-дач! юго круга. Я могу ими пользоваться многократно, пока они не станут слишком тонкими. Когда их толщина становится меньше 20 мм, они сильно изгибаются под воздействием высокой температуры и давления в печи, поэтому их нужно заменять.
Гайки и болты.
Вам понадобятся гайки и болты для скрепления зажимных пластин и удерживания их под давлением внутри печи. Я выяснил, что хорошо подходят болты диаметром 12 мм. Болты должны, по меньшей мере, превышать по длине толщину зажимных пластин и брикета между ними на 12 мм, чтобы у вас было достаточно места для затягивания гайки. Также дчя затягивания гаек и болтов вам понадобится два гаечных ключа.
Защитное покрытие.
Защитное покрытие наносится на зажимные пластины для того, чтобы предотвратить сплавление брикета со сталью. Используйте разведенную в воде желтую охру и немного клея Elmers, чтобы паста прилипла к поверхности пласпгн. Вы также можете использовать и Scalex, защитное покрытие дчя эмалирования медных поверхностей, применяемое для защиты обратной стороны изделия от окисления в печи. Подойдет любой из способов.
Оберточный материал для инструментов из нержавеющей стали.
Этот оберточный материал обычно используется дчя изготовления воздухонепроницаемых пакетов, чтобы в процессе воздушной закалки защитить инструментальную сталь от окисления при термической обработке. Он создает великолепный барьер для кислорода в течение ламинирования мокуме. Зажимные пластины с брикетом помешают в пакет, заполненный древесным углем, который обеспечит восстановительную (бескислородную) атмосферу.
Оберточный материал представляет собой фольгу из нержавеющей стали особого состава, которая выдерживает высокие температуры в печи и остается запечатанной. Ее можно приобрести в рулонах шириной 30 или 60 см и длиной 15 - 30 м. Она продается у поставщиков механических станков. Будьте очень осторожны при работе с этим материалом. Его толщина состав.ляет 0,05 мм, примерно в два раза толще листа бумаги, поэтому фюльга может порезать вас, как нож.
Подготовительные операции.
Выберите и нарежьте металлические листы, которые вы собираетесь использовать в ламинате. Размер и толщина листов определяется размером готового изделия из мокуме. Я работал как с маленькими пластинами размером 25 мм х 12 мм, так и с большими - размером 75 мм х 75 мм при тол щине от 26 B&S (0,4 мм) до 6,3 мм. Если вы не планируете вручную проковывать свой брикет, то толщина вашего брикета не должна превышать максимальный развод валков ваших вальцев. Развод валков большинства ручных вальцев ограничен 6 мм или даже меньше.
Гранулированный древесный уголь - очень хороший поглотитель, вот почему он используется в фильтрационных системах. Он также хорошо поглощает водяные пары из воздуха. Нам в запаянном пакете в печи пары воды не нужны, поэтому нам необходимо от них избавиться. В металлическую кастрюлю насыпьте 2 мерных кружки (около 0,5 л) гранулированного древесного угля и нагрейте до температуры чуть выше 200°С (для этого я используютостерную печь, купленную на блошином рынке), чтобы испарить всю воду, которую древесный уголь поглотил из воздуха. Это занимает, как минимум, 30 минут. Оставьте его в печи нагретым до 200°С, пока он вам не понадобится.
Теперь вам нужно очистить и выровнять стальные пластины. Проще всего это сделать на наждачном круге, но можно это сделать и вручную. Вам необходимо удалить все оксиды и зазубрины, оставшиеся от предыдущей работы, с внутренних поверхностей стальных пластин. С другой поверхностью ничего делать не нужно. Вы должны получить чистую, гладкую и плоскую поверхность. Как только вы отчистите стальные пластины, покройте их тонким слоем желтой охры или Scalex и положите их в теплое место, чтобы они высохли.
Оборудование для чистки и формирования брикета.
Следующий шаг заключается в очистке металлов. Очистка, несомненно, является наиболее важным шагом в изготовлении мокуме. Если вы не проведете тщательную очистку металла, то вы потеряете несколько часов работы, получив некачественно ламинированный брикет. Очень важно уделять пристальное вл1 хяние всем}, что вы делаете на этом этапе.
В своей мастерской для очистки я использую три небольших пластиковых ванны. Первая наполнена двумя литрами дистиллированной воды, это ванна для жесткой очистки. Следующая ванна также наполнена двумя литрами дистиллированной воды, это ванна для прополаскивания. Третья ванна сухая, рядом с ней опрыскиватель с дистиллированной водой. Ванны и опрыскиватель были куплены новыми и использовались только для очистки мокуме.
Ход работы Шаг1.
Вымойте руки простым мылом и водой. Не пользуйтесь парфюмированыым мылом, лосьонами или увлажняющим мылом, поскольку они оставят пленку на руках, которая перенесется на очищаемый металл. Хорошо промойте руки. Очистите и прополощите медный пинцет для отбела (предпочитаю пинцет с губками «рыбий хвост»), который я использую только для очистки мокуме.

Шаг 2.
Возьмите металлическую пластину руками и окуните ее в ванну для очистки. Посыпьте ее пемзой и потрите 8-сантиметровым лоскутом абразивной губки ScotchBrite до тех пор, пока поверхности не станут чистыми и блестящими. Не обходите вниманием и края пластин.

ШагЗ.
Возьмите очищенный лист медным пинцетом и прополощите его сначала в ванне дтя чистки, затем в ванне для споласкивания. Ослабьте захват пинцета в ванне для споласкивания, чтобы убедиться, что все остатки пемзы между губками вымылись. Как только вы взялись за металл пинцетом, не прикасайтесь больше к нему руками
Шаг4 .
Свободно удерживая пласпшу пал гретый ванной,.
распыляйте на нее дистиллированную воду из распылителя. Вода должна образовывать плоскую ровную пленку на поверхности металла. Если вы заметите, что вода поднимается по краям или собирается в капли, то на металле остались загряз-ненные участки. Вам нужно вернуться и повторить.
шаги 2 и 3. Если лист чист, не позволяйте ему вступать в контакт ни с чем, кроме пинцета или других очищенных пластин для брикета.

Шаг5.
Высушите пластины потоком воздуха из пылесоса. Будьте осторожны, чтобы поток воздуха не выдул металлическую пластину из пинцета. Вы также должны просушить металл между губками пинцета. Вы можете ^начала попрактиковаться с неочищенными пластинами. Если вы все же потеряли контроль (выронили из рук) над очищенной пластиной, возвращайтесь к шагу 2.

Шаг 6.
Положите заготовку на нижнюю зажимную пластину. Затем переходите к очистке следующей пластины - шаг 2.
Шаг 7.
Когда все заготовки будут очищены и сложены стопкой, поместите наверх зажимную пластину поверхностью, покрытой защити ым слоем, вниз и затяните болты при помощи двух гаечных ключей.

Шаг 8.
Зажмите всю конструкцию в тисках или в гидравлическом прессе, если он у вас есть, и снова затяните болты, пока брикет находится под давлением. Лучшие результаты получаются при равном давлении на все болты. Лучше всего это делать при помощи автоматического гаечного ключа (с динамометром). Гаечные ключи такого типа издают щелчок при достижении определенного вращающего момента. Они относительно дорогие, поэтому, по возможности, возьмите их где-нибудь напрокат, чтобы попрактиковаться, а позже купите их себе, если почувствуете в них необходимость. При работе с автоматическим ключом я устанавливаю его на 90 футофунтов (12,45 килограмм-метров) Отложите собранный брикет в сторону, пока не выполните следующий шаг.

Шаг9.
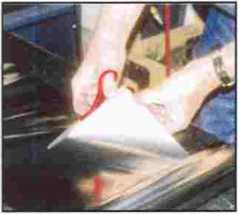
Из оберточной фольги сделайте пакет, в который вы будете помещать древесный уголь и непосредственно брикет. Чтобы его изготовить, при помощи ножниц отрежьте кусок фольги так, чтобы его длина была на 5 см больше периметра зажимных пластин (10 см х 4 = 40 см + 5 см = 105 см), и шириной 30 см. Согните лист фольги пополам и дважды загните края, затем загладьте их при мощи полировальника или валика. Придайте фольге форму трубки и проверьте, чтобы зажимные пластины могли поместиться внутрь. Вам будет легче заглаживать края фольги и помещать брикет в печь, если вы проделаете в трубке канавки, чтобы придать ее сечению прямоугольную или квадратную форму, повторяющую форму зажимных пластин. Затем дважды заверните нижний конец трубки, чтобы образовался пакет, и загладьте его при помощи кожаной киянки.

Шаг10.
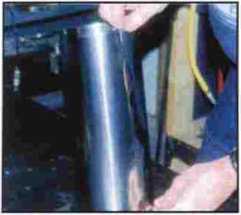
Выньте древесный уголь из печи. Насыпьте небольшое количество на дно пакета из фольги. Поместите зажимные пластины в пакет и насыпьте столько угля, чтобы он покрывал верхнюю пластину, затем дважды загните верхний конец трубки и загладьте шов киянкой.
Шаг11.
При помощи щипцов и огнеупорных перчаток поместите пакет с брикетом в предварительно нагретую печь и оставьте его там на 8-12 часов. В большинстве cry чаев я ламинирую свои брикеты из золотых и серебряных сплавов при температуре в 760°С, а брикеты из медных сплавов, не содержащих серебра - при 816°С. (Для получения более подробной информации о температурах сплавления смотрите таблицу на следующей странице).

Шаг 12.
Выключите печь. Выньте пакет с брикетом из печи и остудите его при комнатной температуре. Раскройте пакет. Будьте при этом осторожны, наденьте защитные кожаные перчатки, поскольку фольга, сейчас намного более жесткая и хрупкая, чем была раньше, может вас очень легко порезать. Выньте брикет. Ослабьте болты и выньте брикет из зажимных пластин.

Шаг 13.
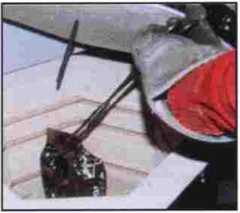
Используя ювелирный лобзик с очень грубой пилкой или ножовку, спилите края брикета. Обычно я снимаю от 1,5 мм до 4,5 мм в зависимости от того, насколько аккуратно я нарезал и укладывал пластины. Очень важно собирать брикет таким образом, чтобы удалять как можно меньше металла. Обработайте края наждачной бумагой, чтобы сиять следы пилки.
Шаг 14.
Пропаяйте края брикета при помощи самого тугоплавкого серебряного припоя, которым вы можете работать. Это поможет снизить риск расслоения на.
начальных этапах уменьшения толщины брикета. Если в брикете находится сплав, содержащий серебро и медь, это обычно означает, что нужно использовать среднеплавкий припой. Поскольку медь и серебро в некоторой пропорции образуют эвтектический сплав, вам нельзя нагревать брикет выше температуры в 778°С, которая является его точкой плавления. Очень важно использовать хороший флюс и аккуратно нагревать брикет, потому что вы легко можете сжечь флюс, а это не позво.тя-ет припою растекаться. Дня такого типа пайки при высокой температуре подойдет паста Handy flux или любой другой флюс для пайки тугоплавким припоем. Помните, что Handy flux или другие флюсы для пайки тугоплавким припоем содержат фториды, и для защиты вам необходима хорошая вентиляция.

Если флюс начнет выгорать раньше, чем вы достигнете необходимой температуры, вы можете добавить больше флюса в виде порошковой буры. А ее вы сможете приобрести в отделах для стирки большинства супермаркетов. Насыпьте щепотку буры на горячий металл, она защитит его от окисления. Это не сра-.
.
ботает, если металл оудет холодным, поскольку бура имеет свойство пузыриться и отшелушиваться, но если металл нагрет до температуры выше 538°С, бура расплавится и растечется по поверхности, покрывая его и создавая длительную защиту. Можете добавлять столько буры, сколько нужно. Она создаст плотное покрытие, которое трудно удалить, используйте нес костру иную обработку или прокипятите брикет в отбеле.
.
Шаг 15
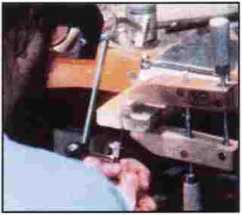
На первоначальной стадии толщину брикета уменьшать нужно очень осторожно. Обычно для этого я использую вальцы. Перед отжигом я снижаю толщин} брикета не более чем на полмиллиметра. При каждом прохождении между валками я уменьшаю толщину на одну десятую миллиметра. Я мягко прокатываю брикет 3 - 5 раз перед тем, как приступить к более агрессивным методам. Для определения величины, на которую вы сможете уменьшить толщину брикета между отжигами, необходим опыт. Я не могу вам дать эту формулу. Будьте консерва т ивны; лучше слишком часто проводить отжиг, чем расслоить брикет, создав чрезмерное напряжение. В процессе отжига мокуме брикет нельзя закаливать, поскольку стрессы, возникшие при быстром охлаждении, слишком сильны для соединительного слоя мокуме. Закалка может расслоить брикет, если ламинат не очень высокого качества. Чтобы быстрее охладить брикет, я использую струю воздуха от венти-лятора под сильным напором. Важно быстро охладить металл, чтобы снизить дисперсионное отверждение. Некоторые сплавы становятся твердыми, если их вы-держивать при температуре несколько ниже точки or-жига. Это называется упрочнение дисперсными час-тицами или закалка на твердый раствор.
Соответствие температуры и времени сплавления. для изготовления мокуме в электропечи | ||
Сплавы | Темп., °С Время, час | |
1. Цветное золото между собой | 760 | 8-10 |
2. Серебро с медью,. нейзильбером, бронзой, куромидо или шакудо | 738 | 8-10 |
3. Медные сплавы между собой | 816 | 8-10 |
4. Золото с серебром | 760 | 8-10 |
5. Серебро с латунью | 704 | 6-8 |
6. Платина с зеленым золотом 750 пробы (18К) | 968 | 5-7 |
7. Палладий с серебром | 774 | 4-6 |
Приведенное соответствие температуры и времени необходимо использовать в качестве общего руководства для изг отовления мокуме в электропечи. Некоторые сплавы и тины печей требуют разного времени и температуры. СтивМиджетт | ||